
Капролон (полиамид-6 блочный, ПА-6) — один из самых востребованных конструкционных пластиков в современном машиностроении. Благодаря уникальному сочетанию высокой прочности, износостойкости, низкого коэффициента трения и химической стойкости, он успешно заменяет бронзу, латунь и другие цветные металлы в узлах трения и ответственных механизмах [2]. Однако механическая обработка капролона существенно отличается от обработки металлов. Низкая теплопроводность, высокая пластичность, склонность к деформациям при нагреве и специфическое стружкообразование требуют от технологов особого подхода к выбору инструмента и режимов резания. Компания «БОРИС-88» с 1998 года специализируется на серийном производстве деталей из конструкционных пластиков, включая капролон, по чертежам заказчика. За четверть века мы накопили уникальный опыт обработки этого материала. В этой статье мы подробно разберем особенности точения капролона, оптимальные режимы, выбор инструмента и методы предотвращения типичных проблем. Подробнее о наших возможностях вы можете узнать на странице токарной обработки капролона.
Капролон: свойства, определяющие особенности обработки
Капролон (полиамид-6 блочный) — конструкционный полимер, получаемый анионной полимеризацией капролактама непосредственно в форме [2]. Поставляется в виде стержней, листов, блоков и заготовок сложной формы [2].
Основные физико-механические свойства капролона [2, 4]:
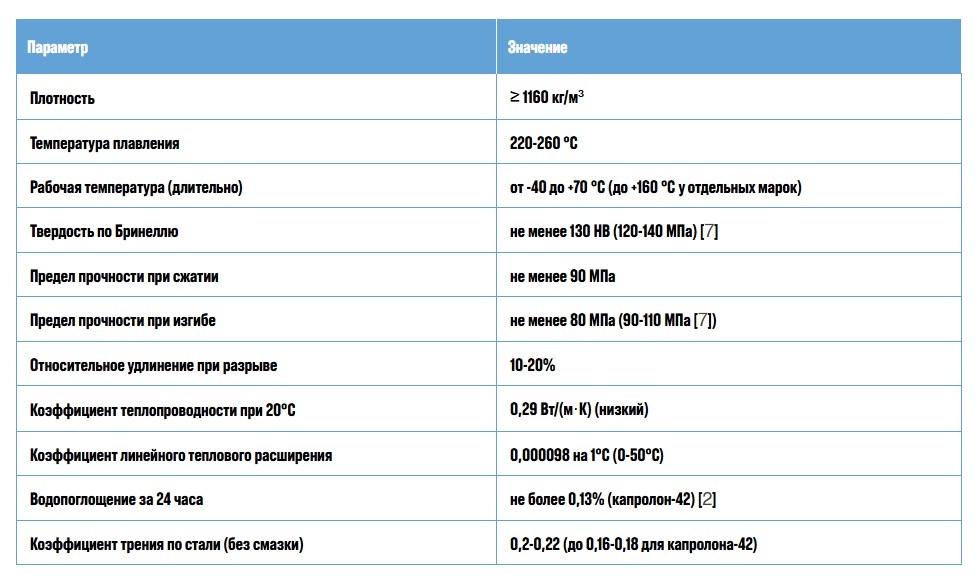
Химическая стойкость [2]: Капролон устойчив к воздействию углеводородов, масел, спиртов, кетонов, эфиров, щелочей и слабых кислот. Растворяется в фенолах, концентрированных минеральных кислотах, муравьиной и уксусной кислотах.
Экологичность [2]: При нормальных условиях нетоксичен, не оказывает вредного воздействия на организм человека. При механической обработке разложения материала не происходит, вредные вещества не выделяются. При температуре выше 300°C разлагается с выделением окиси углерода и аммиака.
Основные марки капролона
На рынке представлены различные марки капролона, отличающиеся наполнителями и свойствами [2]:
Подробнее о всех марках, с которыми мы работаем, вы можете узнать на странице «Конструкционные пластики».
Особенности токарной обработки капролона
Капролон обрабатывается всеми видами механической обработки на металлорежущем оборудовании, но имеет ряд специфических особенностей [4, 6].
Низкая температура плавления и перегрев
Главная проблема при точении капролона — низкая температура плавления (220-260°C). При повышенном трении инструмента материал может подплавляться, что приводит к налипанию на резец, ухудшению качества поверхности и оплавлению кромок [4]. На форумах металлообработчики отмечают: "при таких оборотах полиамид будет плавиться и ломать фрезы" [8].
