Сегодня я бы хотел рассказать о прогрессивных технологиях MIG/MAG сварки. В настоящее время разработано множество технологий сварки стальных конструкций, направленных в первую очередь на обеспечение высокой производительности процесса, с возможностью регулирования тепловложения в основной металл и доли участия основного металла в металле шва. Как было отмечено ранее, при сварке большинства современных сталей, особенно специальных, основное значение имеют уменьшение перегрева основного металла (т.е. сварка с пониженным тепловложением) и уменьшение доли участия основного металла в металле шва.
Если рассмотреть тенденцию распределения продаж сварочного оборудования по способам сварки за 2020-2025 годы, то можно наблюдать следующую картину:
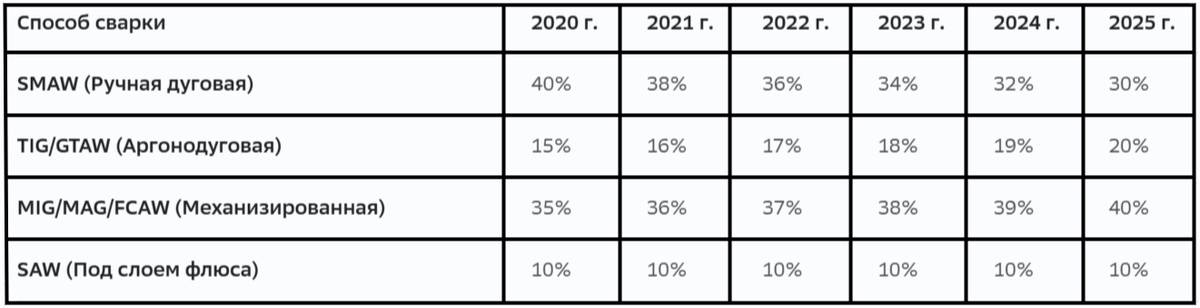
- SMAW (Ручная дуговая сварка покрытыми электродами): Хотя этот традиционный метод сохраняет значительный объем продаж, его доля постепенно уменьшается, уступая место более прогрессивным и производительным методам сварки.
- TIG/GTAW (Аргонодуговая сварка неплавящимся вольфрамовым электродом): Эта технология медленно, но неуклонно завоевывает рынок благодаря своим преимуществам в обеспечении высокого качества и возможности сварки практически всех конструкционных материалов, применяемых в промышленности.
- MIG/MAG (Механизированная сварка плавящимся электродом в защитной атмосфере): Данный метод прочно удерживает лидерство, особенно в профессиональном сегменте, благодаря повышенной производительности и уменьшению трудозатрат.
- SAW (Автоматическая сварка под слоем флюса): Несмотря на низкую долю рынка, эта технология важна для специализированных сфер, таких как тяжелое машиностроение и крупногабаритные проекты.
Таблица выше иллюстрирует общую динамику изменений, происходящих на рынке сварочного оборудования, и подтверждает глобальные тенденции перехода от традиционного подхода к автоматизированным и механизированным методам сварки.
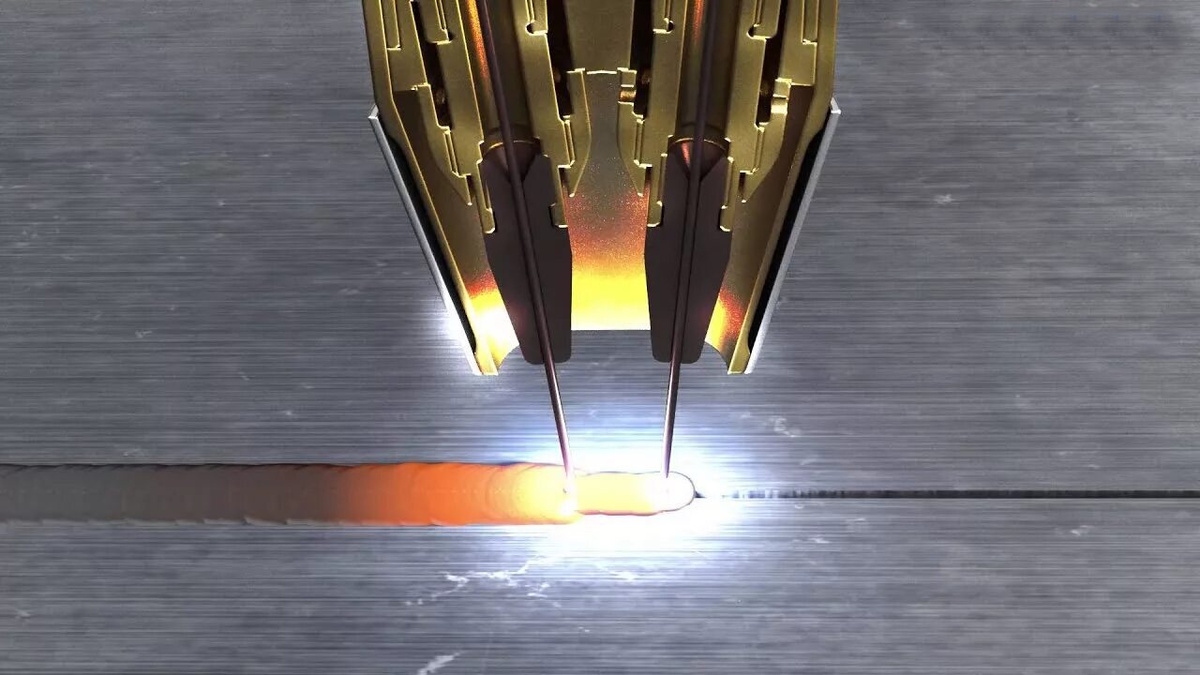
Высокоскоростная двухдуговая (тандемная) сварка сталей плавящимся электродом в среде защитных газов
Указанный способ сварки основан на использовании двух электродных проволок, подключённых к разным источникам питания, горящих в одну сварочную ванну. Ток к каждой из проволок подводиться в импульсном режиме, причём попеременно то к одной, то к другой проволоке, так, что в каждый момент времени горит только одна из дуг.
