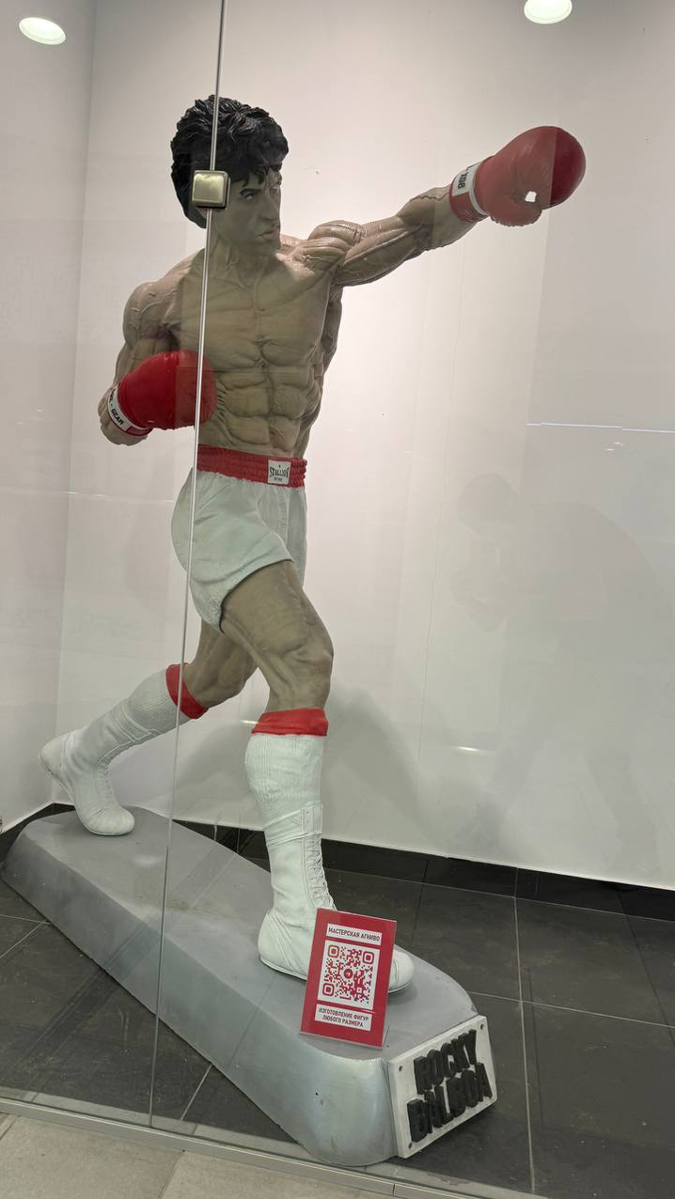
Это персонаж Рокки Бальбоа из легендарного фильма «Рокки». Его сыграл актёр Сильвестр Сталлоне.
Модель целиком напечатана смолой на принтере ANYCUBIC Photon M3 MAX! Её нам любезно предоставила студия печати «Агниво»! Найти их можно по ссылке: t.me/agnivo1
Ребята, занимаются статуями, костюмами для косплея, выступлений, делают мотоциклетные шлема. Делают это под заказ, но и ты можешь также. Сейчас мы объясним, как это сделать, здесь будет немного душно, много технических моментов, поэтому приоткройте заранее форточку. Но вы же пришли сюда за этим, а значит максимально увлечены, и почерпнете для себя что-то новое.
Поехали!
РАЗБОР КОНСТРУКЦИИ
Модель Рокки Бальбоа в полный рост из смолы – это тот случай, где решает инженерное мышление и от этого будет зависеть треснет она у вас через месяц или переживет некоторых из нас.
Краткий экскурс в мир сопромата – это наука о прочности и надёжности деталей и конструкций. Решающий фактор здесь – толщина внешней оболочки, стенки, а не внутренние перегородки. Делать деталь полнотелой, означает – изводить материал зря.
Почему так?
Любая деталь под нагрузкой – изгибается, растягивается, крутится. Все напряжения возникают исключительно на внешних волокнах, то есть на стенках, которые является основной несущей конструкцией. Внешняя оболочка несёт основную нагрузку.
Золотое правило: фигурка стоит – значит она колонна, поза динамичная – рычаг.
