Колесников А.Г., Плохих А.И.
РФ, МГТУ им. Н.Э. Баумана, plokhikh@bmstu.ru
--------------------------------------------------------------
Как показывает практика, весьма эффективным при создании передовых образцов современной техники, остается использовании анизотропных и ортотропных материалов, характерной особенностью которых является наличие градиентной макро- либо микроструктуры. Использование подобных материалов, позволяет наиболее эффективно решать поставленные задачи, однако получение подобных материалов, чаще всего требует уникальных технологических процессов и оборудования.
Перспективным подходом по нашему мнению, является использование высокопроизводительного метода горячей прокатки для создания субмикро- и наноструктурированных материалов конструкционного назначения на основе компактных многослойных заготовок. Разработка технологии получения подобных многослойных материалов (МСМ) является задачей достаточно сложной [1], однако ее решение открывает возможность синтезировать анизотропные металлические материалы с заданным уровнем свойств.
В ранних работах посвященных исследованию многослойных композиций на основе алюминия и меди [2] было показано, что при толщине слоя h~1000 Å (100 нм) физико-механические свойства МСМ резко изменяются. Дальнейшие исследования авторов, проведенные на МСМ, полученных методом пакетной прокатки композиции «медь-сталь 08кп» [3], позволили сделать вывод о существенном влиянии состояния межслойных границ на механические свойства полученного материала.
Использование в качестве исходных составляющих композиции взаимно не растворимых, либо слабо растворимых друг в друге металлов, позволяет получать методом холодной прокатки с чередующимися промежуточными отжигами, МСМ с толщинами слоев не более 10 нм [4]. Однако, использование таких металлов в исходной композиции «наноламината» конструкционного назначения, по нашему мнению мало перспективно в силу существенной разницы в физических и механических свойствах составляющих.
Более перспективным, представляется формирование исходной композиции многослойной заготовки на основе одного металла, например железа. Однако предпринятые попытки получить многослойный материал прокаткой композиции состоящей только из слоев железа, прошедшей горячее компактирование [4], приводит к формированию монозаготовки без видимых признаков многослойной «ламинарной» структуры.
Аналогичная структурная картина наблюдается и при получении субмикрокристаллических металлических материалов методом аккумулирующей прокатки с соединением (ARB) [5,6] который, по мнению авторов, является одним из способов измельчения зеренной структуры с помощью интенсивной пластической деформации. Отличительным признаком этих материалов является микроструктура деформации со «сверхтонкими зернами» (~ 200 нм), которые разделены между собой большими угловыми границами.
Проведенные исследования показали, что получение такой структуры, в материале созданном на основе одного металла, возможно в том случае, если в исходной композиции участвуют сплавы, имеющие различное кристаллической строение (решетки ОЦК и ГЦК). Круг технически значимых сплавов существенно расширяется, если в качестве основного вида обработки, в отличие от указанных технологических схем [4-6] , использовать горячую прокатку [7]. В этом случае деформирование можно проводить в таком интервале температур, в котором исходные составляющие заготовки имеют разные типы кристаллических решеток.
Исследование структуры и механических свойств многослойных материалов были проведены на образцах полученных из первичных заготовок, состоящие из 100 чередующихся между собой слоев толщиной 0,5 мм, сталей 08Х18+08Х18Н10 по 50 каждой марки, У8+08Х18Н10, а так же 40Х13+08Х18Н10 соответственно. По экспериментальному технологическому маршруту были получены заготовки листового сортамента толщиной 2 мм.
Изучение микроструктуры образцов полученных на основе исследуемых композиций показало, что после первого технологического цикла (толщина листовой заготовки 2 мм, толщина одного слоя ~20 мкм) в многослойном материале формируется ламинарная структура, которая характеризуется параллельным расположением слоев равной толщины в поперечном сечении заготовки (см. рис 1).
