
Фрезерование представляет собой одну из ключевых операций механической обработки материалов резанием, в которой формообразование поверхности заготовки осуществляется за счет вращающегося многолезвийного инструмента - фрезы.
В отличие от других методов обработки, здесь главное движение резания выполняет инструмент (вращение фрезы), а заготовка совершает поступательное движение подачи в продольном, поперечном или вертикальном направлении. Рабочими элементами фрезы могут выступать как периферийные зубья, так и торцевые режущие кромки, что определяет разнообразие выполняемых операций.
Спектр технологических операций
Современные фрезерные станки обеспечивают широкий диапазон обработки поверхностей: от чернового снятия припуска до финишного формирования сложных профилей. С их помощью выполняют:
- формирование плоских и фасонных поверхностей;
- нарезание пазов, шлицев и канавок различной конфигурации;
- сверление и предварительное формирование отверстий под резьбу;
- контурную и объемную гравировку;
- профилирование трехмерных элементов.
Фрезеровать можно практически любой твердый материал. Помимо традиционных металлов и сплавов, обработке поддаются композиты, полимеры, древесина, стеклокерамика и другие поверхности. Главное - корректно подобрать тип фрезы (концевая, дисковая, шпоночная, фасонная и др.) под конкретную операцию и требуемую точность.
Физика процесса и его особенности
Одной из принципиальных особенностей фрезерования является прерывистый характер съема материала: каждый зуб фрезы последовательно врезается в заготовку, удаляя стружку переменной толщины в зависимости от положения в зоне резания. Такая динамика требует тщательного расчета режимов обработки - скорости резания, подачи и глубины врезания - во избежание вибраций и преждевременного износа инструмента.
Классификация по геометрии обработки
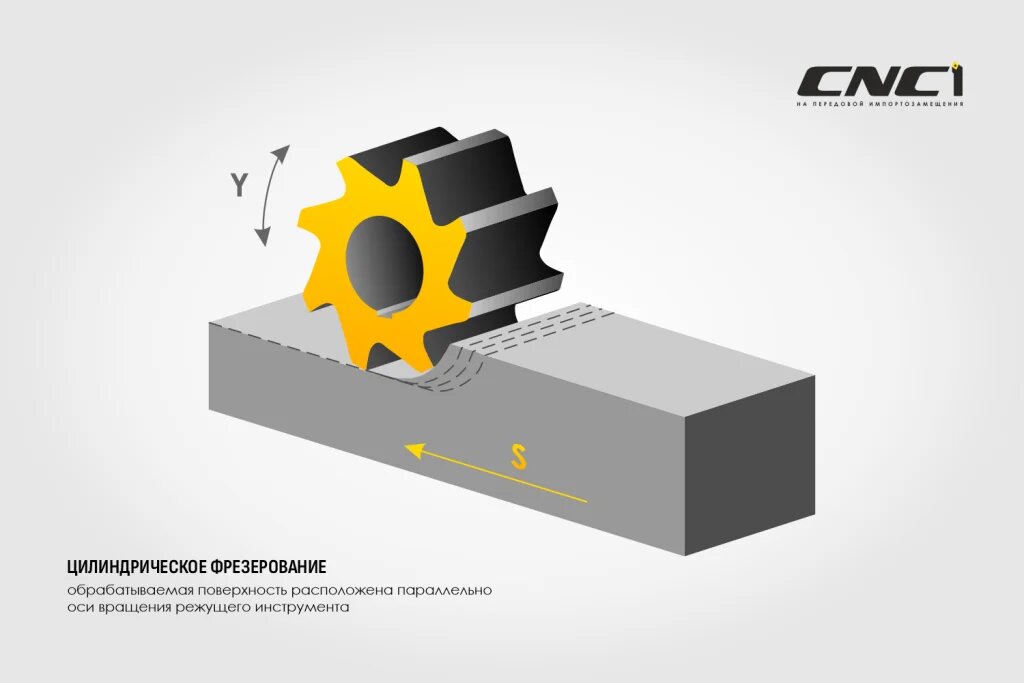
По расположению обрабатываемой поверхности относительно оси инструмента выделяют два базовых вида фрезерования:
- Цилиндрическое - резание осуществляется исключительно периферийными зубьями, при этом обрабатываемая плоскость параллельна оси вращения фрезы. Применяется для получения протяженных плоских поверхностей.
- Торцевое - в работу вовлечены одновременно торцевые и периферийные режущие кромки. Глубина внедрения зубьев изменяется от периферии к центру, что позволяет эффективно формировать уступы, пазы и выполнять предварительную обработку заготовок по габаритам.
Любая сложная фрезерная операция в промышленной практике представляет собой комбинацию этих двух базовых методов с учетом конфигурации детали и требований к качеству поверхности.
Встречное и попутное фрезерование
Критически важным фактором при настройке станка является выбор направления подачи относительно вращения инструмента.
