Вы купили мощный станок, но вместо идеального реза получаете град, окалину и перегретые сопла? Часто операторы грешат на «плохой металл» или “грязный” газ, но в 7 из 10 случаев причина кроется в неверной настройке фокусного расстояния — и мы расскажем, как это исправить.

Точка, в которой горят деньги (или металл)
В лазерной резке металла мелочей не бывает. Можно купить топовый источник на 12 кВт, но если оператор выставил фокусное расстояние «на глаз» или использует одни и те же настройки для 2 мм нержавейки и 20 мм черной стали, результат будет плачевным.
Фокусное расстояние — это дистанция от линзы до точки, где лазерный пучок собирается в самое узкое пятно с максимальной плотностью энергии. Именно в этом «пятне» происходит магия: металл плавится и выдувается газом. Если фокус смещен, плотность энергии падает, рез становится широким, скорость падает, а вы теряете прибыль.
Теория: «Песочные часы» лазерного луча
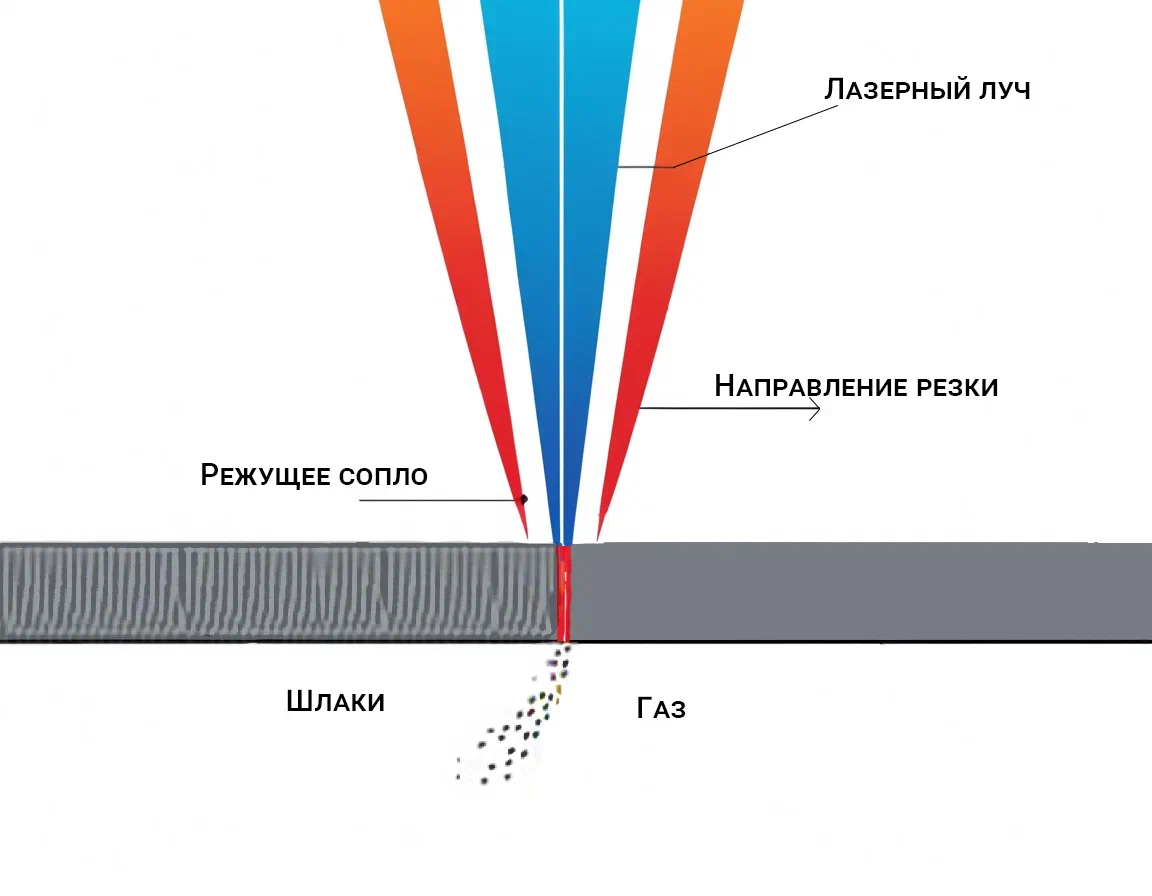
Лазерный луч после выхода из фокусирующей линзы не идет прямой линией. Он имеет форму песочных часов (или конуса).
- Перетяжка (Waist) — самое узкое место. Это и есть фокальная точка. Здесь максимальная температура.
- Глубина фокуса (Depth of Focus) — зона вдоль луча, где диаметр пятна остается достаточно малым для эффективной резки.
В идеале диаметр пятна должен стремиться к длине волны лазера (около 0,01 мм для волоконных источников), но на практике, из-за аберраций линзы, рабочее пятно составляет от 0,05 до 0,5 мм.
Для технолога важна формула, связывающая параметры:
d = 1.27 * f * W * (1 / D)
Где:
- f — фокусное расстояние линзы;
- W — длина волны;
- D — диаметр входящего луча.
Простой вывод: чем меньше фокусное расстояние линзы, тем меньше пятно (четче гравировка/резка тонкого), но тем меньше глубина резкости (плохо для толстого металла).