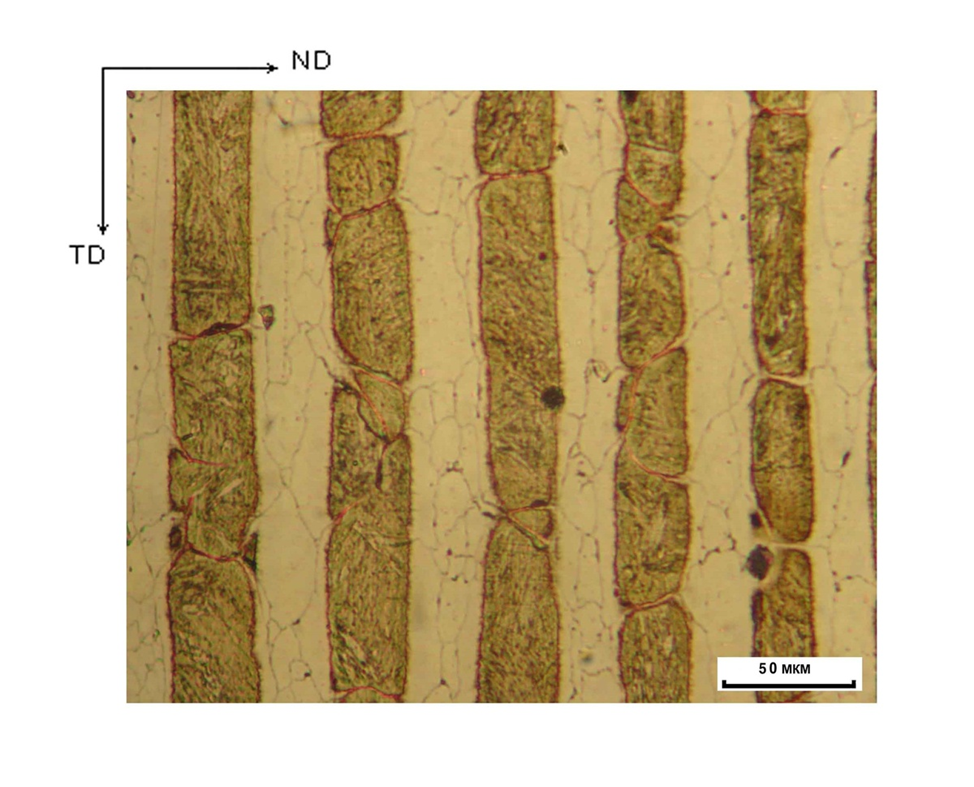
Рисунок 1 - Микроструктура многослойной заготовки композиции 40Х13+08Х18Н10 (первый технологический цикл). Толщина заготовки 2 мм, толщина слоя ~ 20 мкм
В результате проведения второго технологического цикла было установлено, что в образцах исследованных композиций ламинарная структура сохраняется (см. рис 2).
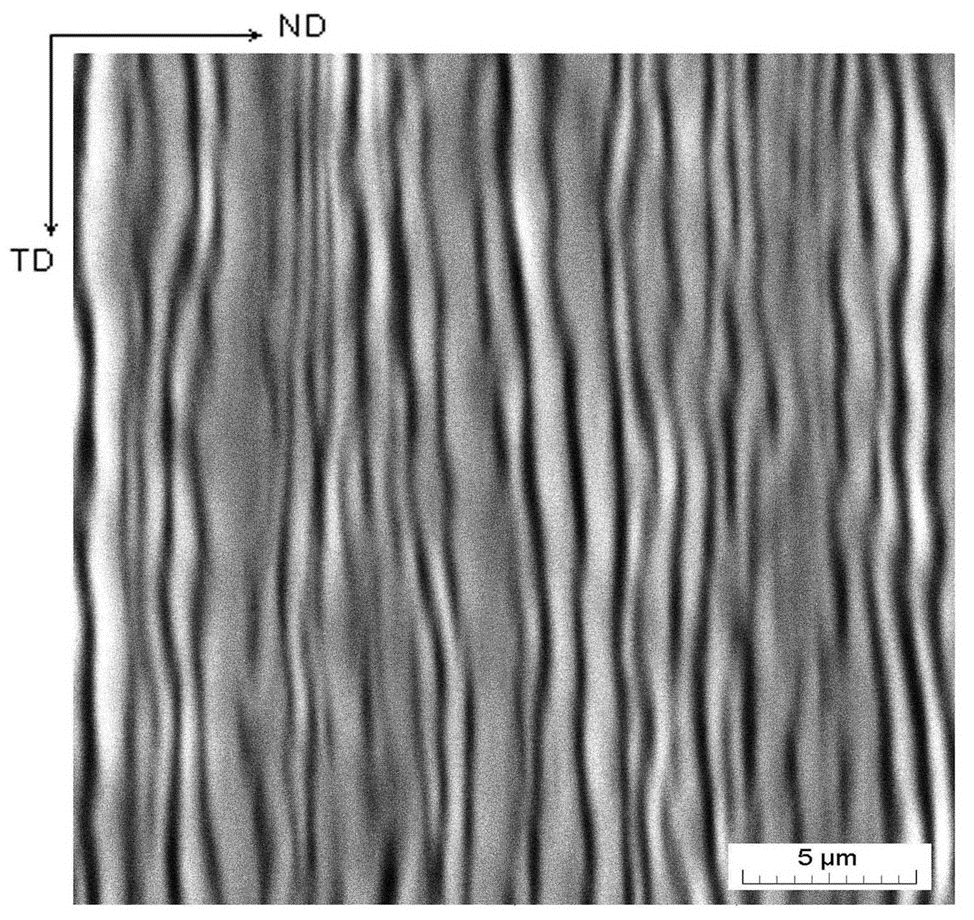
Рисунок 2 – Электронное изображение микроструктуры многослойной заготовки композиции 08Х18+08Х18Н10 (второй технологический цикл)
Результаты микродифракционного анализа обратноотраженных электронов структуры образца композиции У8+08Х18Н10, прошедшего второй технологический цикл и дополнительно прокатанного до толщины 0,5 мм с помощью ХПД показали, что полученный материал имеет выраженную слоистую структуру с ориентировкой плоскостей соответствующей раскраске инверсного треугольника и толщинами слоев от 90 до 200 нм (см. рис 3). Слои отделены друг от друга большими угловыми границами с разориентировкой не менее 15 градусов, при этом в пределах каждого слоя кристаллографическая ориентировка практически не изменяется и не превышает 5 градусов[1].
[1] Исследования выполнены к.х.н. С.Н. Петровым, ФГУП ЦНИИ КМ "Прометей"
Рисунок 2 – Электронное изображение микроструктуры многослойной заготовки композиции 08Х18+08Х18Н10 (второй технологический цикл)
Результаты микродифракционного анализа обратноотраженных электронов структуры образца композиции У8+08Х18Н10, прошедшего второй технологический цикл и дополнительно прокатанного до толщины 0,5 мм с помощью ХПД показали, что полученный материал имеет выраженную слоистую структуру с ориентировкой плоскостей соответствующей раскраске инверсного треугольника и толщинами слоев от 90 до 200 нм (см. рис 3). Слои отделены друг от друга большими угловыми границами с разориентировкой не менее 15 градусов, при этом в пределах каждого слоя кристаллографическая ориентировка практически не изменяется и не превышает 5 градусов[1].
