
Нержавеющая сталь — один из самых востребованных материалов в современной промышленности. Её уникальные свойства: высокая коррозионная стойкость, прочность, гигиеничность и эстетичный внешний вид — делают её незаменимой в пищевом оборудовании, медицинской технике, химическом машиностроении, судостроении и многих других отраслях. Однако именно эти качества создают серьезные проблемы при механической обработке. Высокая вязкость, склонность к наклепу (упрочнению), низкая теплопроводность и абразивное воздействие на инструмент требуют от технологов и операторов особого подхода. Неправильный выбор режимов или инструмента приводит к катастрофическому износу резцов, перегреву зоны резания, ухудшению качества поверхности и, как следствие, к браку. Компания «БОРИС-88» с 1998 года специализируется на серийном производстве деталей из нержавеющих сталей по чертежам заказчика. За четверть века мы накопили уникальный опыт преодоления сложностей обработки этих материалов. В этой статье мы подробно разберем основные проблемы и поделимся эффективными методами их решения. Подробнее о наших возможностях вы можете узнать на странице токарной обработки нержавеющей стали.
Почему нержавеющую сталь сложно обрабатывать?
Нержавеющие стали принципиально отличаются от обычных углеродистых сталей по своим физико-механическим свойствам, что и создает основные трудности при точении [1, 3].
- Высокая вязкость и пластичность. В отличие от хрупкого чугуна или среднеуглеродистых сталей, стружка нержавейки не ломается, а тянется, образуя длинные, «путаные» витки. Это создает дополнительные нагрузки на режущую кромку и требует применения эффективных стружколомов.
- Склонность к наклепу (упрочнению). Под воздействием высоких давлений и температур в зоне резания материал быстро упрочняется. Если допустить трение задней поверхности резца об уже обработанную поверхность, твердость в этом месте резко возрастает, что приводит к катастрофическому износу инструмента. Это особенно характерно для аустенитных сталей.
- Низкая теплопроводность. Тепло, выделяющееся при резании, отводится в основном через стружку и инструмент. У нержавейки теплопроводность в 2-3 раза ниже, чем у обычной стали. До 80% тепла концентрируется в резце, вызывая его перегрев, снижение твердости и ускоренный износ [3].
- Высокая прочность и наличие карбидов. Легирующие элементы (хром, никель, молибден, титан) повышают прочность материала и образуют твердые карбиды, которые действуют как абразив, дополнительно изнашивая инструмент.
- Химическая активность. При высоких температурах нержавейка может вступать в химическое взаимодействие с материалом инструмента, вызывая диффузионный износ и образование наростов [5].
Влияние типа нержавеющей стали на обработку
На нашем производстве мы работаем с широким спектром нержавеющих сталей (подробнее на странице «Нержавеющие стали»). По структуре их делят на несколько классов, каждый из которых требует своего подхода.
Аустенитные стали (AISI 304, AISI 316, AISI 321, 12Х18Н10Т, 08Х18Н10Т)
Самый распространенный и самый сложный в обработке класс. Они немагнитны, обладают наилучшей коррозионной стойкостью, высокой вязкостью и максимальной склонностью к наклепу. Стружка при их точении — длинная, сливная. Требуют самых низких скоростей резания, острых резцов с положительной геометрией и обильного охлаждения. Наличие титана в стали 12Х18Н10Т и AISI 321 повышает абразивное воздействие на инструмент.
Ферритные и мартенситные стали (AISI 430, 12Х17, 40Х13)
Магнитны. Менее вязкие, чем аустенитные, лучше поддаются обработке. Мартенситная сталь 40Х13 может подвергаться закалке до высокой твердости (HRC 48-52), и ее обработка ведется уже по правилам точения закаленных сталей — инструментом из CBN или твердым сплавом на пониженных скоростях. Ферритные стали (12Х17) обрабатываются легче, но требуют острых резцов для получения качественной поверхности.
Дуплексные стали
Сочетают структуру аустенита и феррита. Обладают повышенной прочностью и коррозионной стойкостью, особенно к коррозионному растрескиванию под напряжением. Обработка их сложна из-за сочетания высокой прочности и вязкости. Требуют еще более тщательного подбора режимов и инструмента.
Выбор инструмента для токарной обработки нержавейки
Правильный выбор инструмента — это 50% успеха при работе с нержавейкой. Инструмент должен быть одновременно острым (для снижения усилия резания и предотвращения наклепа) и прочным (чтобы выдерживать высокие нагрузки).
