
Сегодня я бы хотел рассказать о сварочно-технологических свойствах сварочных материалов, а именно электродов. Я думаю, каждый, кто сталкивался с ручной дуговой сваркой покрытыми электродами, понимает, что электроды одной и той же марки, но разных производителей, могут существенно отличаться по качеству, то есть одними электродами комфортно варить, а другими нет. На это влияет множество факторов, таких как исходное сырье, условия транспортировки и хранения сырья, технология производства, рецептура и другие факторы. Все это оказывает существенное влияние на сварочно-технологические свойства.
Сварочно-технологические свойства
Для начала предлагаю разобраться, что относят к сварочно-технологическим свойствам. Для ручной дуговой сварки покрытыми электродами к сварочно-технологическим свойствам следует относить:
- возбуждение дуги (поджиг дуги);
- стабильность горения дуги;
- качество формирования шва в различных пространственных положениях;
- эластичность дуги;
- отделяемость шлаковой корки;
- разбрызгивание электрода;
- наличие или отсутствие козырька на электроде (не козыряет ли электрод).
Образцы для определения сварочно-технологических свойств
Если рассматривать некоторые нормативные документы, где указано, какие образцы брать для проверки сварочно-технологических свойств, такие как ГОСТ 9466-75 (Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки) или РД 34.15.132-96 (Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов), то можно заметить, что в данных документах для проверки сварочно-технологических свойств предлагается сваривать тавровые соединения пластин размером 180х140 мм. Толщина пластин зависит от диаметра проверяемых электродов и по ГОСТ 9466-75 выглядит следующим образом:
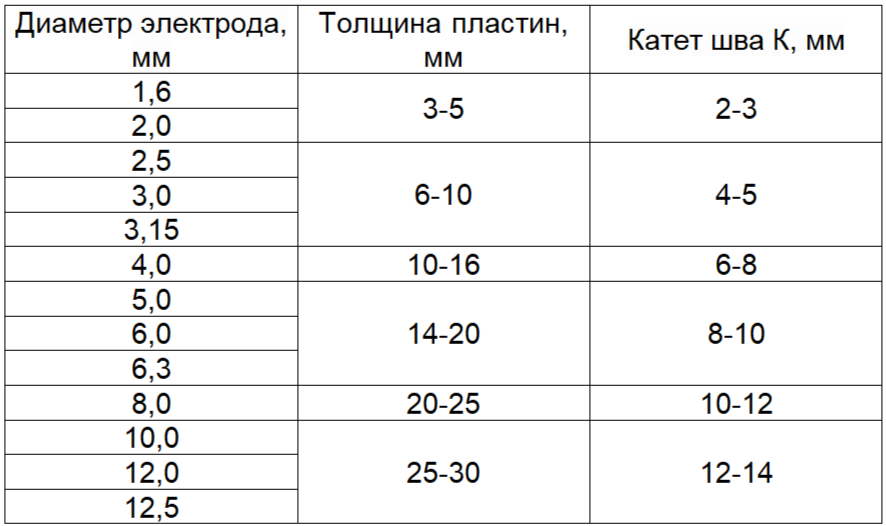
По ГОСТ 9466-75 свариваются два тавровых сварных соединения, одно из которых проваривается с одной стороны, а другое соединение сваривается с двух сторон (проверяется склонность шва к образованию трещин).
В РД 34.15.132-96 аналогичные требования по сварке таврового соединения пластин с габаритами 180х140 мм, но требования к толщине несколько разнятся:
И в РД 34.15.132-96 сваривается одно тавровое соединение, которое потом испытывают на излом.
Но с образцами не все так однозначно, и использование именно тавровых сварных соединений необязательно. В случаях, установленных стандартами или техническими условиями на электроды конкретной марки, вместо одностороннего сварного таврового образца выполняют стыковое соединение труб. Вообще, в качестве образцов можно использовать любые образцы, и лучше однотипные или идентичные тем, сварка которых будет производиться на объекте.
Определение сварочно-технологических свойств
Рассматривая нормативные документы, можно увидеть достаточно расплывчатые требования к сварочно-технологическим свойствам электродов, с отсутствием четких критериев и некоторой вольностью в интерпретации. Упомянутые выше документы устанавливают требования в следующей трактовке:
1. Дуга должна легко зажигаться и стабильно гореть.
Что понимается под лёгким зажиганием или стабильностью горения? Для каждого человека этот параметр может быть разным. Допустим, производитель электродов скажет, что они отлично зажигаются, а сварщик на производстве потом мучается.
2. Покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования “козырька”, препятствующих нормальному плавлению электрода во всех пространственных положениях для которых может применяться данных электрод.
