Яркий сноп искр из-под режущей головы лазерного станка — и первая мысль оператора: «Что-то пошло не так?» Спешим успокоить: в большинстве случаев это не тревожный сигнал, а наглядное доказательство того, что технология работает именно так, как и должна.
Что такое искры при лазерной резке металла
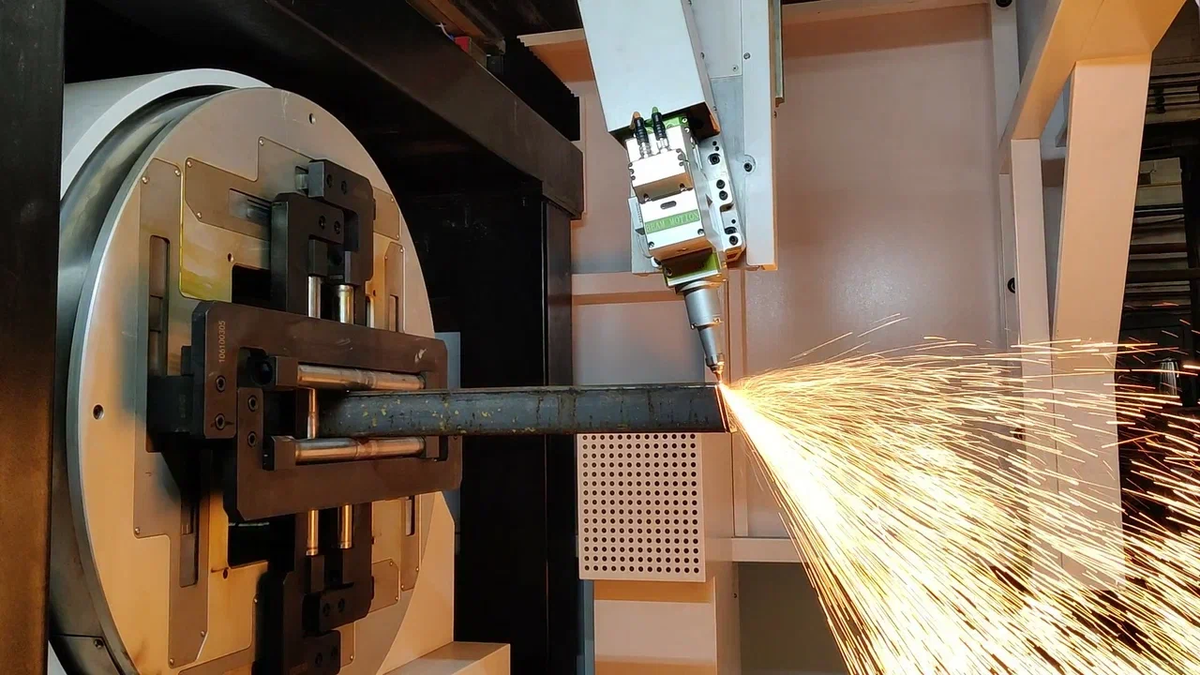
Лазерная резка металла — это не сварка и не шлифовка. Оптоволоконный лазерный станок концентрирует пучок когерентного излучения в пятно диаметром доли миллиметра, разогревая металл до температуры плавления, а в ряде случаев — и до частичного испарения. Именно мельчайшие раскалённые частицы, выброшенные из зоны реза на высокой скорости, и создают тот самый «металлический салют», который так эффектно смотрится в производственном цеху.
Лазерный луч не давит на металл механически — он лишь разогревает. Без дополнительного воздействия расплавленный металл просто застынет обратно в зоне реза, и никакого разреза не получится. Здесь в процесс вступает главный участник технологии, о котором говорят значительно реже, чем о самом лазере.
Роль технологического газа: без него резки нет

Без струи технологического газа лазерная резка металла невозможна в принципе. Именно газ, подаваемый через сопло режущей головы под давлением от 6 до 15 атмосфер, мгновенно выдувает расплавленный металл из зоны реза — и порождает те самые искры.
Сопло — конусообразная деталь с выходным отверстием диаметром от 1 до 2 мм — формирует газовый поток строго соосно с лазерным лучом. На оптоволоконных лазерных станках для резки металла применяют четыре вида технологического газа:
- Кислород (O₂) — для резки углеродистой стали; усиливает экзотермическую реакцию, повышает скорость реза, даёт самый эффектный сноп ярко-оранжевых искр.
- Азот (N₂) — для нержавеющей стали, алюминия и цветных металлов; предотвращает окисление кромок, обеспечивает чистый рез без окалины, искр значительно меньше.
- Аргон (Ar) — при высокоточной резке титана и специальных сплавов; максимальная инертность, минимальное искрообразование.
- Воздух — бюджетный вариант для неответственных операций; содержит кислород, что даёт окалину, но существенно снижает затраты на газ.
Выбор газа — это не вкусовщина, а технологическое решение, от которого напрямую зависит качество кромки и итоговые затраты на постобработку.
Физика снопа: почему искры летят именно так
Когда струя газа под высоким давлением выдувает расплавленный металл из узкой зоны реза, частицы разлетаются вниз и в стороны с высокой скоростью, остывают на лету и создают характерный «фейерверк». Чем толще листовой металл или труба — тем больше расплава выбрасывается и тем интенсивнее сноп. При резке листа толщиной 20–30 мм на мощном волоконном лазере искры улетают на метр и более.
