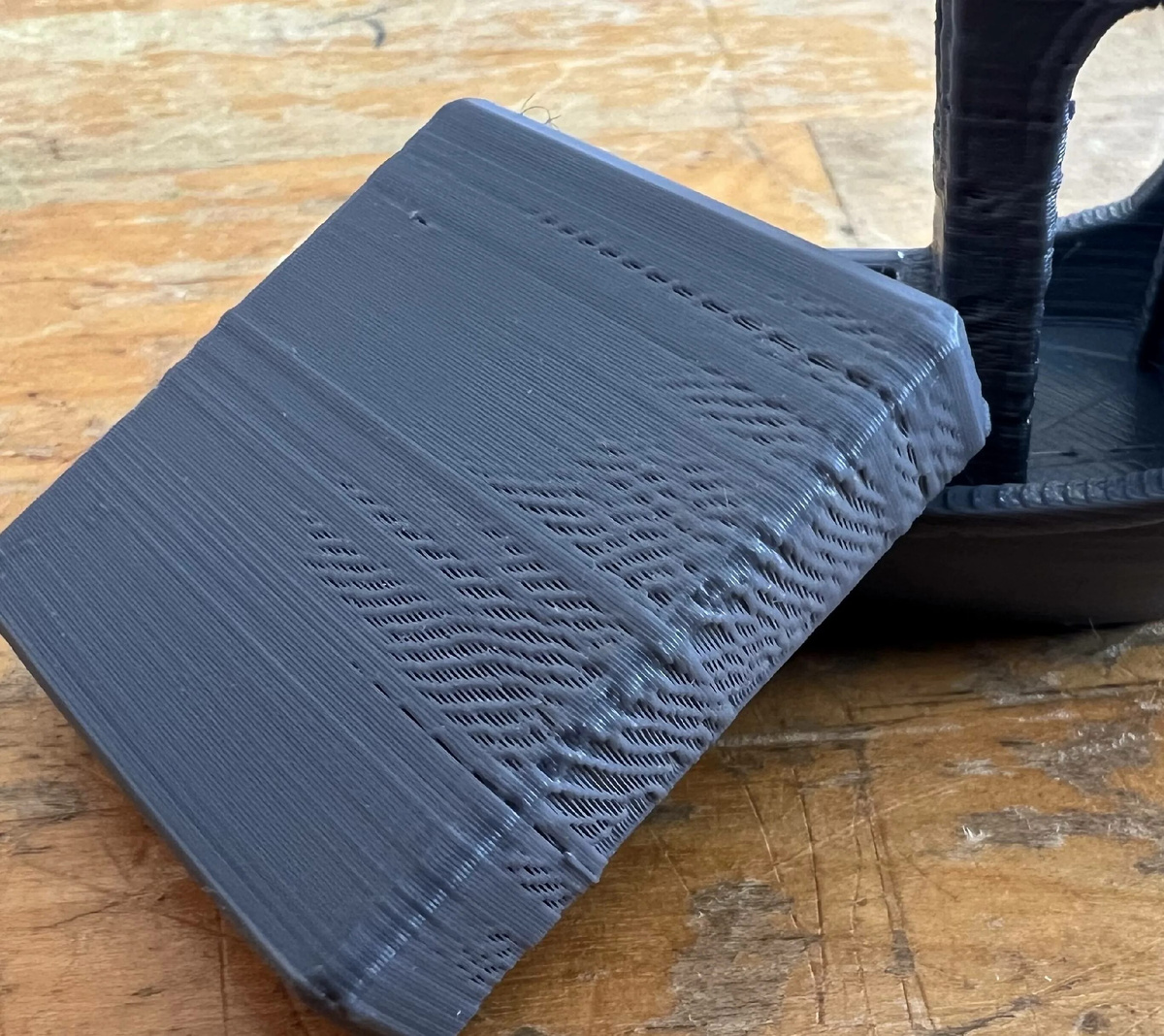
Сталкиваетесь с тем, что ваши 3D-модели получаются хрупкими и пористыми? Возможно, виной всему недоэкструзия (недостаточная подача пластика).
Недоэкструзия возникает, когда ваш 3D-принтер выдавливает недостаточно филамента для формирования плотных и точных слоев. Вы можете заметить слишком тонкие стенки, зазоры между линиями или общую слабость деталей. Это одна из самых частых проблем в FDM-печати, но, к счастью, её довольно легко устранить.
Каковы причины недоэкструзии?
Недоэкструзия возникает из-за механических, температурных или связанных с материалом проблем, которые препятствуют плавной подаче филамента. Часто это комбинация сразу нескольких факторов:
- Засоренное или изношенное сопло: Частичные засоры снижают поток пластика.
- Неправильная настройка скорости потока (Flow rate): Если слайсер не откалиброван, вы получите меньше материала, чем ожидалось.
- Слишком низкая температура: Филамент не плавится и не течет должным образом.
- Влага в филаменте: Влажный пластик пузырится и подается неравномерно.