Упругость и деформации
Капролон обладает упругостью, что вызывает изменение размеров отверстий при обработке (сверлении, зенкеровании) — материал "пружинит", и фактический диаметр может отличаться от номинала [4]. Тонкостенные детали могут деформироваться под действием сил резания и зажима.
Стружкообразование
При стабильном процессе резания капролон дает непрерывную сливную стружку [3]. При нестабильном состоянии динамической системы образуется прерывистая стружка скалывания или стружка с трещинами, что ухудшает качество поверхности [3]. Стружка может наматываться на инструмент при неправильных режимах или отсутствии охлаждения [8].
Водопоглощение и размерная стабильность
Капролон способен поглощать влагу (до 6-7% от массы), что приводит к разбуханию материала и изменению размеров детали в процессе эксплуатации [9]. Это важно учитывать при назначении допусков для деталей, работающих во влажной среде. Предварительное вываривание заготовок в воде не рекомендуется, так как вызывает неконтролируемое разбухание [9].
Выбор инструмента для токарной обработки капролона
Правильный выбор инструмента — ключевой фактор успешной обработки капролона [4].
Материалы режущей части
- Быстрорежущая сталь (Р9, Р18): Отлично подходит для обработки капролона, обеспечивает хорошее качество поверхности, легко затачивается до острой кромки [4].
- Твердые сплавы (ВК8, Т15К6): Обеспечивают более высокую стойкость, особенно при серийном производстве, но требуют более тщательной заточки [4].
Геометрия резца
Для обработки капролона рекомендуется следующая геометрия режущего инструмента [4]:
Для расточных резцов геометрия отличается только углами в плане: главный угол 30°, вспомогательный 60° [4].
Заточка и острота кромки
Заточку резцов следует производить алмазно-заточными кругами до шероховатости передних и задних поверхностей Ra 0,32-0,16 мкм [4]. Режущая кромка должна быть максимально острой — это главное условие качественной обработки капролона. Тупые кромки вызывают перегрев и оплавление материала.
Опытные мастера отмечают: "главное оборотов побольше и резец поострее. Точится очень хорошо. И поверхность получается хорошая" [9].
Оптимальные режимы резания
Капролон допускает достаточно высокие скорости обработки при правильно подобранном инструменте [4].
Влияние режимов на качество поверхности [4]:
- При подаче 0,10-0,15 мм/об и глубине 0,5-2,5 мм достигается хорошее качество поверхности.
- При увеличении подачи до 0,6 мм/об и глубины до 3 мм шероховатость поверхности снижается до Rz 40-80.
- Скорость резания не оказывает существенного влияния на шероховатость поверхности.
- При тонкой обработке можно достичь высоты микронеровностей 2-3 мкм.
Исследования показывают, что для достижения стабильного процесса и высокого качества поверхности важно выбирать режимы, обеспечивающие устойчивое состояние динамической системы станок-приспособление-инструмент-заготовка [3].
Роль охлаждения при обработке капролона
Вопрос применения СОЖ при точении капролона требует особого внимания:
- Точение: При использовании быстрорежущих резцов и твердого сплава возможно применение охлаждения — 5% эмульсии (5% эмульсола, остальное вода) [4]. Однако многие специалисты рекомендуют обрабатывать капролон без охлаждения, используя интенсивный обдув воздухом для удаления стружки и предотвращения перегрева [8].
- Сверление: При сверлении глубоких отверстий охлаждение эмульсией производят периодически, вынимая сверло из отверстия [4].
Важно помнить о водопоглощении капролона: при использовании водных эмульсий материал может набирать влагу, что впоследствии приведет к разбуханию детали. Для ответственных деталей, работающих в сухих условиях, лучше применять обдув воздухом или полное отсутствие СОЖ.
На форумах металлообработчики предупреждают: "капролон поглощает влагу до 6-7%, а при варке гораздо больше... если не хотите заведомо просадить размеры — не варить ни в коем случае" [9].
Способы фиксации заготовок из капролона
Закрепление заготовок из капролона имеет свои особенности из-за упругости материала и опасности деформации:
- В патроне: Возможно закрепление в сегментных кулачках или жестких разрезных оправках [9]. Сила зажима должна быть достаточной для удержания, но не чрезмерной, чтобы не деформировать заготовку.
- На оправке: Для тонкостенных деталей рекомендуется использовать разжимные оправки или специальные приспособления, обеспечивающие равномерное закрепление без деформации.
- С поджимом задним центром: Для длинных заготовок эффективно применение заднего центра с упорной шайбой [9].