Материалы режущей части и покрытия
- Твердые сплавы. Основной материал для обработки нержавейки. Используются микрозернистые твердые сплавы (групп МК по ISO), которые обеспечивают высокую прочность и остроту режущей кромки.
- Покрытия (TiAlN, AlTiN). Современные износостойкие покрытия играют ключевую роль. Они снижают трение, уменьшают тепловую нагрузку на резец и служат барьером, предотвращающим налипание материала на режущую кромку. Многослойные покрытия позволяют работать на более высоких скоростях без потери стойкости. Покрытия с высоким содержанием алюминия (AlTiN) особенно эффективны при высоких температурах, так как образуют на поверхности слой оксида алюминия.
- Керамика и CBN. Применяются в основном для чистовой высокоскоростной обработки закаленных мартенситных сталей. Для вязких аустенитных сталей используются редко.
Геометрия резца
Геометрия режущей пластины для нержавейки отличается от геометрии для обычных сталей [4]:
- Положительный передний угол (γ). Облегчает процесс резания, снижает силы резания и тепловыделение, позволяет стружке сходить более плавно. Рекомендуемый угол — 15-20°.
- Острая режущая кромка. Необходима для «чистого» резания, без выдавливания материала. Малейшее затупление приводит к резкому росту температуры и наклепу.
- Упрочненная режущая кромка (hone). Для более твердых марок (мартенситных, дуплексных) применяют пластины с небольшой фаской или скруглением (hone) для повышения прочности кромки.
- Радиус при вершине (r). Влияет на качество поверхности и прочность вершины. Больший радиус обеспечивает лучшую чистоту, но увеличивает радиальную силу резания. Для чистовой обработки часто используют пластины с wiper-геометрией (специальная заточка, позволяющая получать высокую чистоту при повышенных подачах).
- Стружколомы (chip-breakers). Специальные канавки на передней поверхности пластины, которые заставляют вязкую стружку завиваться и ломаться. Правильный выбор стружколома критичен для отвода стружки из зоны резания. Без эффективного стружколома стружка будет наматываться на заготовку и инструмент.
Оптимальные режимы резания
Выбор режимов резания для нержавейки — это баланс между производительностью и стойкостью инструмента. В отличие от обычных сталей, здесь нельзя просто «увеличить подачу» или «поднять скорость», не рискуя сразу же «сжечь» резец. Ориентировочные значения для твердосплавных пластин с покрытием [3]:
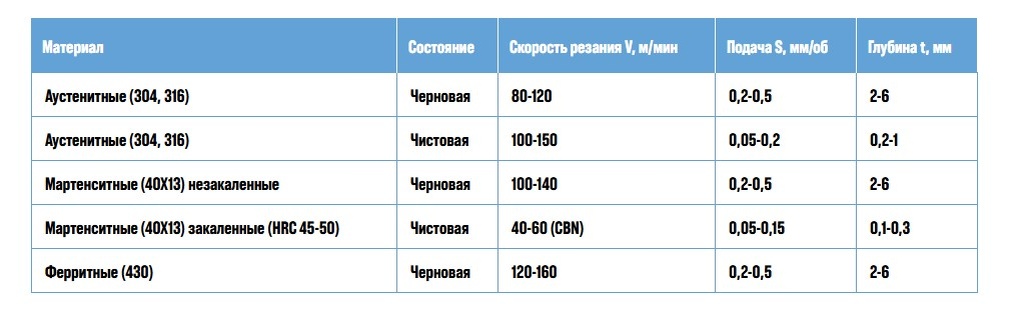
Важные замечания:
- Скорость резания сильно зависит от конкретной марки твердого сплава и его покрытия. Приведенные значения являются ориентировочными.
- При черновой обработке важно, чтобы глубина резания была больше глубины наклепанного слоя, оставшегося от предыдущего прохода.
- Не рекомендуется прерывать подачу и останавливать инструмент на обрабатываемой поверхности — это вызовет наклеп. Подача должна быть постоянной.
Роль СОЖ в обработке нержавеющей стали
При токарной обработке нержавеющей стали обильное и правильно направленное охлаждение — не просто рекомендация, а жесткое требование [3, 5]. Из-за низкой теплопроводности материала именно СОЖ берет на себя основную функцию отвода тепла из зоны резания.
Требования к системе охлаждения:
- Высокое давление и большой объем. СОЖ должна подаваться под высоким давлением (особенно эффективна подача через центр инструмента или специальные сопла, направленные точно в зону контакта стружки с передней поверхностью). Это позволяет не только охлаждать, но и активно удалять стружку.
