
Алюминий и его сплавы — одни из самых востребованных материалов в современной промышленности. Лёгкость, высокая удельная прочность, коррозионная стойкость и отличная обрабатываемость делают их идеальным выбором для авиастроения, автомобилестроения, приборостроения, производства электроники и многих других отраслей. Однако, несмотря на кажущуюся простоту обработки, токарка алюминия имеет свои «подводные камни». Главная проблема — налипание мягкого металла на режущую кромку (образование нароста), что приводит к ухудшению качества поверхности, быстрому износу инструмента и потере точности. Компания «БОРИС-88» с 1998 года специализируется на серийном производстве деталей из алюминиевых сплавов по чертежам заказчика. За четверть века мы накопили уникальный опыт, позволяющий достигать высоких скоростей обработки, идеального качества поверхности и полного отсутствия налипания. В этой статье мы подробно разберем особенности точения алюминия, оптимальные режимы и методы предотвращения типичных проблем. Подробнее о наших возможностях вы можете узнать на странице токарной обработки алюминия и фрезеровки алюминия.
Свойства алюминия, влияющие на токарную обработку
Алюминий существенно отличается от сталей по своим физико-механическим свойствам, что определяет специфику его обработки резанием [1, 3].
- Высокая пластичность и низкая температура плавления. Алюминий легко деформируется и склонен к налипанию на режущий инструмент, особенно при недостаточно острых кромках или неоптимальных режимах. При перегреве (выше 400-500°C) он становится очень пластичным и начинает «привариваться» к резцу.
- Высокая теплопроводность. Тепло отводится от зоны резания быстрее, чем при обработке сталей. Это позволяет работать на более высоких скоростях, но требует эффективного отвода стружки, так как она может разогреваться и налипать.
- Низкая твердость и прочность. Усилия резания невелики, что позволяет использовать станки меньшей мощности и применять высокие скорости.
- Склонность к образованию сливной стружки. Алюминий дает длинную, непрерывную стружку, которая может наматываться на заготовку и инструмент, мешая процессу и ухудшая качество поверхности.
Основные марки алюминиевых сплавов и их особенности
На нашем производстве мы работаем с широким спектром алюминиевых сплавов (подробнее на странице «Алюминиевые сплавы»).
Деформируемые сплавы (Д16, Д16Т, АМг, АД31)
- Д16, Д16Т (дюралюминий). Высокопрочные сплавы системы Al-Cu-Mg. После закалки и естественного старения (Д16Т) приобретают высокую прочность. Хорошо обрабатываются, но требуют острых резцов из-за наличия в структуре интерметаллидов. Применяются для силовых деталей в авиации и машиностроении.
- АМг (магналий). Сплавы с магнием. Обладают высокой пластичностью, отличной свариваемостью и коррозионной стойкостью. При точении дают очень вязкую стружку, склонны к налипанию. Требуют особо острых инструментов и эффективных стружколомов.
- АД31. Сплав средней прочности, широко используемый для прессованных профилей и конструкций. Хорошо обрабатывается, дает удовлетворительную стружку. Применяется для архитектурных элементов, рам, корпусов.
Литейные сплавы (силумины)
Имеют в составе большое количество кремния, что придает им высокую твердость и износостойкость. Обрабатываются хуже деформируемых сплавов, кремний действует как абразив, быстро изнашивая инструмент. Требуют твердосплавных пластин с износостойкими покрытиями и пониженных скоростей резания.
Выбор инструмента для токарной обработки алюминия
Правильный выбор инструмента — ключевой фактор успешной обработки алюминия, особенно в части предотвращения налипания [5, 8].
Материалы режущей части и покрытия
- Твердые сплавы. Основной материал для высокопроизводительной обработки алюминия. Используются микрозернистые сплавы без покрытия или со специальными покрытиями. Лучшие результаты показывают полированные твердосплавные пластины.
- Быстрорежущая сталь (HSS). Применяется для неответственных работ, на универсальных станках, для обработки сложных профилей и при малых партиях. Требует частой заточки, но позволяет получать острую кромку.
- Покрытия. Для алюминия часто используют пластины без покрытия или с покрытиями, снижающими трение (например, TiB₂, алмазоподобные покрытия). Покрытия TiAlN, столь эффективные для сталей, для алюминия не подходят, так как алюминий химически взаимодействует с титаном.
