
При проектировании деталей машин и механизмов часто возникает необходимость создания внутренних шпоночных пазов, шлицев, квадратных или шестигранных отверстий. Эти элементы предназначены для передачи крутящего момента и должны обеспечивать надёжное, безлюфтовое соединение. Выполнить такую операцию на токарном или фрезерном станке часто невозможно из-за ограниченного доступа инструмента или отсутствия необходимой кинематики. В таких случаях применяется долбление – высокоточный метод обработки резанием, позволяющий формировать сложные профили внутри детали. Компания «БОРИС-88» с 1998 года выполняет долбежные работы на заказ, изготавливая шпоночные пазы, шлицы и другие элементы по чертежам заказчика. В этой статье мы подробно рассмотрим особенности этой технологии, её преимущества, области применения и типовые детали. Подробнее о наших возможностях вы можете узнать на странице услуг металлообработки.
Что такое долбление и чем оно отличается от других методов
Долбление — это вид механической обработки резанием, при котором режущий инструмент (долбяк) совершает возвратно-поступательное движение (главное движение), а заготовка или инструмент после каждого двойного хода перемещаются в направлении подачи [1]. В отличие от фрезерования, где инструмент вращается, долбление позволяет обрабатывать замкнутые внутренние поверхности, пазы и профили, недоступные для фрезы. От протягивания долбление отличается тем, что обработка ведётся единичным инструментом, а не протяжкой сложной формы, что экономически оправдано для единичных и мелких серий, а также для деталей с большими габаритами [2].
Долбление применяется в случаях, когда:
- необходимо получить внутренний паз или профиль в глухом отверстии;
- габариты детали не позволяют использовать протяжку;
- экономически нецелесообразно заказывать дорогостоящий специальный инструмент (протяжку) для малой партии.
Основные операции, выполняемые долблением
Изготовление внутренних шпоночных пазов
Шпоночные пазы – самые распространённые элементы, изготавливаемые долблением. Они служат для установки шпонок, передающих крутящий момент от вала к ступице (зубчатого колеса, шкива, муфты) [3]. Долбление позволяет получать пазы стандартных сечений (по ГОСТ 23360-78, ГОСТ 24071-80) или по индивидуальным чертежам. В процессе обработки долбяк, имеющий форму, соответствующую профилю паза, врезается в стенку отверстия и после каждого двойного хода смещается на заданную глубину. Достижимая точность ширины паза – IT9-IT10 [3].
Нарезание внутренних шлицев
Шлицевые (зубчатые) соединения применяются для передачи больших крутящих моментов и обеспечения точного центрирования деталей. Долбление позволяет изготавливать шлицы прямобочного, эвольвентного и треугольного профиля непосредственно в отверстии детали [4]. Для этой операции используются специальные долбяки – шлицевые, профиль которых соответствует впадине между зубьями. Процесс требует высокой жёсткости станка и точного деления (поворота) заготовки для последовательного формирования каждого шлица.
Получение квадратных и шестигранных отверстий
Иногда конструктивно необходимо отверстие не круглой, а многогранной формы – например, для посадки на квадратный или шестигранный конец вала. Долбление позволяет выполнить такую операцию с высокой точностью. Применяется в изготовлении рукояток, ключей, деталей приводов [5].
Наружное долбление пазов и уступов
Долбление также может применяться для обработки наружных поверхностей – например, для создания длинных пазов или уступов на цилиндрических деталях, когда фрезерование затруднено из-за малого радиуса или конфигурации детали [2].
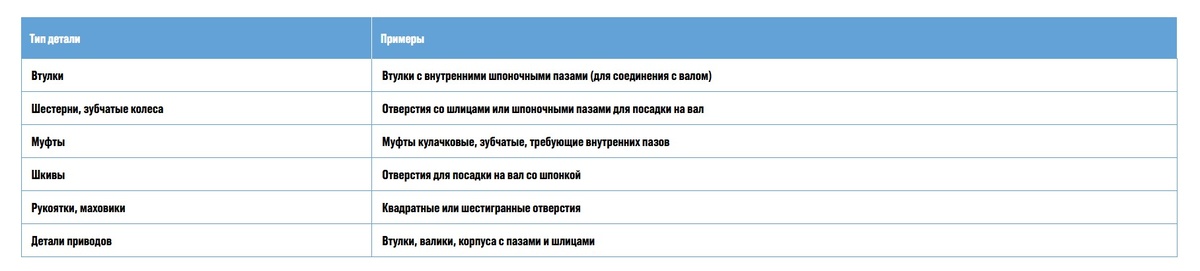
Типовые детали, требующие долбления
На нашем производстве долбление наиболее часто применяется для изготовления следующих видов деталей (полный перечень на странице «Детали на заказ»):
Материалы, обрабатываемые долблением
Долбление применимо для большинства конструкционных материалов, с которыми мы работаем (подробнее на странице «Материалы»):
- Конструкционные стали (Сталь 10, 20, 35, 45, 40Х, 09Г2С) – хорошо долбятся в нормализованном или улучшенном состоянии.
