Продолжая тему прогрессивных способов сварки, сегодня я хотел бы рассказать про процесс CMT. Это сокращение от выражения Cold Metal Transfer – перенос холодного металла. CMT-процесс – это сварка короткой дугой. Специфические условия отделения капли от торца электрода способствуют тому, чтобы переносимый в разделку электродный материал был относительно холодным по сравнению с общепринятым процессом MIG/MAG сварки (примерно на 30%).
При традиционной MIG/MAG сварке короткой дугой образование капли на торце электрода является следствием прохождения тока через проволоку и дуговой промежуток, что требует относительно высокого значения тока для обеспечения отделения капли.
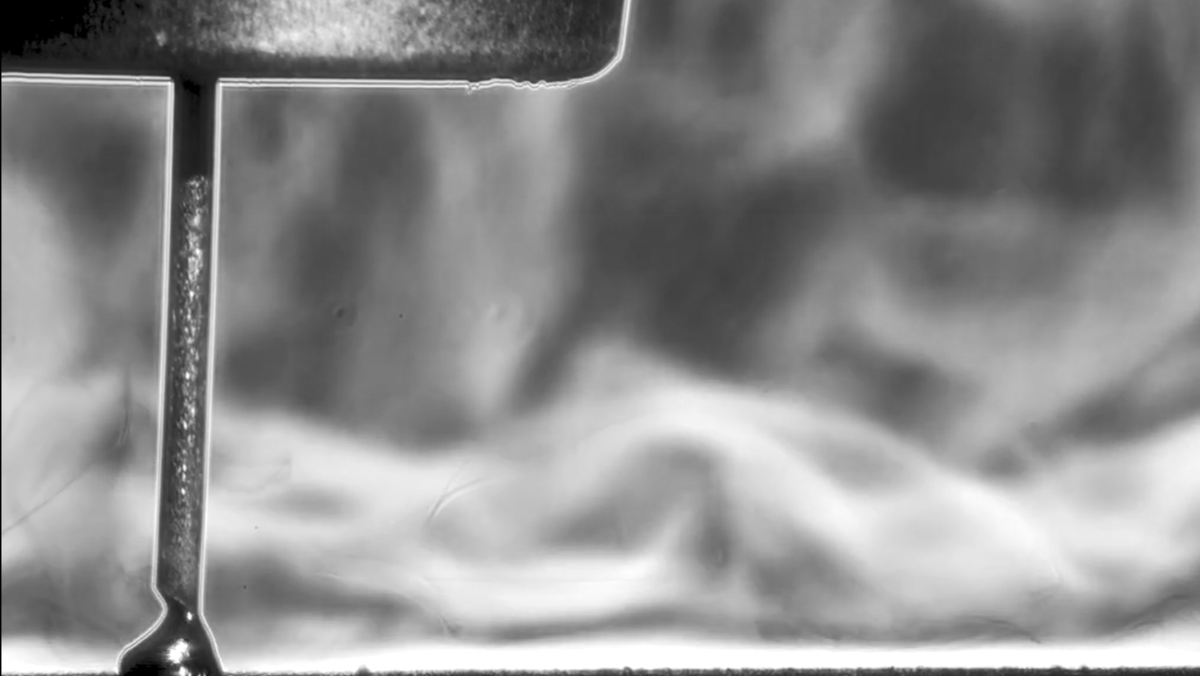
Новым в СМТ – процессе является то, что проволока подается периодически то вперед (по направлению к сварочной ванне), то осуществляется обратное движение. Это означает, что проволока попеременно подается вперед и тянется назад. Цифровое управление процессом распознает короткое замыкание и способствует отрыву капли посредством отвода проволоки – до 170 раз в секунду!
Характерное отличие процесса CMT по сравнению с общепринятым процессом MIG/MAG сварки состоит в том, что переход электродного металла в шов происходит при низком токе. При традиционной MIG/MAG сварке короткой дугой ток резко повышается в фазе короткого замыкания. Ниже показан пример ВАХ стандартного процесса MIG/MAG сварки.