- Поликристаллический алмаз (PCD). Идеальный, но дорогой инструмент для чистовой обработки алюминия и силуминов с высоким содержанием кремния. Обеспечивает высочайшую стойкость и качество поверхности.
Геометрия резца
- Большой положительный передний угол (γ). Для алюминия рекомендуются углы 15-25°. Это облегчает резание, уменьшает усилие и предотвращает налипание.
- Острая режущая кромка. Радиус скругления кромки должен быть минимальным. Тупые кромки — главная причина налипания.
- Задний угол (α). Должен быть достаточным (8-12°) для уменьшения трения задней поверхности об уже обработанную поверхность.
- Радиус при вершине. Влияет на качество поверхности. Для чистовой обработки применяют пластины с малым радиусом (0,2-0,4 мм) или специальные wiper-пластины.
Стружколомы и полировка
Передняя поверхность пластины должна быть полированной (зеркальной). Это снижает коэффициент трения и предотвращает «прилипание» стружки. Геометрия стружколома должна обеспечивать завивание и дробление стружки. Для алюминия часто используют пластины с открытыми стружколомами, не создающими дополнительного трения.
Оптимальные режимы резания для алюминия
Алюминий позволяет работать на высоких скоростях резания, что обеспечивает высокую производительность и хорошее качество поверхности. Ориентировочные значения для твердосплавных пластин [4, 7]:
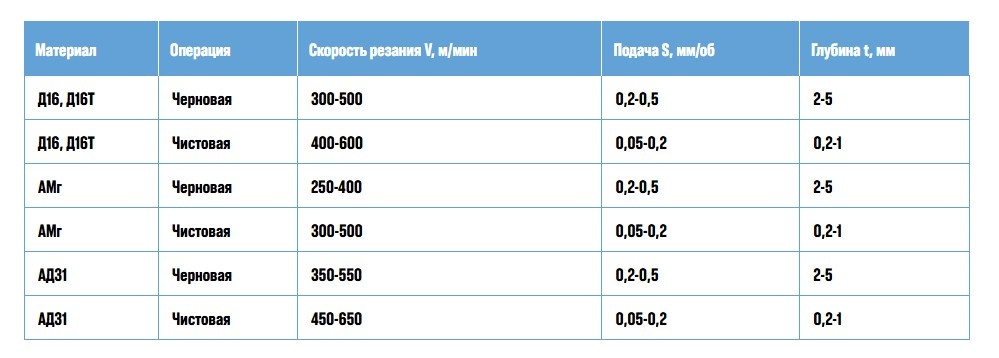
Важно: При работе на высоких скоростях необходимо обеспечивать надежный отвод стружки и обильное охлаждение.
Проблема налипания (наростообразования) и методы её предотвращения
Нарост — это слой материала, приваривающийся к передней поверхности резца вблизи режущей кромки. Он резко ухудшает качество поверхности, увеличивает силы резания и может привести к поломке инструмента.
Причины налипания:
- Недостаточно острая режущая кромка.
- Слишком низкая скорость резания (для данной пары материал-инструмент).
- Недостаточное или неэффективное охлаждение.
- Неправильная геометрия резца (отрицательный передний угол).
- Химическое сродство алюминия с материалом инструмента.
Методы предотвращения:
- Используйте острый инструмент с полированной передней поверхностью. Это правило номер один.
- Работайте на высоких скоростях резания. На высоких скоростях температура в зоне резания повышается, и алюминий становится более пластичным, но время контакта мало, и нарост не успевает сформироваться. Для твердосплавных пластин скорости выше 300-400 м/мин обычно безопасны.
- Обеспечьте эффективное охлаждение. СОЖ снижает трение и температуру, препятствуя привариванию.
- Выбирайте правильную геометрию. Большие передние углы и острая кромка уменьшают давление на срезаемый слой.
- Используйте инструмент с покрытиями, снижающими трение. Алмазоподобные покрытия (DLC) или покрытия на основе нитрида титана и бора (TiB₂) эффективно предотвращают налипание.
Роль СОЖ в обработке алюминия
Хотя алюминий можно точить и без СОЖ (на высоких скоростях), применение смазочно-охлаждающей жидкости дает ряд преимуществ [6]:
- Улучшение отвода стружки (стружка смывается из зоны резания).
- Снижение трения и предотвращение налипания.