Поэтому сразу сделаем для себя вывод – важна толщина стенок, внутреннее наполнение для нас вторично, потому что фигурка статичная. Но поза динамичная, поэтому в некоторых частях фигурки у нас будет образовываться система рычага. Максимальные напряжения у нас в ногах, тазу, пояснице и плечах.
Если с нагрузками и пониманием распределения нагрузок мы разобрались, теперь важно понять какая смола нам подойдёт.
ВЫБОР СМОЛЫ И ТОЛЩИНЫ СТЕНОК
В данной фигурке мы выбираем два типа смолы: Craftman и Tough. Craftman даёт нам прочность и жёсткость конструкции, Tough вязкость. Цель смеси – снизить хрупкость, сохранить детализацию, создать хороший и прочный каркас.
Оптимальный рабочий диапазон – 70% Craftman, 30% Tough.
Соотношение 80/20 – конструкция более жесткая, но нет достаточной прочности на изгиб, будут копится внутренние напряжения, которые могут привести к трещинам
60/40 – хуже детализация
50/50 – ползучесть конструкция, временная деформация за счёт накопления «усталости» материала
Со смолами определились, теперь перейдём к толщине стенок.
Рост Рокки Бальбоа 1,78 метра, поза динамичная «в ударе», корпус скручен. Нам надо сделать так, чтобы даже стоячая фигурка прожила максимально долго.
Принцип такой – нужен градиент толщины, нижняя часть с толстыми стенками, выше – тоньше. Внутренние конструкции бесполезны и не решают задачу в нашем случае, создают иллюзию прочности. Они могут быть полезны для стабильности печати, но не как несущая конструкция. Перегородки не работают как армирование, не увеличивают момент инерции, но добавляют вес модели, что в данном случае весьма критично. Стенка работает, решётка внутри нет. Но оставляем её как элемент для стабильности печати. Параметры ячейки можно выбрать в 99 мм, это максимальное значение в программе Anycubic Workshop.
Условимся, что ноги у нас несут основную нагрузку, тогда стопы и части до колена должны быть толщиной 15 мм, ноги выше колена до таза 12 мм, таз 10 мм, корпус 8 мм, плечи 6 мм, руки 5 мм, голова 4 мм. Всё это получено из расчётов и формул, но самый простой вариант сейчас – обратиться к нейросети, она поможет быстрее, чем вы возьмете карандаш в руки для расчётов.
Теперь, когда у нас есть общее представление о толщине стенок, приступаем к нарезке фигурки в Anycubic Workshop
WORKSHOP. НАРЕЗКА, ЗАПОЛНЕНИЕ, СБОРКА
Данная модель напечатана на принтере Anycubic M3 MAX. У него огромное поле печати (300 × 298 × 164 мм), но даже его рабочие параметры не дают нам печатать некоторые из частей тела за один заход. Для нарезки отдельных деталей на части используем такой инструмент как «Free Cut» в меню «Edit».
Для склейки деталей из частей используем цианакрилатный клей, вам понадобится его много. К заполнению деталей изнутри мы вернёмся чуть позже.
Подставка для модели. Она должна быть максимально тяжелой и прочной, смещать центр тяжести всей фигуры в самый низ, сделать её устойчивой к прикосновениям, качениям и тд.
Самым правильным и верным решением здесь является – отлить подставку из цемента. Бетонная подставка создаст надёжное и устойчивое основание.
Возвращаемся к вопросу по пустотам и чем их заполнить для стабильности конструкции? Задачи: снять частично нагрузку на внешние стенки, обеспечить целостность конструкции. Для внутреннего усиления используем обкаточный литьевой пластик, это увеличивает прочность внешних стенок на разрыв. Материал для заливки внутрь распечатанных деталей должен обладать низким весом, чтобы не создавать излишней нагрузки на всю систему в целом. Поэтому лучшим решением будет использовать двухкомпонентную полиуретановую пену. Для прочности последующего соединения деталей создаём внутри металлический скелет.
На фото выше наглядно изображено, как используются металлические профили вкупе с базовыми креплениями модели для создания прочной и устойчивой конструкции. Длина проникновения металлического каркаса подбирается индивидуально и должна быть достаточной для того, чтобы устранить излишнее раскачивание конструкции при дальнейшей сборке.
После создания внутреннего каркаса и заполнения пустот в деталях наступает этап сборки и подгонки деталей. Лучшим союзником здесь будет усидчивость, потому что места стыка деталей необходимо склеивать.