- Нержавеющие стали (AISI 304, AISI 316, AISI 321) – требуют острых долбяков и пониженных режимов.
- Алюминиевые сплавы (Д16, Д16Т, АМг, АД31) – долбятся легко, но нужно следить за налипанием.
- Цветные металлы – латунь, бронза, медь – обрабатываются хорошо, но требуют острой кромки.
- Конструкционные пластики – капролон, фторопласт, полиамид – долбятся острым инструментом на пониженных скоростях для исключения оплавления.
Оборудование для долбления в «БОРИС-88»
Для выполнения долбежных работ мы используем современный станок S200TGi (подробнее на странице «Долбежное оборудование»).
Технические характеристики станка:
Станок оснащён автоматической поперечной подачей, что позволяет точно выдерживать размеры пазов и обеспечивает стабильность процесса. Возможность регулировки скорости хода долбяка даёт возможность оптимально подбирать режимы под конкретный материал.
Преимущества долбления для серийного производства
Несмотря на то, что долбление считается менее производительным, чем протягивание, оно имеет ряд преимуществ, особенно в серийном производстве от 100 штук [5]:
- Экономичность для малых и средних серий – не требуется изготавливать дорогостоящую протяжку.
- Универсальность – на одном станке можно выполнять различные пазы и профили, меняя лишь долбяк.
- Возможность обработки глухих отверстий – долбление – единственный метод получения внутреннего паза в глухом отверстии.
- Высокая точность – при правильно настроенном станке и остром инструменте достигается точность по ширине паза до 0,02 мм [3].
- Хорошая чистота поверхности – благодаря возвратно-поступательному движению без трения тыльной стороны инструмента.
Контроль качества при долблении
Готовые детали после долбления проходят контроль в нашем отделе технического контроля (ОТК):
- Контроль ширины паза – специальными калибрами-пробками (для внутренних пазов) или калибрами-скобами (для наружных).
- Контроль глубины паза – штангенциркулем или глубиномером.
- Контроль симметричности и расположения – относительно оси детали с помощью индикаторов и приспособлений.
- Контроль шлицев – комплексными калибрами (для проверки взаимозаменяемости) или шаблонами.
- Визуальный контроль – отсутствие заусенцев, задиров, следов обработки.
По требованию заказчика предоставляется паспорт качества с протоколами замеров.
Как заказать долбежные работы
Для заказа долбежных работ отправьте чертежи (PDF, DWG, CDR, KOMPAS) или 3D-модель с указанием типа и размеров паза или шлица, а также материала детали и требуемого объёма партии (минимальная партия – от 100 штук). Наши технологи проведут бесплатный анализ и подготовят коммерческое предложение.
Мы также выполняем комплексную обработку деталей, включая предварительные токарные или фрезерные операции – это позволяет получить готовое изделие за один цикл на нашем производстве.
Производство: Московская область, г. Подольск, ул. Комсомольская, 1. Ежедневно с 7:00 до 19:00 (без выходных). Ориентир в навигаторах: «БОРИС-88 ПОДОЛЬСК».
Офис в Москве: ул. Вавилова, 9А, стр. 6, офис 12. Пн–Пт с 8:00 до 16:00. Ориентир в навигаторах: «БОРИС-88».
Ссылка на страницу контактов: https://boris88.ru/kontaktyi/
Условия оплаты и доставки: https://boris88.ru/oplata/
Список литературы:
- Долбление – обработка металлов резанием // Техническая энциклопедия. – URL: https://tehno-enc.ru/dolblenie/
- Долбежные работы // ООО «ПромТех». – URL: https://promteh.ru/uslugi/dolbeznye-raboty/
- Шпоночные пазы: изготовление и контроль // Металлообработка. – 2020. – № 3. – С. 22-25.
- Производство шлицевых соединений // Справочник технолога. – М.: Машиностроение, 2015. – С. 176-179.
- Технология машиностроения: учебник / под ред. А.М. Дальского. – М.: МГТУ им. Н.Э. Баумана, 2012. – 540 с.