В статье буду использовать разные обозначения станка, но это все про одно и то же:
- ГОЦ / горизонтальный обрабатывающий центр / ГФС / горизонтальный фрезерный станок / горизонтал / горизонтально-фрезерный ОЦ / горизонтальный обрабатывающий центр.
- ВОЦ / вертикальный обрабатывающий центр / ВФС / вертикальный фрезерный станок / вертикалка / вертикально-фрезерный ОЦ / вертикальный обрабатывающий центр
Выбор между вертикальным и горизонтальным фрезерным центром с ЧПУ - фундаментальный вопрос, который встает и перед технологом и руководителем производства при техническом перевооружении производства и расширении производственных мощностей.
Напишу сразу… к сожалению, здесь нет, и не может быть универсального ответа... Здесь, примерно, как в хирургии: для трепанации черепа нужен один инструмент, а для остеосинтеза уже совсем другой. Замена одного другим возможна, но цена ошибки – это уже потеря в производительности, качестве и, в конечном счете, в деньгах.
Я прошел через десятки внедрений станков на производстве, и могу с уверенностью сказать: выбор станка начинается не с каталога, а с чертежа детали и расчета себестоимости ее производства.
Давайте разберем анатомию этих двух типов компоновок, отбросив маркетинговый туман и сосредоточившись на чистой механике, физике процесса резания и, конечно, экономике.
1. Кинематическая компоновка
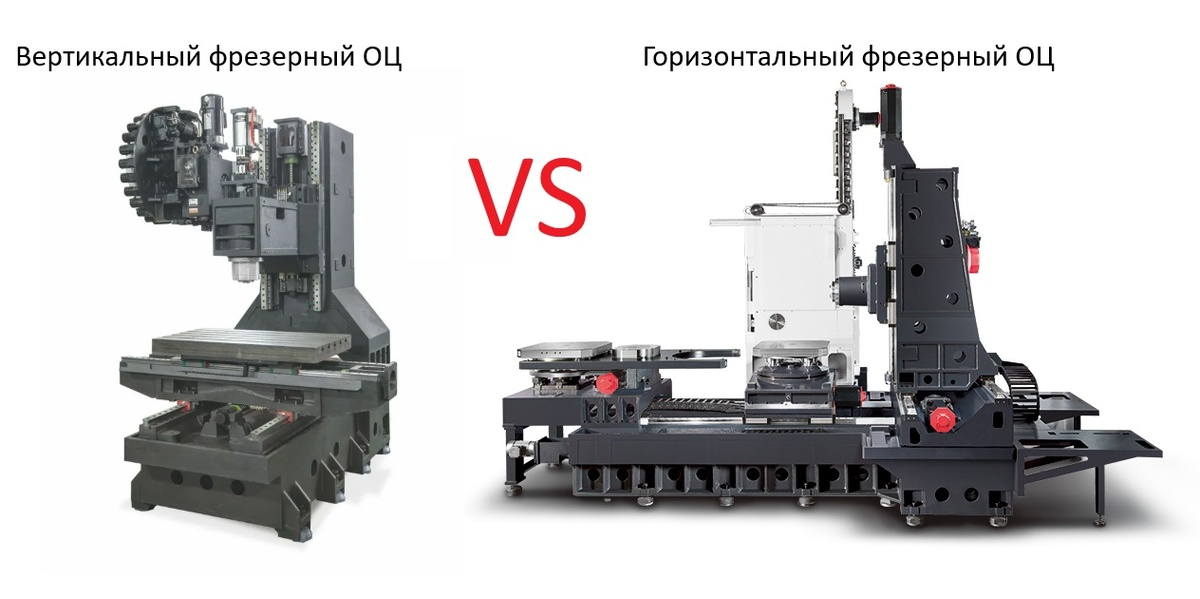
Главное и определяющее отличие вертикально-фрезерного и горизонтально-фрезерного станка с ЧПУ кроется в ориентации шпинделя. Но за этим простым фактом тянется целый шлейф конструктивных особенностей, влияющих на жесткость системы, доступ к детали и динамику обработки.
А) Вертикальная компоновка (обрабатывающие центры с вертикальным шпинделем — Vertical Machining Center = VMC).
