
Хирургия точности: Полное руководство по сборке и запуску шпиндельного узла после замены подшипников
В мире металлообработки шпиндель - это не просто вал. Это сердце станка, его главный орган, определяющий, будет ли ваша деталь шедевром микронной точности или отправится в корзину с браком. Если вы уже прошли этап демонтажа (который мы обсуждали ранее), то знаете: разобрать узел - это лишь половина дела. Настоящее искусство начинается сейчас, когда на верстаке лежат стерильные детали, а впереди - часы ювелирной сборки.
Многие «умельцы» считают, что достаточно забить подшипники молотком и затянуть гайку «до упора». Результат такой работы - перегрев через 15 минут и замена узла стоимостью в сотни тысяч рублей через неделю. Мы пойдем другим путем - путем профессиональной инженерии.
Часть 1. Геометрия подготовки: Больше, чем просто чистота
Прежде чем вскрывать упаковки с новыми подшипниками, нужно подготовить «фундамент». Сборка шпинделя начинается с анализа его корпуса (передней бабки) и фланцев.
Секреты переднего кольца
Взгляните на переднее чугунное кольцо шпинделя. На нем вы увидите крошечный позиционирующий штифт. Это ваш главный ориентир. В прецизионных узлах детали имеют строго определенное положение. Если при финальной сборке вы не совместите этот штифт с ответным пазом в корпусе, вы просто расколете чугунную крышку при попытке затянуть болты.
Второе, на что стоит обратить внимание - дренажное отверстие. Оно должно располагаться строго на «6 часов». Зачем? В процессе работы внутри узла скапливаются излишки смазки и может просачиваться конденсат или СОЖ. Если дренаж забит или перевернут, эта смесь превратится в абразивную пасту, которая уничтожит зеркальные дорожки качения.
Линия судьбы: Компенсация эксцентриситета
Даже самые дорогие подшипники класса P4 или P2 имеют микроскопические погрешности. Это называется эксцентриситетом - небольшим отклонением геометрического центра от центра вращения. Чтобы минимизировать общее биение шпинделя, мы должны использовать эти погрешности во благо.
Возьмите маркер и проведите ровную линию вдоль всего вала, ориентируясь на шпоночный паз. Мы будем выстраивать все подшипники в одну «струну» по этой линии, совмещая их точки максимального биения. Это позволит нам не складывать ошибки разных деталей, а заставить их работать синхронно, добиваясь тех самых заветных 2-3 микрон на выходе.
Часть 2. Стерильность как в операционной
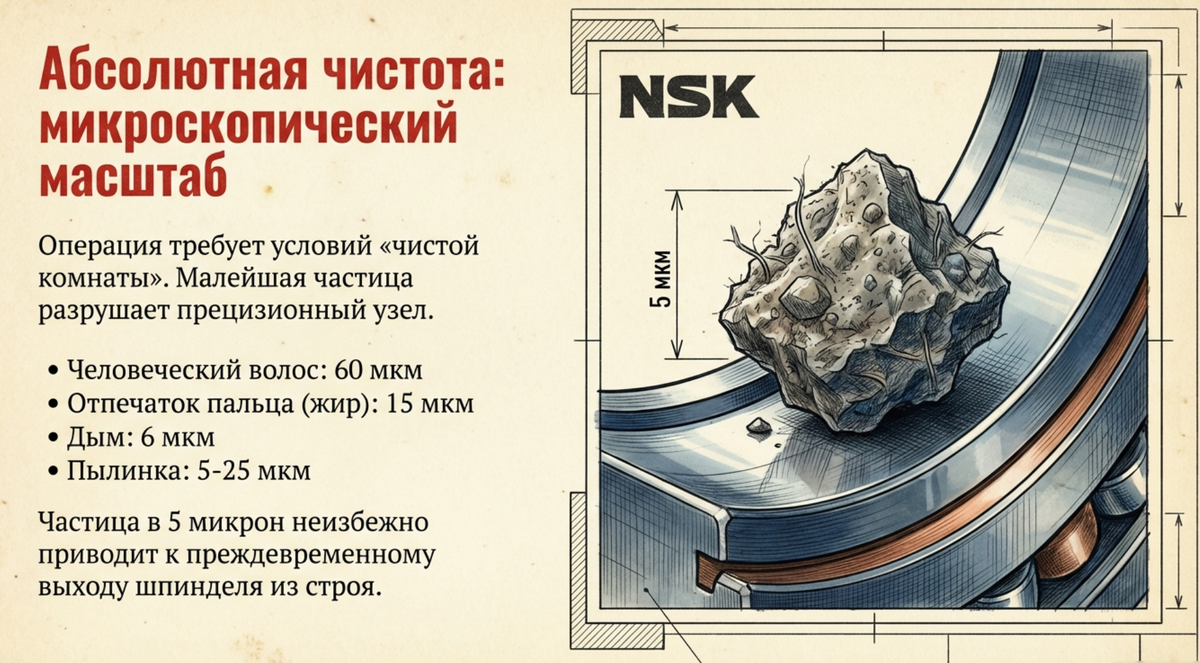
Подшипник шпинделя - это высокотехнологичный прибор. Любая пылинка, невидимая глазу, при вращении на 5000 об/мин превращается в булыжник, который оставляет вмятину на дорожке качения.