- Концентрация и состав. Используются специальные СОЖ для нержавеющих сталей, часто на масляной основе или высококонцентрированные эмульсии с противозадирными присадками.
- Фильтрация. СОЖ должна быть чистой, чтобы мельчайшие частицы стружки не действовали как абразив.
Правильное охлаждение позволяет:
- Повысить стойкость инструмента в разы.
- Снизить трение и предотвратить налипание.
- Улучшить качество обработанной поверхности.
- Предотвратить термические деформации заготовки.
Стратегии обработки для минимизации наклепа
Наклеп — главный враг при точении нержавейки. Для его предотвращения применяют следующие стратегии:
- Всегда работайте острым инструментом. Не допускайте работы затупленными резцами. Ведите учет стойкости и меняйте пластины своевременно.
- Обеспечьте постоянную подачу. Избегайте остановок подачи на обрабатываемой поверхности. Если остановка неизбежна, отведите инструмент от заготовки.
- Не допускайте трения задней поверхностью. Достаточный задний угол (α) и его точное выставление критичны.
- Следите за толщиной среза. Глубина резания при чистовых проходах должна быть больше глубины возможного наклепанного слоя.
- Используйте стратегию «врезания». При обработке труднообрабатываемых материалов эффективны траектории, где резец постоянно находится в контакте с материалом, например, трохоидальное течение.
Контроль качества при точении нержавейки
Готовые детали из нержавеющей стали проходят тщательный контроль в нашем отделе технического контроля (ОТК). Помимо стандартной проверки геометрических размеров (микрометры, штангенциркули, резьбовые калибры), особое внимание уделяется:
- Качеству поверхности. Контроль отсутствия задиров, прижогов и следов налипания металла. При необходимости — измерение шероховатости профилометром.
- Отсутствию микротрещин. Визуальный контроль с использованием луп (при высокой ответственности детали могут применяться методы неразрушающего контроля).
- Соответствию допусков. Для деталей, работающих в агрессивных средах, точность посадок особенно критична.
По требованию заказчика предоставляется паспорт качества с протоколами замеров и (при необходимости) копии сертификатов на исходный материал.
Возможности нашего производства для обработки нержавейки
Для токарной обработки нержавеющих сталей мы используем современный парк оборудования с ЧПУ (токарное оборудование ЧПУ), способный обеспечить необходимую жесткость, точность и возможность использования современных систем охлаждения:
Для универсальных работ и крупногабаритных деталей применяется токарно-винторезный станок 1В625М/1500 с УЦИ (Ø до 500 мм, L до 1000 мм) из раздела «Токарное оборудование универсальное».
Подробнее о парке оборудования – на странице «Наше оборудование». Примеры готовых деталей из нержавейки можно посмотреть в галерее работ.
Типовые детали, изготавливаемые нами из нержавеющих сталей: фланцы, штуцеры, ниппели, переходники, валы, оси, втулки, корпусные детали, крепеж, детали для пищевого и медицинского оборудования. Полный перечень — на странице «Детали на заказ».
Как заказать токарную обработку деталей из нержавеющей стали
Для получения расчета стоимости и сроков изготовления деталей из нержавеющей стали отправьте чертежи (PDF, DWG, CDR, KOMPAS) и укажите требуемый объем партии (минимальная партия – от 100 штук). Наши технологи проведут бесплатный анализ и подготовят оптимальное коммерческое предложение с учетом всех сложностей обработки вашего материала.
Производство: Московская область, г. Подольск, ул. Комсомольская, 1. Ежедневно с 7:00 до 19:00 (без выходных). Ориентир в навигаторах: «БОРИС-88 ПОДОЛЬСК».
Офис в Москве: ул. Вавилова, 9А, стр. 6, офис 12. Пн–Пт с 8:00 до 16:00. Ориентир в навигаторах: «БОРИС-88».
Ссылка на страницу контактов: https://boris88.ru/kontaktyi/
Условия оплаты и доставки: https://boris88.ru/oplata/
Список литературы:
- Семенов С. А. Токарная обработка нержавеющих сталей: анализ процесса и рекомендации [Электронный ресурс] // Технология машиностроения. – 2023. – URL: https://mashprom.ru/articles/tokarnaya-obrabotka-nerzhaveyushchikh-staley [3]
- Барановский Ю. В. (ред.) Режимы резания металлов: Справочник. – 3-е изд., перераб. и доп. – М.: Машиностроение, 1972. – 407 с. [4]
- Иноземцев А. Н., Калашников А. С. Технология обработки нержавеющих сталей резанием // Вестник машиностроения. – 2020. – № 5. – С. 42-47. [5]