При процессе CMT, напротив, ток в фазе короткого замыкания очень низкий. Несмотря на то, что значения тока в фазе короткого замыкания очень низкие, тем не менее, отделение капли возможно, так как обратное движение проволоки обеспечивает отделение жидкой капли от торца нерасплавленной части проволоки. В результате электродный металл переносится с минимальным тепловым вложением.
Ещё одним характерным отличием СМТ-процесса по сравнению с обычным процессом является то, что движение проволоки становится ещё одним параметром процесса сварки. Таким образом расширяется гибкость технологической сварочной системы, т.е. её способность к оптимизации. При обычной сварке, напротив, движение проволоки задаётся фиксировано и не интегрировано в управление. Ниже показан пример ВАХ СМТ-процесса.
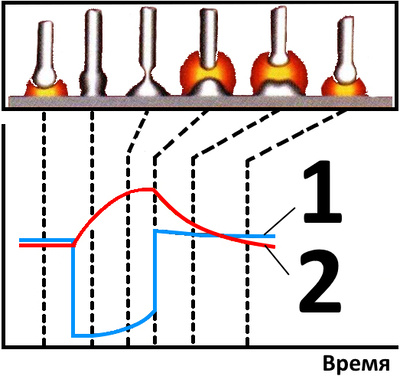
Если интересно, насколько быстро происходит данный процесс, то ниже на рисунке представлена раскадровка процесса СМТ с указанным временем в миллисекундах.
Сварочный процесс CMT позволяет получать сварные и паяные швы практически без образования брызг. Кроме того, благодаря особенностям процесса CMT возможна очень точная регулировка длины сварочной дуги, поскольку она устанавливается механически через периодически повторяющееся короткое замыкание и обратное движение проволоки. При поджиге сварочной дуги временной промежуток между первым контактом проволоки с материалом и образованием стабильной сварочной дуги в процессе CMT уменьшен приблизительно в два раза по сравнению с использованием классического процесса сварки.
Для сложнейших швов и специальных требований разработчики процесса СМТ (Fronius) усовершенствовали и соединили его возможности в различных комбинациях. Результат: три дополнительных процесса (CMT Pulse, CMT Advanced и CMT Advanced Pulse), позволяющие найти совершенное решение практически для любого случая применения. И при этом гарантирующие отличные результаты. Эти процессы могут находить применение в областях, где возможно повышенное образование трещин и необходима повышенная скорость сварочного процесса.
CMT PULSE – Этот процесс сочетает импульсный цикл с циклом CMT и за счет этого оказывает большее тепловое воздействие. Целенаправленное, регулируемое добавление импульсов обеспечивает большой диапазон мощности и гибкость применения.
CMT ADVANCED – еще «холоднее», чем CMT. В этом случае полярность сварочного тока интегрирована в управление процессом. Смена полярности происходит в фазе короткого замыкания, что обеспечивает стабильность процесса CMT. Результаты: целенаправленное тепловое воздействие, способность к максимальному перекрытию зазоров и увеличение мощности плавления до 60 %.
CMT ADVANCED PULSE – Циклы СМТ отрицательной полярности и импульсные циклы положительной полярности комбинируются, позволяя достичь абсолютной точности и наивысшей степени контроля дуги.
Достоинства данного способа очевидны. Но если акцентировать внимание на преимуществах СМТ-процесса для сварки высокопрочных сталей, то:
- СМТ-процесс обеспечивает возможность сварки на пониженных силах тока и величинах сварочного напряжения, что снижает тепловложение в основной металл;
- использование режимов сварки CMT Pulse, CMT Advanced и CMT Advanced Pulse позволяет осуществлять регулировку тепловложения в основной металл и обеспечивает высокую скорость сварки;
- вероятность образования трещин при использовании СМТ-процесса резко снижается с одновременным повышением производительности процесса (CMT Pulse, CMT Advanced и CMT Advanced Pulse).
Видео процесса СМТ-сварки можете посмотреть на моем канале по ссылке. В следующей статье я расскажу о сварке по методу STT (Surface Tension Transfer).
Спасибо за внимание, подписывайтесь на мой Дзен-канал, ставьте лайки и оставляйте комментарии. До новых встреч! 🔥✨