Современные производственные предприятия в пищевой, химической, строительной, сельскохозяйственной отрасли используют в своей деятельности разнообразную компонентную базу сыпучих материалов для приготовления рабочих смесей и получения готовой конечной продукции. Некоторые материалы имеют высокую абразивность, какие то гигроскопичны (способны поглощать атмосферную влагу т.е. впитывать влагу из воздуха), некоторые материалы имеют очень высокую химическую активность или взрывоопасны сами по себе или при образовании воздушно материальной смеси.
С чего начинается расчет компоновочного решения? Правильно - конечно же, от необходимой производительности по конечному продукту всего производственного комплекса! Если производительность комплекса невелика, то не обязательно использовать в качестве накопителей (склада) большие силоса. Достаточно использовать современные растариватели, количество растаривателей определяется количеством компонентов. Важно понимать, что для реализации подобной схемы компонентная база должна поставляться в мешках биг-бэг (МКР).

Если производительность большая и применения растаривателей недопустимо по причине сложной логистики с мешками МКР (биг-бэг) применяют вертикальные склады хранения - силоса. Силоса заполняются или из автоцистерн (автоцементовозов) при помощи сжатого воздуха или, если предприятие имеет железнодорожную ветку, из железнодорожных вагонов хопперов. Способы разгрузки в данной статье мы рассматривать не будем, отметим лишь то, что бывает пневматическая разгрузка вагонов, механическая разгрузка вагонов и комбинированная разгрузка вагонов - в этом случае гармонично сочетаются достоинства и механической и пневматической системы!
После того как мы обсудили необходимую комплектацию самого начала нашей производственной линии приступаем к системе дозирования!
В различных отраслях требования к компонентам при попадании в дозатор, а делее и в смеситель, очень отличаются. Так, например, в химической и пищевой промышленности принято подготавливать компоненты заранее - до попадания в дозатор, а именно - перед винтовыми транспортерами устанавливаются ворошители которые не дают материалу слеживаться и делают его более однородным, а сами шнеки-питатели имеют специальную конструкцию винта, которая позволяет сделать массу более однородной и разрушить комочки образовавшиеся в процессе хранения и транспортировки.
В то же время в строительной отрасли, в большинстве технологических линий, не требуется дополнительная подготовка компонентов на этапе подачи в дозатор. Транспортировка материала в дозатор осуществляется напрямую из силоса или растаривателя.
