
Латунь Л63 — один из самых востребованных медно-цинковых сплавов в современной промышленности. Оптимальное сочетание прочности, пластичности, коррозионной стойкости и доступной цены делает её идеальным материалом для производства широкого спектра деталей: от электротехнических компонентов до декоративных элементов интерьера. Однако, несмотря на хорошую обрабатываемость, токарная обработка латуни Л63 имеет свои особенности. Вязкость материала, склонность к образованию сливной стружки и специфика взаимодействия с режущим инструментом требуют от технологов правильного подбора режимов резания и геометрии резца. В компании «БОРИС-88» с 1998 года накоплен уникальный опыт обработки латуни Л63. В этой статье мы подробно рассмотрим свойства этого сплава, оптимальные режимы точения, методы предотвращения типичных проблем и номенклатуру деталей, которые можно изготовить на нашем производстве. Подробнее о наших возможностях вы можете узнать на странице токарной обработки латуни.
Латунь Л63: состав, свойства и характеристики
Латунь Л63 — это двухкомпонентный (простой) медно-цинковый сплав, содержащий 62-65% меди, а остальное — цинк и незначительные примеси (железо, свинец, олово, фосфор — суммарно до 0,5%). Маркировка «63» указывает на среднее содержание меди. Зарубежные аналоги: CuZn37 (Европа), C27400 (США), C2720 (Япония), CZ108 (Англия).
Основные физико-механические свойства Л63:
- Плотность: 8,44-8,5 г/см³
- Температура плавления: 906°C
- Твердость по Бриннелю (HB): 60-140 (в зависимости от состояния)
- Предел прочности при растяжении (σв): 380-450 МПа (мягкое состояние), 680-750 МПа (твердое состояние)
- Относительное удлинение (δ): до 55% (характеризует высокую пластичность)
- Теплопроводность: ~120 Вт/(м·К) (ниже, чем у чистой меди, но выше, чем у стали)
- Обрабатываемость резанием: 40% (за 100% принята обрабатываемость свинцовистой латуни ЛС59)
Латунь Л63 имеет однофазную α-структуру (твердый раствор цинка в меди с ГЦК-решеткой), что обеспечивает ей высокую пластичность и способность к обработке давлением в холодном состоянии: прокатке, глубокой вытяжке, чеканке, изгибу.
Коррозионная стойкость: Л63 хорошо противостоит коррозии в воздушной среде (включая морской климат), пресной воде, сухом паре, спиртах, антифризах, фреонах. Однако после механической обработки из-за остаточных напряжений в поверхностном слое сплав становится чувствительным к коррозионному растрескиванию (так называемому «сезонному растрескиванию»), которое могут спровоцировать влага, аммиак, сернистые газы.
Особенности токарной обработки латуни Л63
Латунь Л63 обрабатывается резанием хорошо, но имеет ряд отличий от других латунных сплавов.
Сравнение с другими латунями (ЛС59, ЛС63-3)
- По сравнению со свинцовистыми латунями (ЛС59, ЛС63-3): Л63 не содержит свинца (или содержит его следовые количества до 0,07%), который играет роль «стружколома», делая стружку ломкой и сыпучей. Поэтому стружка Л63 — вязкая, сливная, склонная к навиванию на заготовку и инструмент. Это требует применения эффективных стружколомов и правильного подбора режимов.
- По сравнению с медью и бронзой: Л63 обрабатывается легче, чем медь М1 (которая очень вязкая), и проще, чем большинство оловянных бронз. Однако по сравнению с дюралюминием — сложнее, требует более тщательного контроля стружкообразования.
Производители металлопроката отмечают, что Л63 может иметь разную структуру в зависимости от способа получения прутка (прокатка или радиально-винтовая прокатка), что влияет на характер стружкообразования. Поэтому при смене поставщика металла может потребоваться корректировка режимов.
Основные проблемы при точении Л63
- Навивание стружки: главная проблема при обработке Л63. Длинная сливная стружка может наматываться на заготовку, резец или резцедержатель, что приводит к порче поверхности детали, поломке инструмента и создает опасность для оператора.
- Налипание на режущую кромку: при недостаточно острой кромке или неоптимальных режимах частицы латуни могут налипать на переднюю поверхность резца, ухудшая качество поверхности и точность размеров.
- Образование заусенцев: на чистовых операциях, особенно при обработке отверстий, возможно образование заусенцев, требующих последующего удаления.
- Остаточные напряжения: после токарной обработки в поверхностном слое возникают напряжения, которые могут привести к коррозионному растрескиванию детали в процессе эксплуатации.
Выбор инструмента для токарной обработки Л63
Правильный выбор инструмента — ключевой фактор успешной обработки латуни Л63.