Встречное фрезерование (резание «против подачи») характеризуется противоположным направлением скоростей резания и подачи. Преимущества метода:
- снижение ударных нагрузок на шпиндельную группу и направляющие;
- уменьшение вероятности пластической деформации обрабатываемого материала;
- повышенная стойкость при работе с материалами, содержащими твердые включения.
Ограничения:
- возникновение расклинивающих усилий, требующих усиленной фиксации заготовки;
- риск повторного резания стружки при ее попадании в зону контакта инструмента с поверхностью;
- ускоренный износ режущих кромок при неоптимальных режимах.
Попутное фрезерование (резание «по подаче») предполагает совпадение направлений движения заготовки и вращения фрезы. Достоинства подхода:
- естественное прижатие заготовки к опорной поверхности силами резания;
- более плавное врезание зубьев, обеспечивающее лучшее качество поверхности;
- отсутствие повторного контакта с удаленной стружкой;
- снижение интенсивности износа инструмента за счет благоприятной траектории нагружения кромок.
Недостатки:
- непригодность для черновой обработки неровных или литых поверхностей;
- чувствительность к неоднородностям структуры материала (например, после термоупрочнения);
- повышенные требования к жесткости станины и системы крепления для подавления вибраций.
Практические рекомендации по выбору метода
Рациональный выбор схемы фрезерования определяется комплексом факторов: типом операции (черновая/чистовая), свойствами материала заготовки и состоянием ее поверхности. Обдирочные переходы с большим припуском, а также обработка заготовок с литейной коркой или твердыми включениями целесообразны в режиме встречного фрезерования. Для финишной обработки мягких и средних сплавов предпочтителен попутный метод, обеспечивающий высокое качество поверхности и стабильную геометрию детали.
Грамотная настройка режимов резания в сочетании с правильным выбором схемы обработки позволяет максимизировать производительность, обеспечить стабильное качество изделий и продлить ресурс режущего инструмента.
Основные элементы фрезы
Геометрия фрезы определяется взаимным положением рабочих поверхностей зубьев и их формой. Основные элементы фрезы — режущие кромки, поверхности зубьев и углы между ними.
Передней поверхностью называется поверхность, по которой сходит стружка. Задняя поверхность в процессе резания обращена к обработанной поверхности заготовки. Пересечение передней и задней поверхностей образует режущую кромку зуба фрезы. Узкая цилиндрическая поверхность вдоль кромки со стороны задней поверхности называется ленточкой. Ширина ленточки обычно составляет не более 0,1–0,2 мм.
Передний угол образуется между передней поверхностью и плоскостью, перпендикулярной плоскости резания (диаметральной плоскости фрезы). Задний угол образуется между задней поверхностью и плоскостью, касательной к обработанной поверхности (перпендикулярной диаметральной плоскости).
Передняя и задняя поверхности в пересечении образуют угол заострения. Передняя поверхность зуба и обработанная поверхность заготовки образуют угол резания. Число зубьев фрезы определяет величину углового шага зубьев, который рассчитывается по формуле: 360° / число зубьев.
По форме зубьев различают фрезы с остроконечными и затылованными зубьями. Применяются три типа остроконечных зубьев фрез:
- С прямой спинкой - для мелкозубых фрез, допускающих 6–8 переточек и предназначенных для легких работ;
- С ломаной спинкой - для фрез с крупными зубьями, работающих в тяжелых условиях;
- С криволинейной спинкой, имеющей очертание, близкое к параболе.
Прочность зуба 3-го типа значительно повышена по сравнению с зубом 1-го типа и несколько ниже по сравнению с зубом 2-го типа. Это позволило увеличить высоту зуба и, тем самым, объем стружечной канавки, а следовательно, и число возможных переточек.
Фрезы с затылованными зубьями применяются для обработки фасонных поверхностей, таких, например, как поверхности зубьев шестерен, шлицевых валиков и т. д. Эти фрезы имеют заднюю поверхность и спинку зуба, выполненные в форме архимедовой спирали; углу подъема которой соответствует задний угол зуба. Задний угол измеряется между касательной к окружности вращения и касательной к спирали, проведенными из вершины зуба. Затылованные фрезы затачиваются по передним поверхностям зубьев, при этом после переточек профиль режущей кромки в радиальном сечении сохраняется неизменным до полного использования фрезы.
По направлению зубьев различают фрезы с прямыми зубьями, режущие кромки которых параллельны оси вращения, и с винтовыми зубьями, кромки которых расположены винтообразно относительно оси. Изготавливаются фрезы как с правыми, так и с левыми винтовыми канавками.
Классификация фрез
Многообразие конструкций фрез, применяемых в производстве, обуславливает необходимость их классификации по ряду признаков.
1. По материалу режущей части
Фрезы делятся на углеродистые, быстрорежущие и твердосплавные.