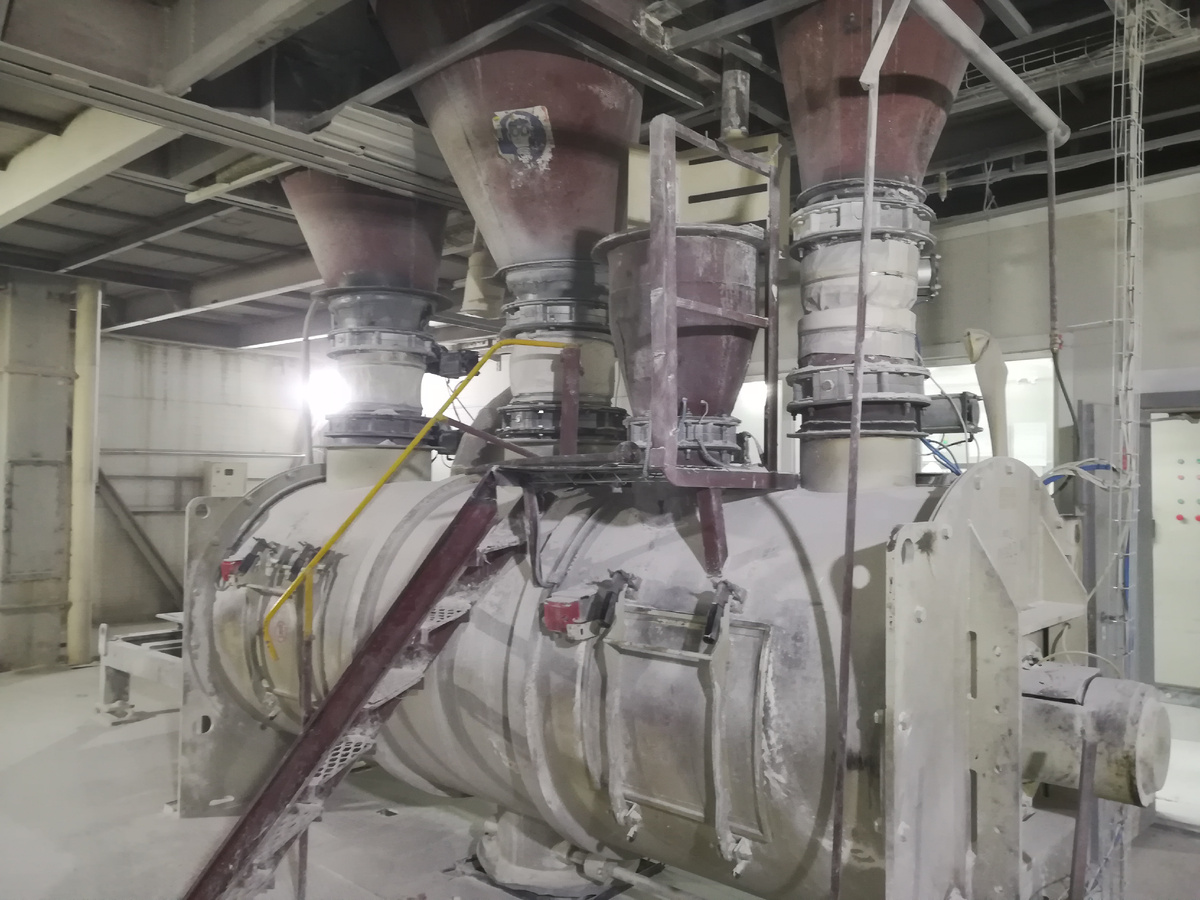
Дозирование компонентов осуществляется в групповом многокомпонентном дозаторе, компоненты в дозатор подаются винтовыми транспортерами, транспортеры проектируются и производятся в зависимости от того с какой скоростью компоненты должны загружаться в дозатор и в каком количестве. Компоненты в дозатор загружаются последовательно, последовательность определяется от большего к меньшему - так получается достигать высокой точности дозирования каждого компонента. За точность отвечает тензометрическая система дозатора и система АСУ ТП с контроллером. Работа осуществляется в полностью автоматическом режиме.
В зависимости от производства и применяемых компонентов и винтовые транспортеры (шнеки) и групповые дозаторы могут быть произведены или из конструкционной стали, например Сталь09Г2С, или нержавеющей AISI 304 - 420.
Далее набранная доза различных компонентов перемещается из дозатора в смеситель! Чаще всего для этого используются самотечные (гравитационные) системы.
К выбору смесителя необходимо подходить максимально серьезно так как от этого зависит качество финальной смеси. Важно определить время необходимое для приготовления готовой смеси. Грамотно подобранный смеситель позволяет произвести гомогенную (максимально однородную) смесь, что чрезвычайно важно для успешного прохождения лабораторного контроля. Если смеситель подобран не верно или применяются смесители из параллельных технологий (например для приготовления бетона), то можно наблюдать "непромес" материала или его частичное "перепачкивание". Достижение качественной смеси в этом случае или вовсе невозможно или для получения качественной смеси потребуется очень много времени на один цикл замеса.
После смесителя готовая сухая смесь поступает, чаще всего, на линии фасовки клапанных мешков! Это те самые мешки по 15-20-30-50 килограмм которые мы с вами покупаем в розничных магазинах!
Для более крупных потребителей, как правило корпоративным т.е. юридическим лицам, удобней использовать более крупную тару и такой тарой выступают мешки биг-бэги (МКР). Такие мешки, как правило, заполняются по 500 - 2000 кг. что позволяет использовать их в промышленных масштабах. Мешки МКР загружаются готовой сухой смесью при помощи станций фасовок биг-бэгов.
В некоторых случаях к поставке на объект необходим еще бОльший объем материала, и тогда загрузка готовой сухой смеси осуществляется с производства сразу в автоцистерны (цементовозы)
В этой статье мы ознакомились с этапами производства сухих смесей на предприятиях химической, пищевой и строительной отраслей!
Надеемся статья была полезна для Вас! Будем признательны за положительную оценку!