Правила «чистой зоны»
- Распаковка в последний момент: Не доставайте подшипники из антикоррозийной бумаги, пока не будете готовы их ставить. Они законсервированы в специальном составе, который защищает их от окисления.
- Забудьте про голые руки: Наша кожа выделяет пот, имеющий кислую среду. Одно прикосновение пальцем к стальной обойме - и через час там начнется микрокоррозия. Используйте только безворсовые перчатки.
- Никакой ветоши: Используйте только специальные салфетки, не оставляющие ниток. Одна нитка от старой футболки, попавшая в сепаратор, - это гарантированный перегрев.
Чтение «меток судьбы»
На торцах новых подшипников вы найдете лазерную гравировку: кружочек «o», звездочку «*» или треугольник. Это метки максимального радиального биения внутреннего и наружного колец. Ваша задача - совместить эти знаки с той самой линией, которую вы нарисовали на валу. Только так достигается прецизионная соосность.
Часть 3. Трибология: Магия правильной смазки
Типичная ошибка новичка - «набить подшипник поплотнее, чтобы подольше не вымыло». В случае со шпинделем это верный способ его сжечь.
Гидродинамическое сопротивление
На высоких оборотах избыточная смазка начинает работать как тормоз. Возникает эффект гидродинамического трения: шарики тратят огромную энергию на то, чтобы «раздвинуть» слой масла. Эта энергия превращается в тепло, металл расширяется, преднатяг увеличивается - и узел заклинивает.
Золотые стандарты закладки:
- Радиально-упорные шариковые подшипники: заполняются на 15% от свободного объема.
- Цилиндрические роликовые подшипники: всего на 10%.
Используйте медицинский шприц для точной дозировки. Смазку нужно наносить строго в промежутки между телами качения (шариками), а не просто «размазывать по кругу». Помните: лучше чуть-чуть недоложить, чем переложить (в разумных пределах).
Часть 4. Монтаж: Физика и химия процессов
Как посадить стальную обойму на вал или в корпус с натягом в сотые доли миллиметра, не повредив поверхности? Ответ дает термодинамика.
«Ламповый» прогрев корпуса
Если корпус передней бабки холодный, монтаж превратится в пытку. Используйте хитрость опытных механиков: возьмите обычную лампу накаливания на 100 Ватт, поместите её внутрь корпуса и накройте станок плотным одеялом на 8-10 часов (на ночь). Чугун - инертный материал, он прогреется равномерно. Тепловое расширение увеличит посадочное отверстие на 0,01- 0,02 мм, чего достаточно для того, чтобы подшипник зашел «как по маслу».
Индукционный нагрев вала
Для посадки подшипника на вал лучше использовать индукционный нагреватель. Он греет только внутреннее кольцо. Важное правило: температура нагрева не должна превышать 100-110°C, иначе структура стали может измениться, и подшипник потеряет твердость.
Принципы прессования
Если вы используете пресс, запомните: усилие должно передаваться ТОЛЬКО на то кольцо, которое садится с натягом.
- Сажаем на вал? Давим на внутреннее кольцо.
- Вставляем в корпус? Давим на наружное.Если вы передадите усилие через шарики, возникнет эффект бринеллирования — микроскопические вмятины. Вы их не увидите, но услышите при первом же запуске по характерному гулу.