Здесь шпиндель установлен вертикально - смотрит вниз, перпендикулярно плоскости стола станка. Это классическая 3-осевая компоновка, где оси X и Y — это движения стола, а ось Z — движение шпиндельной бабки (шпиндельного узла / колонны). Такая структура интуитивно понятна: мы как будто работаем мощным сверлильным станком, но с возможностью фрезерования. Основные несущие элементы часто выполнены по принципу «портала» или «консоли» с колонной (от производителя к производителю возможны разные варианты).
Б) Горизонтальная компоновка (обрабатывающие центры с горизонтальным шпинделем — Horizontal Machining Center = HMC).
Шпиндель станка здесь расположен параллельно плоскости стола. Ключевое отличие – это конструкция стола. Чаще всего это поворотный стол (планшайба) с горизонтальной осью вращения (ось B), установленный на салазках, которые перемещают его в продольном (обычно Z) направлении. Вертикальное перемещение (Y) и поперечное направление (X) чаще всего осуществляется самой шпиндельной бабкой. Это кардинально меняет схему подвода инструмента к детали (по сравнению с вертикально-фрезерным станком).
2. Эксплуатационные преимущества и технологические ограничения вертикально-фрезерных станков
Плюсы вертикальных фрезерных обрабатывающих центров:
- Низкий порог входа. Это действительно самое доступное решение с точки зрения начальных инвестиций. Простота конструкции и широчайшая распространенность делают их «рабочими лошадками» множества производств. Это очень популярное оборудование на наших производствах.
- Эргономика и наладка. Открытый доступ к рабочей зоне и отличная визуальная видимость процесса резания - это большое преимущество для оператора. Настройка нулей, контроль износа инструмента, выверка оснастки выполняются быстро и интуитивно. Для единичного и мелкосерийного производства этот фактор часто становится решающим.
- Компактность. Небольшая занимаемая площадь, что бывает критично для стесненных условий.
- Работа с длинномерными деталями. Действительно, оснастив VMC поворотным столом (ось A) и задней бабкой (или контр-опорой), мы получаем эффективный 4-осевой комплекс для обработки валов или длинных рам и профилей.
Минусы и подводные камни вертикально-фрезерных станков (VMC):
- Проблема многосторонней обработки. Если деталь - куб или сложный корпус, требующий обработки с 4-х, 5-ти или даже 6 сторон, то на VMC без переустановок не обойтись. Установка наклонно-поворотного стола решает эту проблему лишь отчасти. Планшайба становится вертикальной, и установка тяжелой, корпусной детали на такой стол - операция нетривиальная. Жесткость системы после такого нагромождения часто ниже, чем у "родного" поворотного стола горизонтального станка HMC. Кроме того, увод детали от центра вращения создает огромные моменты инерции, ограничивая динамику обработки.
- Стружкоудаление. Стружка под действием силы тяжести и потока СОЖ падает на стол, под деталь, в Т-образные пазы. Она перемалывается, повторно врезается в зону резания. Это значительно снижает стойкость инструмента и портит поверхность детали. Даже мощные системы смыва и конвейеры не всегда справляются, особенно при обработке вязких материалов (нержавейка, алюминий) с обильным стружкообразованием. Оператору приходится останавливать обработку для чистки – делать технологический останов, который влияет на Штучное время (увеличивает).
- Ограниченная жесткость при больших вылетах. При обработке глубоких полостей / использовании длинного инструмента консольная нагрузка на шпиндель максимальна, что может приводить к вибрациям.
3. Сильные стороны и особенности горизонатально-фрезерных станков (HMC)
Плюсы горизонтальных фрезерных обрабатывающих центров:
- Многосторонняя обработка за один установ. Это их стихия. Поворотный стол (ось B) позволяет просто обработать деталь с 4 сторон, а с использованием угловой оснастки (или наклонно-поворотного стола) - с 5-ти без переустановки. Это и есть основа высокой точности за счет сохранения единства технологических баз.