Использование импульсного режима для сварки высокопрочных сталей позволяет гибко регулировать тепловложение в основной металл в зависимости от марки свариваемого материала. Причём основной задачей является минимизация тепловложения при обеспечении высокой производительности процесса. Отчасти одновременному достижению двух этих противоположных целей способствует применение импульсного двухдугового процесса сварки.
Сварку выполняют проволокой малого диаметра (не более 1 мм), что позволяет при сравнительно невысоких силах токах добиться высокой плотности тока в проволоке и её большой скорости плавления. К тому же сварка проволоками малого диаметра характеризуется мелкокапельным переносом и более стабильным процессом сварки, чем сварка проволоками диаметром более 1,2 мм.
Сущность рассматриваемого способа сварки представлена графически ниже.
Рисунок ниже демонстрирует схему подключения электродных проволок к источникам питания при двухдуговом тандемном процессе
Ниже представлена диаграмма импульсной работы двух дуг при тандемном процессе
Преимуществом указанного способа является невысокая сила тока при работе на одну дугу (т.е. обеспечение не высокого тепловложения, и незначительного перемешивания основного и электродного металла), с одновременным обеспечением высокой производительности процесса, за счёт тандемной работы двух дуг.
Реализацией технологий с двухдуговыми процессами (в том числе импульсными) занимаются несколько мировых производителей. Набольших успехов в отработке технологии импульсной тандемной сварки добилась фирма «Fronius». Технология высокоскоростной двухдуговой импульсной сварки этой фирмы в основном применяется для сварки труб большого диаметра из высокопрочных термомеханически упрочнённых сталей или сталей с карбонитридным упрочнением (для труб с классом прочности свыше К60).
На рисунке ниже представлены фотографии процесса тандемной работы двух дуг
Для реализации технологии разработана двухэлектродная горелка, показанная на рисунке ниже
Использование технологии возможно в двух вариантах:
1) одиночный тандем (один участок шва варит одна двухдуговая головка)
2) двойной тандем (один участок шва варят одновременно две двухдуговые головки)
Внешний вид головки для реализации технологии по схеме двойной тандем, показан на рисунке ниже
Для уменьшения количества наплавленного в разделку металла, снижения напряжений от усадки металла шва, а также для уменьшения доли участия основного металла в металле шва, выполняют ступенчатую узкую разделку кромок (на рисунке ниже)
Примерная схема расположения слоёв шва показана на рисунке ниже
Ориентировочные режимы высокоскоростной двухдуговой (тандемной) сварки плавящимся электродом в среде защитных газов приведены в таблице ниже
Таким образом, применение высокоскоростной двухдуговой (тандемной) сварки плавящимся электродом в среде защитных газов для сварки высокопрочных сталей позволяет получить минимальный перегрев околошовной зоны, небольшую долю участия основного металла в металле шва, что позволяет снизить вероятность образования холодных трещин в сварных соединениях при обеспечении высокой производительности процесса.
Видео двухдуговой (тандемной) сварки плавящимся электродом в среде защитных газов можете посмотреть на моем канале по ссылке
Я решил разбить данную статью на несколько частей, в следующих статьях я расскажу о сварке по методу CMT (Cold Metal Transfer) и методу STT (Surface Tension Transfer).
Спасибо за внимание, подписывайтесь на мой Дзен-канал, ставьте лайки и оставляйте комментарии. До новых встреч! 🔥✨