- Проскальзывание экструдера: Слабое натяжение или изношенная подающая шестерня ухудшают захват нити.
- Поднятие тепла (Heat creep): Тепло, поднимающееся вверх по хотэнду, слишком рано размягчает филамент, блокируя его путь. Особенно этому подвержен PLA-пластик.
- Неоднородный филамент: Изменения диаметра нити заставляют экструдер подавать слишком много или слишком мало пластика. Даже разница между 1,80 мм и 1,75 мм создает проблемы.
- Слишком высокая скорость печати: Печать на скорости, превышающей ту, при которой хотэнд успевает плавить пластик, вызывает пропуски прямо посреди слоя.
- Проблемы с трубкой Боудена (Bowden): Длинные трубки добавляют трения и изгибов, а ослабленные или изношенные фитинги (муфты) позволяют трубке двигаться во время ретрактов (откатов).
Как диагностировать недоэкструзию
Чтобы распознать недоэкструзию, полезно понимать, как работает FDM 3D-печать и на какие признаки следует обращать внимание. Если ваши распечатки кажутся хрупкими, первым делом проверьте, носит ли проблема постоянный или случайный характер. Постоянные проблемы обычно указывают на аппаратную часть, тогда как случайные чаще всего связаны с филаментом или настройками слайсера.
Вот простой контрольный список:
- Напечатайте тест: Распечатайте небольшой калибровочный кубик или тест с одной стенкой. Внимательно осмотрите его при хорошем освещении. Зазоры, тонкие места или просвечивающие участки означают недоэкструзию.
- Измерьте филамент: Замерьте диаметр филамента штангенциркулем в разных местах катушки. Если он варьируется более чем на ±0,05 мм, качество пластика вызывает сомнения.
- Сравните толщину стенок: Измерьте толщину стенки вашей тестовой модели и сравните ее с тем, что было задано в слайсере. Большие расхождения подтверждают проблему с экструзией.
- Понаблюдайте за первым слоем: Посмотрите, как принтер печатает первый слой. Щелчки или пропуски шагов означают, что экструдер не справляется. Звук скрежета означает, что подающая шестерня «жует» филамент, не продвигая его.
- Осмотрите сопло: Проверьте его на наличие частичных засоров, которые могут ограничивать поток.
- Проверьте слайсер: Убедитесь, что настройки множителя экструзии (extrusion multiplier) в слайсере подходят для вашего материала и принтера.
- Проконтролируйте нагрев: Убедитесь, что сопло и стол нагреваются до нужных температур.
- Оцените состояние пластика: Проверьте филамент на влажность или нестабильность диаметра, которые могут стать причиной неравномерной подачи.
Как исправить недоэкструзию на аппаратном уровне
Если проблема кроется в аппаратной части («железе»), вот что вы можете попробовать:
- Замените или очистите сопло: Удалите засоры и замените изношенные наконечники.
- Добавьте силиконовый чехол (носок): Он помогает поддерживать более стабильную температуру сопла.
- Улучшите охлаждение: Замените или модернизируйте вентилятор радиатора или термобарьер (heat break).
- Настройте правильное натяжение экструдера: Убедитесь, что подающая шестерня надежно захватывает филамент, не стачивая его (не перетирая в пыль).
- Перейдите на редукторный экструдер (geared drive): Больший крутящий момент обеспечивает более надежную экструзию.
- Уменьшите длину трубки Боудена: Чем короче путь, тем более плавной будет подача пластика.
- Надежно закрепите фитинги: Ослабленные крепления могут приводить к люфтам и зазорам на пути прохождения филамента.
- Используйте качественные катушки и держатели: Это предотвратит запутывание и случайные зацепы нити при разматывании.
Если вы не хотите самостоятельно возиться с калибровкой, изношенными соплами или проблемами с влажностью пластика, вы можете рассмотреть возможность заказа FDM-печати через сервис Protolabs Network. Это простой способ избежать метода проб и ошибок и каждый раз получать качественные, полностью плотные (монолитные) детали.
Недоэкструзия и выбор материала
Различные материалы для 3D-печати имеют свои особенности экструзии. Правильный подбор настроек под конкретный пластик позволяет решить множество проблем с недоэкструзией еще до их появления.
- PLA: Очень чувствителен к преждевременному размягчению пластика в термобарьере (heat creep) и требует мощного охлаждения.
- PETG: Требует более высоких температур сопла и менее интенсивного обдува модели.
- ABS / Нейлон (Nylon): Для предотвращения деформации (коробления и усадки) лучше всего использовать принтеры с закрытой подогреваемой камерой.
- TPU (гибкие флекс-пластики): Печатаются лучше всего на низких скоростях и требуют максимально закрытого канала подачи филамента (без зазоров между шестерней и трубкой).
- Композитные пластики (наполненные волокном): Во избежание засоров и быстрого износа требуют использования закаленных сопел и тщательной калибровки настроек.
Особенности проектирования для предотвращения недоэкструзии
Если при проектировании вы учитываете сильные стороны вашего принтера, вы сможете избежать создания элементов, которые выводят его за пределы возможностей и создают риск недоэкструзии.