[1] Исследования выполнены к.х.н. С.Н. Петровым, ФГУП ЦНИИ КМ "Прометей"
Рисунок 3 – Восстановленная карта ориентировок кристаллитов в слоях многослойной композиции У8+08Х18Н10. Расцветка слоев соответствует инверсному треугольнику
Было установлено так же, что формирования такой структуры и ее наследование при реализации последующих технологических циклах, определяется рядом факторов. В первую очередь деформационной способностью составляющих исходной заготовки и технологическими параметрами процесса прокатки.
В частности, анализ деформационной способности сталей 08Х18Н10 и 08Х18 показывает (рис. 4), что сталь 08Х18 обладает более высоким значением коэффициента деформационного упрочнения, чем сталь 08Х18Н10 [8]. Однако, при малых степенях не превышающих величин 0,1 %, значения сопротивления деформации оказываются близкими, не превышающими 15 МПа при относительно низких температурах прокатки. Похожая тенденция, сохраняется до температуры 1000 0С, при скоростях не превышающих 30 -1с. Любопытным является тот факт, что увеличение скорости деформации до 100 -1с, приводит к выравниванию деформационных способностей рассматриваемых сталей, что может открывать перспективы для оптимизации параметров технологического процесса прокатки исследуемых материалов. Сравнение микроструктуры образцов композиции 08Х18+08Х18Н10 показывает (рис. 5), что оптимальная ламинарная структура формируется при относительно низких температурах деформирования, когда различие в сопротивлении деформированию составляющих является минимальным.
С другой стороны, нарушение ламинарного строения, может быть обусловлено протеканием диффузии легирующих элементов, и как следствие структурной перекристаллизация на границе между слоями, и должно проявиться именно в высокотемпературной области, при осуществлении термодеформационного воздействия. Поэтому задача обеспечения стабильности межслойных границ при циклическом высокотемпературном нагреве многослойных материалов, является актуальной.
