Технический разбор: как правильный уход за инструментом и оснасткой продлевает жизнь оборудованию и экономит миллионы
В погоне за новыми заказами и увеличением скорости обработки многие владельцы цехов забывают старую истину: станок любит не того, кто на нем много работает, а того, кто за ним правильно ухаживает. Мы привыкли думать, что главная угроза производству — это физический износ направляющих или шпинделя. Но на практике станки убивает не время, а пренебрежение к «расходникам».
Эксперты в области механообработки все чаще говорят о смене парадигмы: ремонт по факту поломки устарел. Сегодня в мире умного производства побеждает предиктивная аналитика и внимание к мелочам. Давайте разберемся, почему контроль состояния режущего инструмента и правильная эксплуатация оснастки — это не прихоть технологов, а жесткая экономическая необходимость, способная продлить жизнь вашего оборудования на годы.
Физика износа: как тупой резец убивает станок
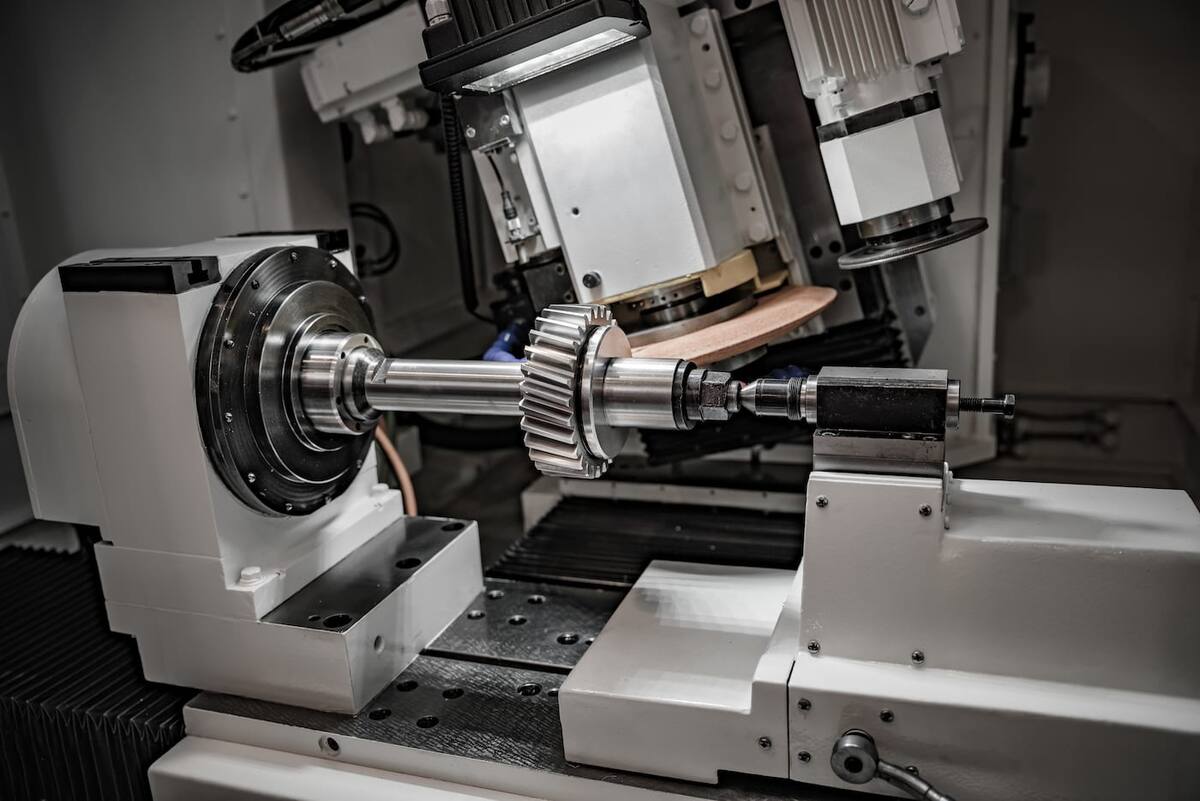
Многие операторы воспринимают износ резца или пластины как локальную проблему: «стерлась — заменим». Но это заблуждение дорого обходится. Износ инструмента — это процесс, который проходит три стадии: начальный приработок, устойчивый износ и катастрофическое разрушение . Самая коварная — вторая стадия, когда внешне инструмент еще работает, но геометрия его кромки уже изменилась.