При работе с тонким листом (менее 0,5 мм) искр почти нет — просто слишком мало материала. Это абсолютно нормально.
Характер искр информативен сам по себе:
- Ярко-оранжевые, равномерные, направленные вниз — процесс настроен правильно.
- Искры бьют вверх или в стороны — возможна расфокусировка луча или смещение сопла.
- Тёмные «плевки» вместо равномерного снопа — расплав не выдувается полностью: низкое давление газа или засорённое сопло.
Чек-лист: как убедиться, что искры — это норма
Используйте эту проверку при запуске лазерного станка или после изменения параметров резки:
✅ Сноп искр направлен строго вниз — газ корректно удаляет расплав
✅ Кромки без крупных наплывов и грата — давление и скорость подобраны верно
✅ Рез сквозной по всей длине контура — мощность достаточна для данного материала
✅ Нет чёрного нагара на кромке при резке нержавейки азотом — давление газа в норме
✅ Искры равномерные, без «плевков» и пауз — сопло чистое, фокусировка корректная
✅ Давление газа соответствует технологической карте — уточните у технолога или в руководстве к станку
Типичные ошибки, которые меняют характер искрения
Опыт нашей команды в пусконаладке и сервисном обслуживании лазерных станков показывает: большинство проблем с качеством реза связаны именно с газовым трактом и соплом.
1. Изношенное или засорённое сопло.
Даже небольшая деформация отверстия нарушает соосность газового потока и лазерного луча. Результат — косые кромки, грат, хаотичные искры. Сопло — расходный элемент, его замена стоит на порядок меньше потерь от бракованных деталей.
2. Неправильный газ под материал.
Резка нержавеющей стали кислородом вместо азота даёт эффектные искры — но чёрную окисленную кромку, которую придётся зачищать вручную. Это прямые потери времени и денег на постобработку.
3. Заниженное давление газа.
При работе с толстым металлом (от 10 мм и выше) недостаточное давление не успевает выдуть расплав. Сноп искр становится вялым и прерывистым, на нижней кромке появляются наплывы. На волоконных лазерных станках для резки стали свыше 12–15 мм давление кислорода подбирается особенно тщательно.
4. Расфокусировка лазерного луча.
При неверном положении фокального пятна энергия рассеивается по большей площади, металл прогревается хуже. Искры летят хаотично, рез получается «рваным» с неровными кромками.
5. Загрязнение защитной оптики.
Брызги металла и масляные пары оседают на защитном стекле режущей головы, снижая реальную мощность лазерного луча. Регулярная чистка оптики — обязательная часть технического регламента любого лазерного станка.
FAQ
❓ Искры опасны для оператора лазерного станка?
При соблюдении правил охраны труда — нет. Оператор работает за защитным экраном или в специальных очках. Главное — не допускать наличия легковоспламеняющихся материалов в зоне разлёта искр и своевременно убирать металлическую пыль из поддона станка.
❓ Почему при резке нержавейки азотом почти нет искр?
Азот — инертный газ, он не поддерживает горение частиц металла. Расплав выдувается, но мелкие частицы быстро остывают и не светятся ярко. Это норма и технологическое преимущество: кромка остаётся серебристой, без окисления и окалины.
❓ Отличается ли искрообразование при лазерной резке труб от резки листа?
Физика идентична. Однако при лазерной резке труб на трубном станке зона вывода искр ограничена внутренним пространством трубы — расплав частично остаётся внутри. Это учитывается при настройке: применяются специальные мандрели или шнеки для удаления расплава изнутри профиля, если это критично для последующего производства.
Искры при лазерной резке металла — это не дефект и не повод для тревоги. Это визуальное свидетельство корректной работы технологического газа, который выдувает расплав из зоны реза и обеспечивает точный, чистый и производительный раскрой. Понимать физику этого процесса — значит быстро диагностировать отклонения, грамотно настраивать параметры и стабильно получать детали нужного качества.
На современных оптоволоконных лазерных станках SEKIRUS управление давлением газа, выбором сопла и положением фокуса реализовано с максимальной точностью. Наши инженеры помогут подобрать оптимальные параметры резки под ваш материал и производственную задачу — будь то серийный раскрой листового металла или фигурная резка профильных труб.
🔥 Хотите повысить качество резки на вашем производстве?
Наши специалисты проведут бесплатную техническую консультацию, помогут подобрать оптимальный лазерный станок под ваши материалы и объём производства, а также ответят на любые вопросы по настройке и обслуживанию оборудования.
SEKIRUS — российский производитель оптоволоконных лазерных станков для резки металла. Производим, продаём и обслуживаем.
📞 Тел.: 8-800-600-11-16
📧 Email: info@sekirus.com
🌐 Сайт: SEKIRUS.com
💬 Соцсети: Telegram, ВКонтакте
SEKIRUS — профессиональные технологии для вашего успеха!
#лазернаярезка #лазернаярезкаметалла #оптоволоконныйлазер #волоконныйлазер #лазерныйстанок #резкалиста #лазернаярезкатруб #металлообработка #SEKIRUS #ЧПУстанок #промышленныйлазер #газприрезкеметалла