Материалы режущей части
- Твердые сплавы: рекомендуются микрозернистые твердые сплавы групп ВК (вольфрамокобальтовые) — ВК3, ВК4, ВК6, ВК8. Они обеспечивают высокую прочность и остроту режущей кромки. Можно использовать и твердые сплавы групп ТК (Т15К6, Т14К8), но они более склонны к налипанию.
- Без покрытия: для латуни часто предпочтительны пластины без покрытия или с полированной передней поверхностью. Покрытия (особенно TiAlN) могут увеличивать трение и способствовать налипанию.
- Быстрорежущая сталь (HSS): применима для неответственных работ, на универсальных станках, при малых партиях, для сложнопрофильных деталей. Требует частой заточки.
- Поликристаллический алмаз (PCD): для чистовой высокоскоростной обработки ответственных деталей, обеспечивает высочайшее качество поверхности и стойкость.
Геометрия резца
Для латуни Л63 рекомендуется следующая геометрия:
- Передний угол (γ): 10-15° (положительный). Это облегчает резание, снижает усилия и предотвращает налипание. Для черновой обработки можно использовать меньшие углы, для чистовой — ближе к верхней границе.
- Задний угол (α): 8-12° — для уменьшения трения задней поверхности об уже обработанную поверхность.
- Главный угол в плане (φ): 45-75° — в зависимости от жесткости системы и необходимости обработки уступов.
- Радиус при вершине (r): 0,4-0,8 мм для чистовой обработки, до 1,2-1,6 мм для черновой. Влияет на качество поверхности и прочность вершины.
- Острая режущая кромка: радиус скругления кромки должен быть минимальным. Тупые кромки — главная причина налипания и наростообразования.
Стружколомы и их роль
Для Л63 стружколом — не опция, а необходимость. Поскольку стружка вязкая и склонна к навиванию, пластина должна иметь специальную геометрию (канавку) на передней поверхности, которая заставляет стружку завиваться и ломаться. Рекомендуются пластины с открытыми стружколомами, не создающими дополнительного трения. В некоторых случаях для дробления стружки эффективно использование прерывистой подачи (например, с паузами G4 на станках с ЧПУ).
Оптимальные режимы резания
Латунь Л63 допускает достаточно высокие скорости обработки, что обеспечивает хорошую производительность и качество поверхности.
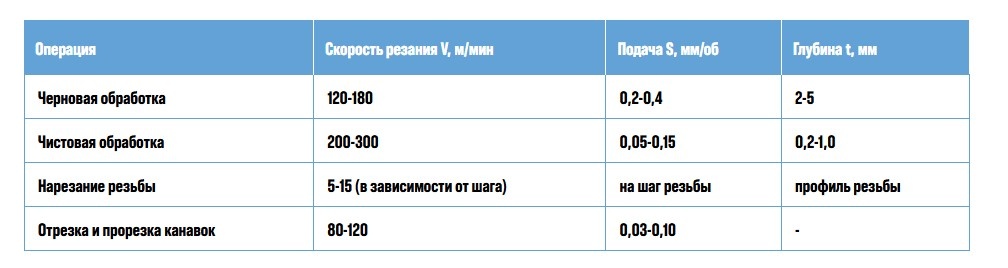
Рекомендации по режимам:
- При черновой обработке целесообразно использовать большие глубины резания и подачи, чтобы получать короткую стружку и снизить вероятность навивания.
- При чистовой обработке для получения высокого качества поверхности (Ra до 0,8-1,6 мкм) рекомендуется сочетание высокой скорости резания и малой подачи.
- При обработке тонкостенных деталей (например, тонкостенных втулок) скорость следует снижать, чтобы избежать вибраций и деформаций.
- Если при черновых проходах наблюдается сильное навивание стружки, можно попробовать стратегию прерывистой подачи — введение кратковременных пауз (G4 на станках с ЧПУ), чтобы стружка обрывалась.
- На чистовых проходах (особенно при растачивании отверстий) критически важно добиться отвода стружки, чтобы она не царапала обработанную поверхность. Иногда эффективен обратный ход подачи.
Роль СОЖ в обработке латуни
Применение смазочно-охлаждающих жидкостей (СОЖ) при точении латуни Л63 дает ряд преимуществ:
- Улучшение отвода стружки из зоны резания.
- Снижение трения и предотвращение налипания материала на резец.
- Отвод тепла, предотвращение перегрева инструмента и детали.
- Повышение качества обработанной поверхности.
Рекомендации по выбору СОЖ:
- Для универсальных работ: водосмешиваемые эмульсии (5-10% концентрация) на основе минеральных масел.
- Для чистовых операций и высоких требований к качеству поверхности: масляные СОЖ с противозадирными присадками.
- Для внутреннего точения и глубокого сверления: СОЖ с хорошей смазывающей способностью.
Важно обеспечить обильную подачу СОЖ непосредственно в зону резания. При высоких скоростях эффективно применение систем подачи СОЖ под давлением.