Именно поэтому:
- Линзы с коротким фокусом (F100, F125) — для тонкого металла (до 4-5 мм).
- Линзы с длинным фокусом (F150, F200 и выше) — для толстых плит, чтобы прорезать глубину без потери мощности.
Практика: Куда крутить фокус?
В современном ПО (например, CypCut, которое мы ставим на станки SEKIRUS) фокус управляется автоматически. Но оператор должен задать значение: Положительное или Отрицательное.
1. Нулевой фокус (Focus = 0)
Точка максимальной энергии находится ровно на поверхности листа.
- Применение: Тонкие листы (до 1-2 мм), резка оцинковки, иногда скоростная резка.
- Результат: Минимальный шов, гладкая поверхность.
2. Отрицательный фокус (Focus < 0)
Фокус уходит вглубь материала (под поверхность).
- Когда нужен: Резка нержавейки и алюминия азотом (N2) или воздухом; высокоскоростная резка.
- Зачем: Нам нужно, чтобы максимальная энергия была внутри металла для его плавления по всей толщине, а расширяющийся кверху луч делал рез чуть шире для лучшего выхода газа.
- Эффект: Если поставить «плюс» на нержавейке, вы получите синий нагар и не прорежете низ.
3. Положительный фокус (Focus > 0)
Фокус находится над поверхностью металла.
- Когда нужен: Резка толстой черной стали (Oxygen cutting) кислородом.
- Зачем: Кислородная резка — это процесс горения (экзотермическая реакция). Нам нужно прогреть верхний слой и создать широкий канал («воронку»), чтобы кислород мог проникнуть глубоко и выдуть шлак.
- Эффект: Чем толще сталь, тем выше поднимаем фокус.
Как найти «Ноль»? (Калибровка)
Даже на самых умных станках бывает сбой «ноля». Если вы меняли линзу или сопло, нужно проверить, где находится реальный фокус. Вот проверенный метод «белого картона» (или бумаги), который мы рекомендуем инженерам:
- Подготовка. Возьмите плотный белый картон или бумагу. Отключите подачу режущего газа. Установите минимальную мощность (чтобы не прожечь стол, но оставить след).
- Позиция. Разместите голову так, чтобы сопло было примерно на 10 мм выше предполагаемого фокуса.
- Тест. Запустите программу «прострела» (Shot) или используйте встроенную функцию калибровки в ЧПУ (Focus Search). Станок будет делать серию импульсов, меняя высоту по оси Z с шагом 0,5–1 мм.
- Анализ. Посмотрите на проколы в бумаге. Они будут меняться: от широкого к узкому (точка) и снова к широкому.
- Самое маленькое, четкое отверстие — это и есть ваш истинный ноль. Сверьте координату Z в этот момент с показаниями в программе.
Альтернативный метод «Наклонной доски»: Берется заготовка (можно металлическую пластину, чтобы не нарушать ТБ по дереву), кладется под углом. Лазер делает проход по линии. В месте самого узкого реза замеряется высота — это и есть фокус.
Чек-лист настройки перед сменой
Если пошел брак, не спешите менять линзу. Пройдитесь по списку:
- Проверьте чистоту защитного стекла. Пылинка на стекле смещает фокус.
- Уточните тип газа. Для Азота — фокус вниз, для Кислорода — вверх.
- Соотнесите толщину. Для 10 мм черной стали фокус может быть +3...+5 мм (зависит от линзы). Для 3 мм нержавейки — -1...-2 мм.
- Сделайте центровку. Луч должен выходить строго по центру сопла. Кривой луч «размывает» фокусное пятно.
Типичные ошибки новичков
- «Один фокус на всё». Оператор ленится менять настройки и режет 6 мм сталь с настройками от 2 мм. Итог: непрорез и дикий грат.
- Игнорирование нагрева оптики. При грязном защитном стекле фокус «уплывает» в процессе работы. Начали резать хорошо, через час — брак. Это сигнал проверить оптику.
- Слепая вера таблицам. Таблицы режимов («Cut Charts») — это база. Реальный фокус на конкретном станке может отличаться на 0.5–1 мм из-за износа или особенностей сборки головы. Всегда делайте тестовый рез.
Вывод
Правильно настроенное фокусное расстояние — это ключ к скорости и качеству. Понимание того, где находится «талия» луча — внутри металла или над ним — отличает профессионала от простого «кнопкодава».
Оборудование SEKIRUS оснащено современными лазерными головами с автофокусом, которые минимизируют человеческий фактор. Но физику не обманешь: понимая принципы, вы сможете настроить идеальный рез даже в нестандартных ситуациях.
Нужна консультация по настройке или подбору оборудования?
Наша команда инженеров готова помочь вам разобраться в тонкостях лазерной резки и подобрать станок, который будет работать на ваш успех, а не простаивать в ремонте.
📞 Тел.: 8-800-600-11-16
📧 Email: info@sekirus.com
🌐 Сайт: SEKIRUS.com
💬 Соцсети: Telegram, ВКонтакте
SEKIRUS — профессиональные технологии для вашего успеха!
#лазернаярезка #настройкалаузера #фокусноерасстояние #SEKIRUS #металлообработка #чпу #лазерныйстанок #технологиирезки #производство #советыинженера #резкаметалла #оптоволоконныйлазер