- В разрезном кольце: Для крупногабаритных деталей возможно изготовление жесткого разрезного кольца с упором в торец [9].
Важно учитывать, что заготовки большого диаметра могут иметь внутренние дефекты и при обработке существует риск разрыва материала — "куски в разные стороны" [9].
Рекомендация: Перед обработкой капролон должен пройти акклиматизацию. В холодное время года стержни капролона допускаются к механической обработке только после пяти дней выдержки в теплом помещении [7].
Типовые детали из капролона и области применения
Благодаря уникальным антифрикционным свойствам и износостойкости, капролон широко применяется для замены цветных металлов в узлах трения [2, 6]. На нашем производстве мы изготавливаем из капролона следующие виды изделий (полный перечень на странице «Детали на заказ»):
Характерные детали: манжеты ГОСТ 14896-84 изготавливаются точением из полиамида (капролона); направляющие различных сечений [4].
Примеры готовых изделий можно посмотреть в галерее наших работ.
Контроль качества при точении капролона
Готовые детали из капролона проходят многоступенчатый контроль в нашем отделе технического контроля (ОТК):
- Контроль размеров: микрометры, штангенциркули, нутромеры, калибры. Важно учитывать упругость материала — измерения должны проводиться при стабилизированной температуре детали (после остывания).
- Контроль качества поверхности: визуальный контроль на отсутствие оплавлений, задиров, трещин, следов перегрева. При необходимости — измерение шероховатости профилометром.
- Контроль наличия внутренних дефектов: визуальный контроль на наличие пор, раковин, включений. Допускается наличие пор на глубине не более 40% припуска и общей площадью не более 20% площади заготовки [7].
По требованию заказчика предоставляется паспорт качества с протоколами замеров.
Возможности нашего производства для обработки капролона
Для токарной обработки капролона мы используем современный парк оборудования с ЧПУ (токарное оборудование ЧПУ), обеспечивающий высокую точность и производительность:
Для универсальных работ и крупногабаритных деталей применяется токарно-винторезный станок 1В625М/1500 с УЦИ (Ø до 500 мм, L до 1000 мм) из раздела «Токарное оборудование универсальное».
Подробнее о парке оборудования – на странице «Наше оборудование».
Имея многолетний опыт обработки конструкционных пластиков, мы гарантируем:
- Точность размеров в пределах IT7-IT9 квалитетов.
- Высокое качество поверхности без оплавлений и дефектов.
- Стабильность результатов в серийном производстве (минимальная партия — от 100 штук).
- Решение проблем деформаций и разбухания за счет правильно подобранных режимов и методов фиксации.
Как заказать токарную обработку деталей из капролона
Для получения расчета стоимости и сроков изготовления деталей из капролона отправьте чертежи (PDF, DWG, CDR, KOMPAS) и укажите требуемый объем партии. Наши технологи проведут бесплатный анализ и подготовят оптимальное коммерческое предложение с учетом всех особенностей материала и ваших требований.
Производство: Московская область, г. Подольск, ул. Комсомольская, 1. Ежедневно с 7:00 до 19:00 (без выходных). Ориентир в навигаторах: «БОРИС-88 ПОДОЛЬСК».
Офис в Москве: ул. Вавилова, 9А, стр. 6, офис 12. Пн–Пт с 8:00 до 16:00. Ориентир в навигаторах: «БОРИС-88».
Ссылка на страницу контактов: https://boris88.ru/kontaktyi/
Условия оплаты и доставки: https://boris88.ru/oplata/
Список литературы:
- Капролон // Википедия. – URL: https://ru.wikipedia.org/wiki/Капролон_В
- Патент РФ №2575723 «Способ токарной обработки заготовок из капролона»
- Рекомендации по механической обработке полиамида 6-блочного // ООО "СК-Полимеры" – URL: http://m.sibkraspolimer.ru/izdeliya-iz-ftoroplasta-poliuretana-kaprolona/izdeliya-iz-kaprolona/367-izdeliya-iz-kaprolona.html
- Комялова Е.В. Повышение качества токарной обработки капролона путем предварительного термомеханического воздействия. Диссертация, 2005.
- Капролон (полиамид 6) – технические характеристики // Migservice-spb. – URL: http://migservice-spb.ru/kaprolon-extr.html
- Обработка полиамидной плиты (Капролон) // Форум CAD/CAM/CAE/PLM. – URL: https://cccp3d.ru/topic/41278-обработка-полиамидной-плиты-капролон
- SOS: точить капролон // Металлический форум. – URL: https://www.chipmaker.ru/topic/2235