Исследования показывают: при увеличении износа по задней поверхности всего до 0,15 мм параметр шероховатости поверхности Ra может вырасти с 0,5 до 2,0 мкм и выше . Но дело не только в качестве детали. Тупой инструмент требует большего усилия резания. Нагрузка на шпиндель, подшипники и направляющие возрастает в разы. Это приводит к перегреву узлов и появлению паразитных вибраций.
Вибрации — это «раковая опухоль» станка. Они расшатывают посадочные места, ухудшают геометрию и приводят к микротрещинам в самых дорогих компонентах. Стоимость ремонта шпинделя, который вышел из строя из-за постоянной работы на вибрациях, создаваемых изношенной фрезой, может достигать 7–8 миллионов рублей . Экономия на пластине стоимостью в несколько тысяч оборачивается миллионными убытками.
Проклятие «грязной» СОЖ и забытых фильтров
Смазочно-охлаждающая жидкость (СОЖ) — это кровь станка. Но она же может стать его ядом. Производственники часто забывают о важности качества СОЖ и ее правильной подготовки . Если пренебрегать этим, жидкость превращается в абразив.
Недостаточно отфильтрованная СОЖ с частицами стружки попадает в самые чувствительные узлы. Она разрушает уплотнения ротационных соединений, вымывает смазку из подшипников шпинделя и вызывает общую коррозию. Самое страшное, что может произойти — СОЖ через неисправные уплотнения попадает в обмотку двигателя шпинделя . Итог — дорогостоящий ремонт или полная замена электродвигателя.
Контроль давления СОЖ, чистоты фильтров и своевременная замена жидкости — это не просто «уборка». Это прямая страховка ваших инвестиций в оборудование.
Планово-предупредительный ремонт против «человеческого фактора»
Существует два подхода к обслуживанию: реактивный (сломалось — чиним) и планово-предупредительный (меняем по графику). У каждого есть минусы. Первый ведет к аварийным простоям, второй — к неоправданным затратам, когда мы меняем деталь, которая могла бы отработать еще полгода.
Идеальный вариант, к которому приходят умные производства — обслуживание по состоянию. Но для этого нужно совсем немного: вовлеченный персонал и соблюдение регламентов. Опытные инженеры отмечают шокирующий факт: часто в ремонт попадают шпиндели с маленькой наработкой, которые вышли из строя из-за неправильного ввода в эксплуатацию или банального загрязнения .
Чтобы станок жил долго, достаточно выполнять базовые правила:
- Ежесменно: обязательный прогрев шпинделя, контроль подачи смазки, чистка инструментального конуса.
- Еженедельно: проверка фильтров, осушителей воздуха, уровня масла, контроль давления СОЖ и вибраций.
- По регламенту: своевременная затачивка или замена инструмента, не дожидаясь, пока он начнет рвать металл.
Экономика чистой правды: считаем прибыль
Внедрение даже простейших систем контроля дает ошеломляющий экономический эффект. По статистике внедрений систем промышленного мониторинга, общая эффективность оборудования (OEE) на российских производствах часто варьируется в районе 15–35% . Это чудовищно низкий показатель.
При стоимости нормо-часа работы станка в 2000 рублей и парке из 10 единиц, повышение показателя OEE всего на 1% дает экономический эффект в 2,5–3 миллиона рублей в год . А 1% эффективности достигается простым сокращением простоев из-за поломок, вызванных несвоевременной заменой оснастки или плохой смазкой.
Вывод
Борьба за живучесть станка выигрывается не в момент капитального ремонта, а в каждую рабочую смену. Технологии умного производства (датчики вибрации, системы мониторинга нагрузки на шпиндель) — это мощные помощники. Но они лишь инструменты в руках человека, который понимает: чистота, смазка и своевременная замена расходников — это не затраты, а самые выгодные инвестиции в будущее вашего цеха.
Хотите узнать, как внедрить систему мониторинга состояния инструмента на вашем производстве и сократить простои на 20% уже в этом месяце?
Оставьте заявку на нашем сайте АО «ТД ДОБРОМАШ» или позвоните нам +7 (499) 397-71-62 ! Наши инженеры проведут бесплатный аудит вашего станочного парка и подберут оптимальные решения по продлению жизни оборудования с учетом именно ваших задач.
Контакты: info@dobromash-stanki.ru