Часть 5. Преднатяг и дистанционные втулки
Шпиндельный узел часто состоит из дуплексных пар. Между ними стоят дистанционные втулки (распорные кольца). Это самые ответственные детали после самих подшипников.
Перед установкой втулки аккуратно смажьте вал легким индустриальным маслом. Втулка должна скользить по валу плавно, без рывков. Если чувствуете сопротивление - остановитесь. Возможно, на валу остался заусенец от старого подшипника. Малейший перекос втулки приведет к тому, что подшипники встанут «не в плоскости», и вся работа пойдет насмарку.
Искусство затяжки
Стопорная гайка шпинделя - это не колесная гайка грузовика. Для её затяжки используется специальный шлицевой ключ и динамометрический инструмент.
- Затяните гайку до упора, чтобы «усадить» подшипники.
- Слегка отпустите её, чтобы снять напряжение.
- Затяните финально с паспортным моментом.
Важно: Перетяжка гайки уничтожает преднатяг, превращая легкое вращение в тяжелое, что ведет к моментальному перегреву.
Часть 6. Интеграция в станок: Финальный аккорд
Когда вал собран в единый монолит, наступает момент его возвращения в переднюю бабку. Поскольку вал тяжелый, он работает как консоль. При установке поддерживайте его, стараясь сохранять строгую горизонтальность.
Выколотки и инструмент
Для окончательной посадки заднего подшипника используйте только стальные выколотки со сферическим концом. Забудьте про латунь, медь или алюминий! Мягкие металлы при ударе скалываются, и их микроскопическая стружка летит прямо в открытый подшипник. Сталь по стали (при правильном расчете удара) - единственный путь профессионала.
Часть 7. Контроль качества и запуск
Сборка завершена, но не спешите радоваться. Впереди - суровая проверка.
Инструментальный аудит
Установите магнитную стойку с микронным индикатором (с ценой деления 0,001 мм).
- Уприте наконечник во внутренний конус шпинделя.
- Медленно вращайте вал рукой.Для качественного ремонта биение не должно превышать 0,002 - 0,005 мм. Если стрелка индикатора «гуляет» на сотку - у вас проблема. Либо под подшипник попала грязь, либо вы перекосили обойму при монтаже.
Натяжение ремней
Возвращая приводные ремни, не переусердствуйте. Правильный прогиб - примерно 25-30 мм при нажатии. Слишком сильный натяг создаст радиальную нагрузку на заднюю опору шпинделя, на которую она не рассчитана. Это приведет к изгибу вала и быстрому выходу узла из строя.
Часть 8. Режим обкатки (Run-in): Испытание на выдержку
Это самый нудный, но самый важный этап. Свежая смазка распределена неравномерно. Если сразу дать полные обороты, центробежная сила прижмет комки смазки к дорожкам, возникнет местный перегрев, и дорожка «поплывет».
Протокол обкатки:
- Старт: 10% от максимальных оборотов. Наблюдаем 30 минут.
- Контроль температуры: Каждые 15 минут измеряем температуру корпуса в районе переднего подшипника. Она не должна превышать температуру в цеху более чем на 10-15 градусов.
- Ступени: Каждые 30-40 минут повышаем обороты на 10-15%.
- Пик: На максимальных оборотах узел должен проработать минимум час. Стабильная температура корпуса не должна превышать 60°C.
Вибродиагностика
Если у вас есть доступ к виброанализатору, проверьте среднеквадратичное значение виброскорости (RMS). Для прецизионных шпинделей нормой считается значение ниже 1,12 мм/с. Если вы видите пики на частотах перекатывания тел качения - значит, где-то есть дефект монтажа.
Итог: Цена точности
Замена подшипников шпинделя - это работа, которая не терпит суеты. Это процесс, где вы на несколько часов становитесь хирургом.
Каждый из этих 40 шагов - от проверки штифта до финальной вибродиагностики - отделяет профессионала от дилетанта. Да, это долго. Да, это требует специфического инструмента и терпения. Но наградой станет станок, который будет держать размер в «нули» следующие 10-20 лет, и тихий, благородный шелест шпинделя, вращающегося на полных оборотах.
🔥Нет времени смотреть сотни роликов, а результат нужен уже завтра?
🎯Мастерская современного инженера - : https://boosty.to/mextexnologii