После высыхания используем автомобильный грунт эпоксидный или полиуретановый. Грунтовка швов — это отдельный этап, требующий мастерства. Важно аккуратно «склеить» швы, скрыть их, затем восстановить на месте шва первоначальный рельеф/рисунок/детализацию. После чего вся модель грунтуется дополнительно сверху.
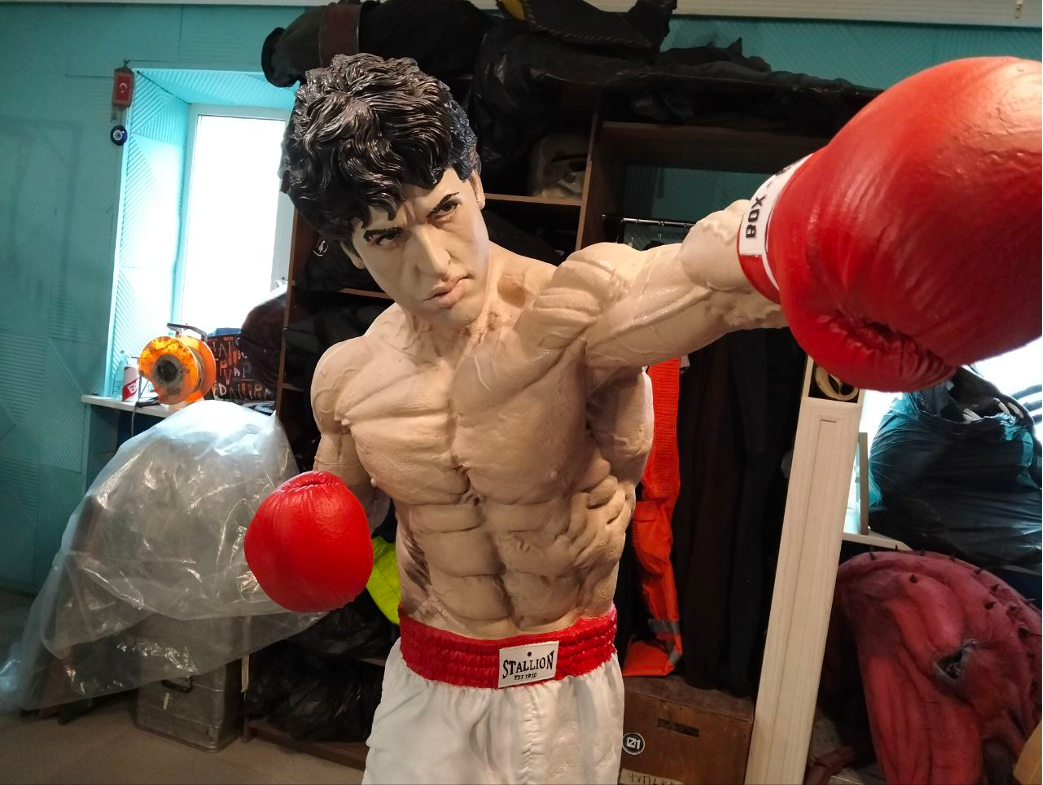
ПОКРАСКА И ИТОГ
Покраска – важный этап завершения готовой модели. От того насколько качественно выполнен окрас зависит как раз «Вау эффект», который и заставил вас дочитать всё до конца. Краски не будут прочно держаться на застывшей фотополимерной смоле, недостаточно адгезии. Поэтому перед покраской используем слой грунтовки (общий), мы упоминали о нём немного выше. Для чего он нужен? Это промежуточный слой, который глубоко проникает в структуру фотополимерной сломы, выравнивает неровности. К грунтовке хорошо прилипают краски, не образовываются сколы и пузырьки при покрасе. Мы рекомендуем акриловые грунты. Цвет грунта зачастую подбирают, исходя из того, какой будет основной цвет, либо как в нашем случае можно использовать грунт серого цвета, поскольку он нейтрален и на него можно нанести любые оттенки.
По приблизительным затратам – смолы ушло около 35 литров, килограмм грунтовки, краски, и тонны терпения и человеческих часов. Но любая задача решаема, когда есть желание и энтузиазм. Мы много уделили время технической составляющей, именно печати, но основная и самая трудозатратная часть – это сборка, подготовка к покраске и сама покраска.