- Палетная система – база автоматизации. Горизонтальные обрабатывающие центры с ЧПУ со сменой палет – это идеальные кандидаты для встраивания в ячейку ГПС (гибкая производственная система). Пока на одной палете (спутнике) в рабочей зоне идет обработка, оператор на позиции загрузки снимает готовую и устанавливает новую заготовку на вторую палету. Время замены палеты – вспомогательное время (не менее 30 сек) - это и есть непроизводительное время станка. При многостаночном обслуживании коэффициент загрузки шпинделя (машинное время) приближается к 90%. VMC с ручным переустановом деталей таких показателей даже далеко не видит.
- Эталонное стружкоудаление. Это, пожалуй, главное технологическое преимущество. Стружка падает ВНИЗ, мгновенно покидая зону резания. Она не влияет на нагрев детали, не царапает обработанные поверхности, не приводит к сколам инструмента. Конструкция станины горизонтально-фрезерного станка с центральным стружечным желобом и мощными шнеками или конвейером решает все проблемы отвода стружки из зоны резания.
- Высокая жесткость. Благодаря симметричной конструкции, большему весу и мощным направляющим, горизонталы зачастую способны выдерживать более высокие нагрузки и снимать больший припуск за проход, чем сопоставимый по размеру стола вертикальный фрезерный станок. Точка приложения сил резания находится близко к несущим направляющим станины – это очень благоприятно для использования повышенных режимов резания.
Минусы горизонтальных фрезерных обрабатывающих центров (HMC):
- Высокая стоимость. Сам станок, инструментальная оснастка, приспособления (плиты, угловые головы), системы управления палетами… все стоит дороже по сравнению с вертикальными ОЦ.
- Плохая видимость и доступ. Заглянуть внутрь рабочей зоны, загороженной плитой и колонной оснастки - сложно. Оператор полагается на датчики, экраны и программы имитации обработки (верификацию). Доступ для ручной замены инструмента или оснастки - также ограничен.
- Требования к площади. Габариты и вес значительно выше - потребуется больше места в цехе.
4. Практические рекомендации по выбору
Итак, я рекомендую опираться на следующий алгоритм выбора того или иного станка с ЧПУ:
Выбирайте Вертикальный центр (VMC), если:
- Детали преимущественно плоскостные (плиты, крышки, рамки), обрабатываются с одной стороны или по контуру.
- Номенклатура широкая, а серийность мелкая или среднесерийная. Гибкость переналадки здесь важнее секунд машинного времени.
- Бюджет ограничен, а место в цехе в дефиците.
- Часто обрабатываются длинномерные детали типа валов (с использованием дополнительных осей).
- Производство находится на этапе становления, и квалификация персонала еще не позволяет работать со сложной горизонтальной логикой.
Выбирайте Горизонтальный центр (HMC), если:
- Детали - корпусные, требующие обработки с 4-х сторон с высокими требованиями к точности взаимного расположения осей и плоскостей.
- Серийность производства средняя, крупная или массовая. Ваша цель - максимальная загрузка шпинделя (снижение вспомогательного времени) и минимизация ручного труда.
- Вы планируете автоматизацию - создание обрабатывающей ячейки или линии с участием роботов или палетных систем.
- Детали тяжелые (более 300-500 кг) и их кантовка вручную ограничена, невозможна или опасна.
- Материал детали дает трудноудаляемую стружку (например, серый чугун, алюминиевые сплавы), а стружки образуется много в процессе обработки.
Заключение
Помните: дешевизна вертикальных обрабатывающих центров - это лишь верхушка айсберга. При расчете себестоимости детали нужно учитывать трудоемкость операций, количество переналадок, стоимость брака от зарезания стружкой и время простоя станка. Для простых деталей ВФС - это идеальный и недорогой инструмент. Для сложных корпусов, где точность и производительность выходят на первый план, ГОЦ с его философией многосторонней обработки и идеального стружкоудаления – это действительно верное техническое решение, которое окупается многократно на протяжении своего жизненного цикла.
Выбор за вами, но выбирать нужно головой, вооруженной точными цифрами и знанием технологии.
Если вам надо, чтобы мы посмотрели ваши чертежи и помогли советом – что же лучше выбрать – горизонтальный или вертикальный обрабатывающий центр с ЧПУ – просто напишите нам.
Напоминаю, что у нас есть полноценный сайт про подбор станков и Телеграмм канал, где мы публикуемся часто и по делу! Ждем вас!