- Толщина стенки: Ориентируйтесь как минимум на две ширины сопла (например, 0,8 мм для сопла 0,4 мм). При меньшей толщине любые проблемы с подачей пластика становятся гораздо заметнее.
- Нависающие элементы (Overhangs): Старайтесь делать углы менее 45° или добавляйте поддержки. Печать «в воздухе» сразу же проявляет недоэкструзию в виде провисаний и опадения нитей.
- Мелкие детали: Не проектируйте элементы, размер которых меньше диаметра вашего сопла. Для создания действительно сложных и миниатюрных форм лучшим выбором будет технология SLA.
- Высота слоя: Придерживайтесь диапазона 25–75% от диаметра вашего сопла. Слишком тонкие слои требуют идеального потока и, как правило, первыми портятся при неравномерной экструзии. Ознакомьтесь с нашим руководством по влиянию высоты слоя, чтобы подобрать рабочие настройки.
- Оболочка (Shell) и заполнение (Infill): Выбирайте параметры периметров и заполнения так, чтобы найти баланс между прочностью и расходом материала. Увеличение количества периметров оболочки часто лучше маскирует небольшую недоэкструзию, чем опора исключительно на редкое внутреннее заполнение.
Влияние недоэкструзии на качество детали
Недоэкструзия может испортить внешний вид детали, но, что еще важнее, она способна фундаментально ослабить ее внутреннюю структуру.
- Снижение прочности и жесткости: Зазоры между линиями означают, что слои не сцепляются должным образом (плохая межслойная адгезия), поэтому детали могут сломаться при гораздо меньших нагрузках.
- Пористость: Воздушные карманы внутри распечатки делают деталь хрупкой и непригодной для удержания жидкостей или работы под давлением. Даже чисто декоративные элементы в итоге выглядят неаккуратно и незаконченно.
- Хрупкие детали: Тонкие стенки, маленькие отверстия и мелкие элементы разрушаются первыми при неравномерной подаче пластика. В целом деталь может выглядеть неплохо, но ключевые конструктивные элементы не выдержат реальной эксплуатации.
Чек-лист для устранения неполадок
Заметив признаки недоэкструзии, систематически пройдитесь по этому списку:
- Симптом: Зазоры в стенках
Вероятная причина: Засор сопла, низкая скорость потока (flow rate).
Быстрое решение: Очистите сопло, увеличьте текучесть на 2–5%. - Симптом: Хрупкие, ломкие детали
Вероятная причина: Слишком низкая температура, влажный филамент.
Быстрое решение: Увеличьте температуру на 5–10°C, просушите филамент при 40–60°C в течение 4–6 часов. - Симптом: Скрежещущие звуки из экструдера
Вероятная причина: Плохое натяжение экструдера, проскальзывание шестерни.
Быстрое решение: Отрегулируйте натяжение, проверьте подающую шестерню на предмет износа. - Симптом: Неравномерная экструзия
Вероятная причина: Влага или нестабильный диаметр филамента.
Быстрое решение: Используйте сухой, качественный пластик; проверяйте диаметр штангенциркулем. - Симптом: Пропущенные слои
Вероятная причина: Слишком большой откат (retraction), засоренное сопло.
Быстрое решение: Уменьшите длину отката, очистите или замените сопло. - Симптом: Ограничение скорости печати
Вероятная причина: Хотэнд не успевает плавить пластик достаточно быстро.
Быстрое решение: Снизьте скорость печати на 25% или увеличьте температуру сопла. - Симптом: Сбой на середине печати
Вероятная причина: Поднятие тепла (heat creep) вызывает образование пробок.
Быстрое решение: Улучшите охлаждение, модернизируйте термобарьер, проверьте вентилятор радиатора. - Симптом: Неверные показания температуры
Вероятная причина: Неисправность нагревательного элемента или термистора.
Быстрое решение: Проверьте температуру с помощью инфракрасного термометра.
Альтернативы настольным FDM-принтерам
Если недоэкструзия стала вашей постоянной проблемой, возможно, стоит рассмотреть переход на другие технологии аддитивного производства. Эти процессы обеспечивают бóльшую стабильность, точность и лучшие характеристики материалов по сравнению с настольной FDM-печатью. Варианты включают:
- Промышленный FDM: Обеспечивает более строгий контроль процесса, большие области построения и более высокую надежность, чем настольный FDM, что делает его идеальным для функциональных прототипов и серийных деталей.
- MJF и SLS: Отлично подходят для производства деталей из нейлона с однородной плотностью и высокой механической прочностью.
- SLA: Идеальный выбор для деталей из фотополимерной смолы, требующих высокой детализации, гладких поверхностей и высокой точности.
- DMLS: Эта услуга, предоставляемая Protolabs Europe, лучше всего подходит для готовых металлических компонентов, требующих долговечности и точности.
Эти промышленные процессы аддитивного производства устраняют проблемы, связанные с экструзией, гарантируя вам получение надежных деталей производственного качества раз за разом.