Рисунок 4 Микроструктура образцов композиции 08Х18+08Х18Н10 а) - температура прокатки 600 0С, б) - температура прокатки 1200 0С
Исследование устойчивости межслойных границ, было проведено в широком температурном диапазоне на композиции 40Х13+08Х18Н10 и 08Х18+08Х18Н10 прошедших первый технологический цикл. По результатам энерго-дисперсионного анализа послойного распределения легирующих элементов было установлено, что значимой межслойной диффузии, на достигнутом уровне структуризации, не наблюдается [9].
Результаты механических испытаний горячекатаных образцов исследуемых композиций (таб. 1) свидетельствуют о том, что полученная структура, состоящая из набора текстурированных слоев, судя по значениям модуля упругости, формируется непосредственно в процессе первого технологического цикла. Можно видеть, что незначительное повышение предела прочности, сопровождается резким падением характеристик пластичности с одновременным ростом твердости.
Таблица 1 - Механические свойства исследуемых композиций*)
(состояние: горячий прокат h=2 мм, Тпр = 1000 0С, продольные образцы)
Таблица 2 - Ударная вязкость образцов исследуемых композиций
*) – в числителе свойства после первого технологического цикла,
в знаменателе свойства после второго технологического цикла
**) – свойства после третьего технологического цикла
Проведенные предварительные исследования показали, что полноразмерные ударные образцы с U-образным концентратором, копром мощностью 300 Дж не разрушаются. Поэтому для оценки влияния слоистой структуры полученных материалов на значения ударной вязкости, были испытаны стандартные образцы размером 2х8х55 мм с V-образным концентратором. Образцы были вырезаны из горячекатаной полосы толщиной 8 мм в соответствии со схемой (см. рис 6), после первого, второго и третьего цикла соответственно. Было установлено (таб. 2), что ударные образцы всех исследованных композиций прошедших второй технологический цикл практически не подвергаются разрушению (см. рис. 7а). Фактографический анализ поверхности части образца претерпевшего разрушение показывает, что излом, несмотря на отсутствии характерного ямочного рельефа, является вязким (см. рис. 7б).
Рисунок 6 – Электронное изображение поверхности излома ударного образца композиции 08Х18+08Х18Н10 (третий технологический цикл), а) – вид ударного образца после испытания, б) – электронное изображение поверхности излома
Выводы
В результате проведенных исследований показана принципиальная возможность получения многослойных заготовок листового сортамента, со слоистой структурой субмикро- и наноразметрического диапазона методом горячей прокатки с финишной ХПД.
Установлено, что в результате реализованного технологического процесса в многослойных композициях исследованных составов, в горячекатаном состоянии формируется многослойная структура, имеющая преимущественную кристаллографическую ориентировку в каждом слое.
Литература:
1 Колесников А. Г, Мечиев Ш. Т., Панова И. Ю. Состояние и перспективы применения многослойных металлических заготовок // Заготовительные производства в машиностроении, №1. 2008.С. 42-43
2 Копань В. С., Лысенко А. В. Об электросопротивлении и механических свойствах многослойных композиций на основе меди и алюминия // ФММ, 1970, 29, № 5, 1075.
3 Майборода В.П., Копань В.С., Свойства тонкослойного проката сталь-медь. Изв. АН СССР, Металлы -1973, №3. с. 132-136.
4 Карпов М. И., Внуков В. И., Волков К. Г., и др. Возможности метода вакуумной прокатки как способа получения многослойных композитов с нанометрическими толщинами слоев // Материаловедение. 2004. № 1. С. 48-53.
5 Saito Y., Tsuji N., Utsunomiya H., Sakai T. and Hong R.G. //Ultra-Fine Grained Bulk Aluminum Produced by Accumulative Roll-Bonding (ARB) Process. Scripta Mater., 39 (1998), P.1221-1227.
6 Tsuji N., Ito Y., Saito Y. and Minamino Y. // Strength and Ductility of Ultrafine Grained Aluminum and Iron Produced by ARB and Annealing. Scripta Mater., 47, 12 (2002), P.893-899.
7 Колесников А.Г., Плохих А.И., Комиссарчук Ю.С., Михальцевич И.Ю. Исследование особенностей формирования субмикро- и наноразмерной структуры в многослойных материалах методом горячей прокатки // МиТОМ.-2010.- № 6. С. 44-49