Снятие напряжений и защита от коррозионного растрескивания
После токарной обработки в поверхностном слое деталей из Л63 возникают остаточные напряжения растяжения. Это делает деталь чувствительной к коррозионному растрескиванию — появлению трещин под воздействием агрессивной среды (влаги, аммиака, сернистых соединений) и напряжений.
Меры профилактики:
- Низкотемпературный отжиг: для ответственных деталей рекомендуется проводить отжиг при температуре 250-300°C для снятия остаточных напряжений. Это особенно важно для тонкостенных деталей и изделий, работающих в условиях повышенной влажности или агрессивных сред.
- Консервация: при длительном хранении или транспортировке детали следует защищать от воздействия влаги и агрессивных газов.
- Выбор оптимальных режимов резания: чистовые режимы с малыми глубинами и подачами минимизируют глубину наклепанного слоя и уровень остаточных напряжений.
Применение латуни Л63: типовые детали
Благодаря своим свойствам, латунь Л63 широко применяется в различных отраслях промышленности. На нашем производстве мы изготавливаем из Л63 следующие виды деталей (полный перечень на странице «Детали на заказ»):
Контроль качества при точении латуни
Готовые детали из латуни Л63 проходят многоступенчатый контроль в нашем отделе технического контроля (ОТК):
- Контроль размеров: микрометры, штангенциркули, нутромеры, калибры-скобы, резьбовые калибры (кольца и пробки).
- Контроль качества поверхности: визуальный контроль на отсутствие задиров, царапин, заусенцев, следов навивания стружки. При необходимости — измерение шероховатости профилометром (достижимая шероховатость Ra 0,8-3,2 мкм).
- Контроль резьб: особое внимание уделяется точности резьбовых соединений, так как латунь — материал, критичный к качеству резьбы.
- Выборочный контроль твердости: при наличии требований по состоянию материала (мягкое, полутвердое, твердое).
По требованию заказчика предоставляется паспорт качества с протоколами замеров.
Возможности нашего производства для обработки латуни Л63
Для токарной обработки латуни Л63 мы используем современный парк оборудования с ЧПУ (токарное оборудование ЧПУ), обеспечивающий высокую точность и производительность:
Для универсальных работ и крупногабаритных деталей применяется токарно-винторезный станок 1В625М/1500 с УЦИ (Ø до 500 мм, L до 1000 мм) из раздела «Токарное оборудование универсальное».
Подробнее о парке оборудования – на странице «Наше оборудование».
Имея многолетний опыт обработки латуни Л63, мы гарантируем:
- Точность размеров в пределах IT7-IT8 квалитетов.
- Высокое качество поверхности (Ra до 0,8 мкм на чистовых операциях).
- Стабильность результатов в серийном производстве (минимальная партия — от 100 штук).
- Решение проблем стружкообразования за счет правильно подобранного инструмента и режимов.
Как заказать токарную обработку деталей из латуни Л63
Для получения расчета стоимости и сроков изготовления деталей из латуни Л63 отправьте чертежи (PDF, DWG, CDR, KOMPAS) и укажите требуемый объем партии. Наши технологи проведут бесплатный анализ и подготовят оптимальное коммерческое предложение с учетом всех особенностей материала и ваших требований.
Производство: Московская область, г. Подольск, ул. Комсомольская, 1. Ежедневно с 7:00 до 19:00 (без выходных). Ориентир в навигаторах: «БОРИС-88 ПОДОЛЬСК».
Офис в Москве: ул. Вавилова, 9А, стр. 6, офис 12. Пн–Пт с 8:00 до 16:00. Ориентир в навигаторах: «БОРИС-88».
Ссылка на страницу контактов: https://boris88.ru/kontaktyi/
Условия оплаты и доставки: https://boris88.ru/oplata/
Список литературы:
- Токарная обработка меди: полный гид по выбору режимов резания и СОЖ // АМК. – 2025. – URL: https://ametall-k.ru/tokarnaya-obrabotka-medi
- Латунь Л63 // Cu-prum.ru. – URL: https://cu-prum.ru/latun/l63.html
- Проблемы с навиванием стружки при токарной обработке мягкого материала // Форум CAD/CAM/CAE/PLM. – 2018. – URL: https://cccp3d.ru/topic/88524
- Ключевые моменты при обработке небольших латунных деталей на станках с ЧПУ // sansmachining.ru. – URL: https://sansmachining.ru/news/point-for-CNC-machining-small-brass-parts
- Латунь Л63 — свойства, характеристики // 32svarka.ru. – 2021. – URL: https://32svarka.ru/metally-i-splavy/latun-l63.html
- Токарно-винторезный станок модели 1м63: курсовая работа // Referat.co. – URL: https://referat.co/kursovaya-rabota-teoriya/420679