


Сегодня я бы хотел рассказать о таком способе, как электрошлаковая сварка. Представьте, что вам нужно сварить детали толщиной 1 метр: обычными дуговыми способами сварки на это может уйти не один день или неделя, но способ электрошлаковой сварки позволит это сделать в кратчайшие сроки – за несколько часов, за что впоследствии за рубежом данный процесс прозвали «Русское чудо».
История создания электрошлаковой сварки
Создание электрошлаковой сварки стало важным этапом в истории сварочного производства, открывшим новые горизонты для промышленного использования сварки в тяжёлом машиностроении, судостроении и других областях. Рассмотрим подробнее этапы формирования и внедрения этого уникального технологического процесса.
Зарождение идеи и первые эксперименты
Военные действия на территории СССР нанесли огромный ущерб народному хозяйству. В 1941–1944 гг. было разрушено 1710 городов и поселков городского типа, свыше 70 тыс. сел и деревень, взорвано и выведено из строя 31850 заводов и фабрик, 1135 шахт, 65 тыс. км железнодорожных путей, было разорено свыше 100 тыс. колхозов, совхозов и машинотракторных станций, посевные площади сократились на 36,8 млн га, т. е. на четверть. Урон, причиненный Советскому Союзу, превышал потери в период Второй мировой войны всех других европейских государств вместе взятых. И нужно было в кратчайшие сроки поднимать промышленность и народное хозяйство.
Изначально процесс электрошлаковой сварки начал свое становление как дальнейшее исследование процесса автоматической сварки под слоем флюса, которое проводили Г.З. Волошкевич и Б.Е. Патон. Изначально это была сварка с принудительным формированием шва, где применялся дуговой процесс. В 1948 г. на заводе «Запорожсталь» Г.З. Волошкевич сварил автоматом в монтажных условиях четыре пояса строящейся доменной печи. Со следующего года началось массовое применение вертикальной сварки. Трудоемкость сборочно-сварочных операций снизилась в несколько раз.
Однако не все было так просто — возникли непредвиденные трудности. При соединении стыков толщиной более двадцати миллиметров, при глубокой шлаковой ванне, перегреве ванны и некоторых других невыясненных условиях, дуговой процесс становился неустойчивым и даже прекращался. В ходе борьбы за устойчивость дуги обнаружилось, что можно обойтись и без нее! Иногда электродный металл, флюс и кромки плавились, хотя осциллограммы свидетельствовали, что дуга погасла. Волошкевич занялся этими случайностями и, как часто бывает в изобретательской практике, случайность превратил в закономерность. Оказалось, что при некоторых условиях плавление проходит за счет «джоулевого» тепла, выделяющегося при прохождении тока через жидкий шлак. К решению проблем управления этим процессом приступил заведующий электротехническим отделом Б.Е. Патон.
В 1949 г. Г.З. Волошкевич и Б.Е. Патон добились высокой стабильности процесса при сварке за один проход соединений значительной толщины. Б.Е. Патон нашел возможность саморегулирования, разработал соответствующее оборудование и развернул системные исследования физических и металлургических особенностей нового вида сварки. Он сосредоточил силы нескольких отделов ИЭС на решении и совершенствовании наиболее важных проблем ЭШС. Кроме ЭШС сталей различного назначения были разработаны технологии и флюсы для изготовления толстостенных ответственных конструкций из алюминия, титана, меди и их сплавов. Были разработаны специальные флюсы, источники питания и аппараты управления, методы снижения напряжений и деформаций. Уже к 1956 г. объема выполненных исследований и разработок было достаточно для издания под редакцией Б.Е. Патона первой в мире монографии «Электрошлаковая сварка». В истории техники неизвестно подобных темпов развития каких-либо других видов сварки.
Принципы и сущность электрошлаковой сварки
Электрошлаковая сварка представляет собой особый метод сварки плавлением, отличающийся тем, что нагрев происходит за счет прохождения электрического тока через слой расплавленного шлака, образованного при расплавлении специальных флюсов. Эта особенность делает электрошлаковую сварку высокоэффективным методом для соединения материалов большой толщины без использования традиционных методов подготовки кромок и многопроходной сварки. Сущность процесса представлена на рисунке ниже, и под ним – пояснение процесса сварки.