- Уменьшение тепловых деформаций заготовки (важно для тонкостенных деталей).
- Повышение стойкости инструмента.
Для обработки алюминия используют как эмульсии (водорастворимые), так и масляные СОЖ. Эмульсии лучше охлаждают, масляные — лучше смазывают. Выбор зависит от конкретной операции и материала. Важно, чтобы СОЖ была очищена от мелкой стружки, которая может действовать как абразив.
Особенности обработки тонкостенных алюминиевых деталей
Алюминий часто используется для изготовления тонкостенных деталей (корпусов, крыльчаток). При их точении возникают дополнительные сложности: деталь может деформироваться под действием сил резания и зажима. Рекомендации:
- Используйте специальные способы закрепления. Применяйте цанговые патроны, разжимные оправки, мембранные патроны, обеспечивающие равномерное зажатие без деформации.
- Снижайте силы резания. Работайте острым инструментом, на малых глубинах и подачах.
- Применяйте высокоскоростную обработку (HSM). При высоких скоростях силы резания снижаются.
- Чередуйте черновые и чистовые проходы с промежуточным снятием напряжений.
Контроль качества при точении алюминия
Готовые детали из алюминия проходят тщательный контроль в нашем отделе технического контроля (ОТК):
- Контроль размеров. Микрометры, штангенциркули, калибры. Для тонкостенных деталей особое внимание уделяется контролю деформаций.
- Контроль качества поверхности. Визуальный контроль на отсутствие задиров, царапин, следов налипания. При необходимости — измерение шероховатости профилометром.
- Контроль резьб. Резьбовыми калибрами (кольца, пробки).
По требованию заказчика предоставляется паспорт качества с протоколами замеров.
Возможности нашего производства для обработки алюминия
Для токарной обработки алюминиевых сплавов мы используем современный парк оборудования с ЧПУ (токарное оборудование ЧПУ), позволяющее реализовать высокоскоростную обработку:
Для универсальных работ и крупногабаритных деталей применяется токарно-винторезный станок 1В625М/1500 с УЦИ (Ø до 500 мм, L до 1000 мм) из раздела «Токарное оборудование универсальное».
Подробнее о парке оборудования – на странице «Наше оборудование». Примеры готовых деталей из алюминия можно посмотреть в галерее работ.
Типовые детали, изготавливаемые нами из алюминия: корпуса приборов, кронштейны, валы, оси, втулки, фланцы, детали интерьера, детали кальянов, крыльчатки, шкивы. Полный перечень — на странице «Детали на заказ».
Как заказать токарную обработку деталей из алюминия
Для получения расчета стоимости и сроков изготовления деталей из алюминиевых сплавов отправьте чертежи (PDF, DWG, CDR, KOMPAS) и укажите требуемый объем партии (минимальная партия – от 100 штук). Наши технологи проведут бесплатный анализ и подготовят оптимальное коммерческое предложение с учетом всех особенностей вашего материала.
Производство: Московская область, г. Подольск, ул. Комсомольская, 1. Ежедневно с 7:00 до 19:00 (без выходных). Ориентир в навигаторах: «БОРИС-88 ПОДОЛЬСК».
Офис в Москве: ул. Вавилова, 9А, стр. 6, офис 12. Пн–Пт с 8:00 до 16:00. Ориентир в навигаторах: «БОРИС-88».
Ссылка на страницу контактов: https://boris88.ru/kontaktyi/
Условия оплаты и доставки: https://boris88.ru/oplata/
Список литературы:
- Барановский Ю.В. (ред.) Режимы резания металлов: Справочник. – 3-е изд., перераб. и доп. – М.: Машиностроение, 1972. – 407 с. [4]
- Инструмент для обработки алюминия [Электронный ресурс] // Sandvik Coromant. – URL: https://www.sandvik.coromant.com/ru-ru/knowledge/materials/workpiece-materials/aluminum-alloys [5]
- Смазочно-охлаждающие жидкости для обработки алюминия // Технология металлов. – 2021. – № 4. – С. 12-16. [6]
- Кузнецов А.М. Оптимизация режимов резания алюминиевых сплавов // Вестник машиностроения. – 2020. – № 8. – С. 52-55. [7]
- Выбор геометрии резца для алюминия [Электронный ресурс] // Seco Tools. – URL: https://www.secotools.com/ [8]