Фаска – это аккуратный скос кромки детали под заданным углом. На первый взгляд операция простая. На практике от нее зависят посадка, внешний вид и безопасность изделия. При работе на токарном оборудовании с числовым программным управлением важно задать точные координаты и режимы резания. Тогда фаска на ЧПУ-станке получится ровной, без задиров и биений. Ошибка в расчетах приводит к браку, а иногда и к поломке инструмента.
Как сделать фаску на ЧПУ-станке
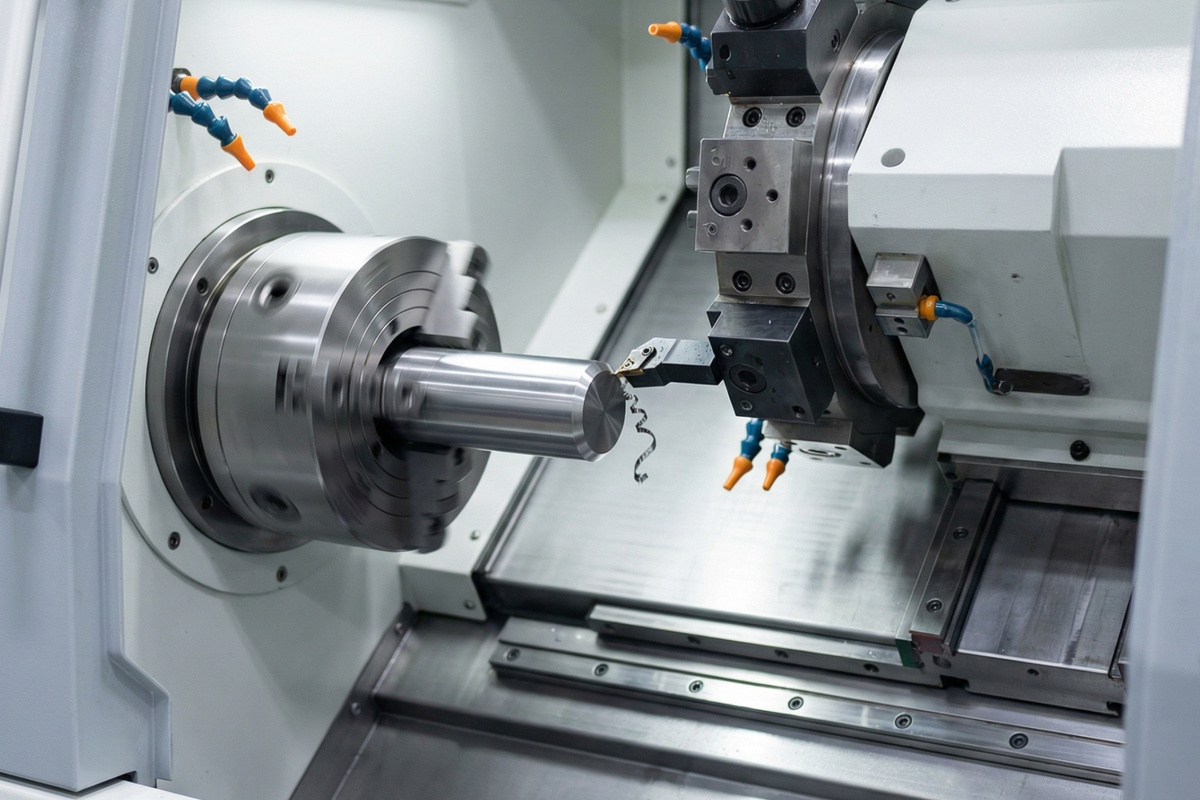
Перед началом работы необходимо правильно подобрать резец. Чаще всего используют проходной или специальный фасочный инструмент с нужным углом при вершине. Угол фаски задается чертежом, обычно это 45 градусов, реже 30 или 60. Далее выставляют деталь в патроне и проверяют соосность. Любое биение сразу отразится на геометрии кромки.
Скорость вращения шпинделя и подачу выбирают исходя из материала. Сталь требует одних режимов, алюминий других. Резец подводят к кромке по оси X и Z. Снятие металла выполняют плавно, без рывков (короткое движение). Затем проводят контроль размера штангенциркулем или микрометром. Если параметр выдержан, операцию повторяют для партии.
Важно! Нельзя начинать обработку без проверки нулевых точек и корректоров инструмента. Ошибка в привязке даст неправильную глубину съема и испортит деталь.
Как правильно задать фаску в управляющей программе
При серийном производстве все действия задаются в коде. Фаска в программе ЧПУ прописывается через команды линейной интерполяции. В большинстве систем используют G01 с указанием координат конца фаски. Если известны размеры по чертежу, то рассчитывают смещение по двум осям и вводят их в управляющую программу.
Чтобы понять, как сделать фаску на ЧПУ станке корректно, нужно учитывать точку начала и конца перехода. Например, при диаметре 20 мм и фаске 2×45 рассчитывают смещение по X и Z на 2 мм. После этого инструмент проходит отрезок под углом, формируя ровный скос. Вопрос о том, как прописать фаску на станке с ЧПУ, решается точными расчетами и аккуратным вводом данных без округлений.
Обратите внимание! Перед запуском цикла стоит выполнить пробный прогон без заготовки. Сухой ход помогает увидеть возможные ошибки в траектории.
Практические советы при создании фасок
Даже при правильной программе результат зависит от условий работы. Несколько рекомендаций, которые помогут получить чистую кромку:
- Следите за заточкой резца. Тупой инструмент оставляет рваную поверхность. Это повышает нагрузку на шпиндель.
- Контролируйте глубину съема металла. Слишком большой припуск вызывает вибрацию.
- Используйте охлаждающую жидкость при работе со сталью. Это поможет снизить нагрев и продлит срок службы оснастки.
- Проверяйте крепление детали в патроне. Слабый зажим приводит к смещению оси.
- Делайте промежуточный замер после первых деталей. Так проще вовремя заметить отклонение.
- Учитывайте припуск после черновой обработки. Финишный проход формирует точную геометрию.
Если не знаете, как сделать фаску на токарном станке с ЧПУ, то обращайтесь к специалистам. Мы изготовим детали с точной геометрией и качественной обработкой кромок. Гарантируем, что размеры совпадут с вашим чертежом, а кромки будут чистыми и без заусенцев.