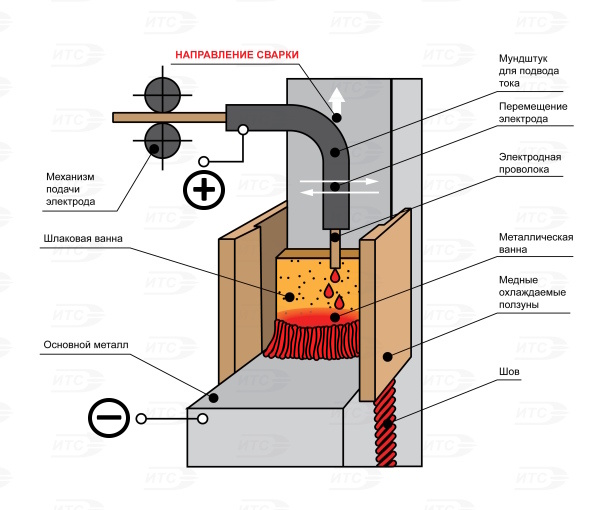
Сущность способа заключается в том, что свариваемые детали устанавливают друг напротив друга с некоторым зазором, по бокам стыка подводят медные водоохлаждаемые ползуны. В зависимости от ширины соединяемых элементов под стык могут устанавливать выходной карман или подкладку. Также в зависимости от толщины соединяемых элементов в стык могут заводить одну, две или три электродных проволоки. Для увеличения производительности вместо проволок могут использоваться пластинчатые электроды (ленты) или плавящиеся мундштуки.
Далее в зону стыка засыпают флюс. Процесс сварки начинается с зажигания электрической дуги, как при автоматической сварке под слоем флюса. В результате горения дуги образуется слой электропроводного жидкого шлака, который в свою очередь шунтирует дугу, и она гаснет. При ручной дуговой сварке мы стараемся вести процесс так, чтобы шлак не натекал на дугу и не шунтировал её (простыми словами, чтобы дуга не захлёбывалась в шлаке). Но при электрошлаковой сварке этот процесс, наоборот, играет положительную роль. Далее сварочный ток проходит по слою шлака, который имеет большое омическое сопротивление. В результате выделяется тепловая энергия, которая плавит флюс, кромки основного металла и электродную проволоку, тем самым образуется сварочная ванна.
По мере заполнения пространства между кромками металла и электродом, источник нагрева – шлак, поднимается, а нижняя часть ванны кристаллизуется. Шлаковая ванна, находясь над поверхностью расплавленного металла, препятствует его взаимодействию с воздухом. С увеличением количества электродов толщина соединяемых материалов практически не ограничивается.
Особенности технологического процесса
- Однопроходная сварка: Возможность выполнения сварки за один проход независимо от толщины свариваемого материала значительно сокращает временные и материальные затраты по сравнению с традиционными методами дуговой ручной или автоматической сварки.
- Отсутствие необходимости предварительной обработки кромок: Отсутствие необходимости разделывать кромки перед сваркой существенно упрощает подготовку и снижает трудоемкость подготовительных операций.
- Минимальная деформация изделия: Использование электрошлаковой сварки позволяет минимизировать деформации свариваемых деталей, что важно при создании ответственных конструкций, требующих высокой точности геометрических параметров.
- Широкий спектр свариваемых материалов: Электрошлаковая сварка подходит для широкого спектра материалов, включая сталь, чугун, никелевые сплавы, алюминий, медь и их сплавы, что расширяет сферу её применения в различных отраслях промышленности.
Электрошлаковая сварка характеризуется широким спектром применяемых материалов и специализированного оборудования, позволяющего достигать высочайших стандартов качества и производительности. Её успешное применение в ключевых секторах экономики подтверждает важность этой технологии для современного производства. Продолжающееся развитие и инновации открывают новые возможности для расширения сферы её использования и повышения экономической эффективности.
Спасибо за внимание, подписывайтесь на мой Дзен-канал, ставьте лайки и оставляйте комментарии. До новых встреч! 🔥✨