Опять таки, нет чёткой формулировки, что оставляет некоторую вольность интерпретации результатов.
3. Образование “козырька” из покрытия размером более 4 мм и отваливание кусочков нерасплавившегося покрытия от стержня является признаком брака.
Здесь всё понятно, чёткие критерии, на которые обратить внимание, есть.
4. Образующийся при сварке шлак должен обеспечивать правильное формирование шва и легко удаляться после охлаждения.
Тоже достаточно размытое определение "правильное формирование шва" и лёгкое отделение шлака. Если забежать немного вперёд, то могу сказать, правильным вариантом является проверка отделимости шлака именно при сварке с разделкой кромок, т.к. отделение шлака в разделке и облицовке – это совсем разные вещи.
5. В металле шва и наплавленном металле не должно быть трещин.
Как я уже писал, в случае привязки к конкретному производственному объекту лучше выбирать образцы, идентичные (однотипные) свариваемым в производстве, и критерии качества подбирать также соответствующие требованиям качества к будущей конструкции.
Как видно, есть много пробелов и размытых трактовок при определении сварочно-технологических свойств. Поэтому можно взять и обобщить накопленный опыт существующих нормативных документов и немного его дополнить.
Критерии оценки сварочно-технологических свойств
Немного повторюсь. Для определения сварочно-технологических свойств электродов лучше выбирать образцы, идентичные (однотипные) свариваемым в производстве по толщине, типу деталей и материалам. Критерии качества подбирать также соответствующие требованиям качества к будущей конструкции.
Теперь по пунктам:
1. Возбуждение дуги (поджиг дуги).
2. Стабильность горения дуги.
3. Качество формирования шва в различных пространственных положениях.
Сварку необходимо производить в тех пространственных положениях, для которых предназначены исследуемые электроды.
Следует учесть, что в таблице выше указано только само формирование валика. Критерии качества по результатам визуального и измерительного контроля, а также контроль физическими методами испытаний (ультразвук, радиография и т.д.) следует производить в соответствии с критериями качества, предъявляемыми для конкретной конструкции.
4. Эластичность дуги.
5. Отделяемость шлаковой корки.
Данный критерий необходимо определять, именно производя отбитие шлака из разделки кромок.
6. Разбрызгивание электрода.
С этим критерием не все так просто. Разбрызгивание должно быть сведено к минимуму, а капли, которые остаются от разбрызгивания, не должны быть крупными и оставаться на поверхности свариваемого металла или разделки кромок. Под тем, что они не должны оставаться, я имею в виду, что они должны удаляться при легком механическом воздействии, а не как показано на рисунке ниже
Из своей практики могу рассказать один интересный и занятный случай. Однажды проводил я оценку сварочно-технологических свойств одних электродов, и вот там был просто ужас с разбрызгиванием. Причём это разбрызгивание не имело какой-то системности. Ты мог сжечь один электрод, и всё было замечательно, берёшь следующий, и до какого-то момента электрод горит нормально, а далее начинается просто что-то непонятное, начинается ужаснейшее разбрызгивание, и настолько сильное, что бенгальский огонь в сравнении с этим вообще не брызжет. И такая ерунда была со многими электродами в какой-то случайный момент времени: пол электрода сжёг, и понеслось. Остановился, беру другой электрод, 3 см электрода сжёг, и снова разбрызгивание. Электроды я, конечно же, забраковал, и как выяснилось позже, при производстве электродов накосячили что-то с обмазкой. Неравномерно перемешали компоненты, и там добавляли магний в состав обмазки, и вот в тех местах, где было много магния, начиналось файер-шоу. Тем, кто баловался с магнием, объяснять не надо, тем, кто не знает, температура кипения магния 1090 °С, а при сварке стали температура расплавленного металла и сварочной ванны порядка 1650–1750 °С, и всё это приводило к ужаснейшему разбрызгиванию.
7. Наличие или отсутствие козырька на электроде (не козыряет ли электрод).
Для начала надо понять, как определять этот параметр. Для определения размера “козырька” отбирается несколько электродов, желательно из разных пачек, и производится сварка (их расплавление) в вертикальном положении при угле наклона электрода к шву 50–60°. Измерение “козырька” производится от торца стержня электрода до наиболее удалённой части оплавившегося покрытия. В данном случае размер “козырька” не должен превышать 4 мм, а также не допускается отваливание кусочков нерасплавившегося покрытия от стержня.
Если вам необходимо провести входной контроль сварочных электродов и составить акт входного контроля или просто оценить качество сварочных электродов, можете смело пользоваться указанными критериями.
Спасибо за внимание, подписывайтесь на мой Дзен-канал, ставьте лайки и оставляйте комментарии. До новых встреч! 🔥✨