2. По форме режущих зубьев
Различают фрезы с остроконечными и затылованными зубьями.
3. По направлению зубьев
Фрезы подразделяются на прямозубые, винтозубые и спиральные.
4. По назначению и конструкции
- Цилиндрические и торцевые - применяются для обработки плоскостей;
- Дисковые (двусторонние и трехсторонние) - используются для фрезерования уступов и пазов соответственно;
- Прорезные и концевые - служат для обработки небольших плоскостей, пазов, уступов, криволинейных контуров плоских изделий и т. д.;
- Угловые - предназначены для обработки угловых пазов и канавок;
- Фасонные - применяются для обработки фасонных поверхностей.
5. По способу крепления на станке
- Насадные - насаживаются на оправку;
- Концевые - закрепляются непосредственно в шпинделе с помощью хвостовика.
6. По конструкции корпуса
- Цельные - зубья выполнены заодно с корпусом;
- Сборные - оснащены вставными зубьями (в виде ножей или режущих пластин);
- Составные - собраны из нескольких элементов (например, из двух половин с прокладкой между ними для восстановления первоначальной ширины фрезы после переточки).
7. По размеру и числу зубьев (шагу)
- Мелкозубые - число зубьев z> 1,5√D (где D — диаметр фрезы). Используются для чистового и отделочного фрезерования.
- Крупнозубые - число зубьев z <1,5√D. К этому типу относят фрезы со вставными ножами; они применяются для чернового и получистового фрезерования.
Количество зубьев для мелко- и крупнозубых фрез каждого типа в зависимости от диаметра установлено государственными стандартами.
Одно- и двузубые фрезы
В некоторых случаях целесообразно применять одно- и двузубые сборные фрезы, в корпусе которых закреплен один или два диаметрально расположенных зуба. Такие инструменты обычно используют для обработки единичных деталей фасонного профиля, а также для фрезерования цветных металлов и легких сплавов. Они широко распространены в условиях ремонтного производства.
Стандартизация размеров и крепление
Значения диаметров и ширины фрез нормализованы и образуют геометрический ряд со знаменателем прогрессии 1,26.
Наружные диаметры стандартных фрез: 16, 20, 25, 32, 40, 50, 63, 100, 125, 160, 200, 250 мм и т. д. (до 630 мм).
Ширина цилиндрических фрез стандартизирована в ряду: 50, 63, 100, 125 мм.
В посадочных отверстиях фрез предусмотрены продольный шпоночный паз для передачи крутящего момента от оправки и внутренняя выточка (во фрезах шириной более 24 мм).
Хвостовики концевых фрез диаметром менее 20 мм изготавливают цилиндрическими. У фрез большего диаметра хвостовики выполняют коническими (конус Морзе или метрический конус по ГОСТ 24644-81).
Основные параметры режимов резания
Ключевые технологические параметры, определяющие эффективность фрезерной обработки:
- Скорость резания - линейная скорость точки режущей кромки, наиболее удаленной от оси вращения инструмента, измеряемая в метрах в минуту.
- Подача:
- на зуб - перемещение заготовки или инструмента за время поворота фрезы на угол между соседними зубьями;
- на оборот - величина перемещения за один полный оборот фрезы;
- минутная - суммарное перемещение за одну минуту работы.
- Глубина резания - величина снимаемого припуска по нормали к обрабатываемой поверхности.
- Ширина фрезерования - размер участка заготовки, охватываемого режущими кромками за один проход инструмента.
Увеличение диаметра фрезы способствует росту скорости резания при неизменных оборотах шпинделя, а также улучшает условия теплоотвода за счет удлинения периода, в течение которого зуб находится вне зоны контакта с материалом. Однако рост диаметра ограничен техническими характеристиками оборудования: мощностью привода, жесткостью системы СПИД (станок -приспособление – инструмент - деталь) и габаритами посадочного конуса шпинделя.
Особенности стружкообразования при фрезеровании
Процесс формирования стружки при фрезеровании сопровождается теми же физическими явлениями, что и при точении: пластическими деформациями материала, тепловыделением, образованием нароста, вибрациями и износом режущих кромок. Вместе с тем фрезерование имеет принципиальные отличия. При точении режущая кромка резца взаимодействует со стружкой непрерывно на протяжении всей длины обработки. В случае фрезерования каждый зуб контактирует с материалом лишь кратковременно — в течение доли оборота, после чего выходит из зоны резания и охлаждается. Такой прерывистый характер обработки положительно влияет на стойкость инструмента. Однако вход зуба в материал сопровождается ударной нагрузкой на режущую кромку, что создает дополнительное напряжение и может снижать долговечность фрезы.
Факторы, влияющие на качество обработанной поверхности
Стабильное достижение требуемых параметров точности и шероховатости возможно при контроле следующих факторов:
- Вторичное внедрение стружки в зону резания - приводит к появлению задиров, ухудшению микрогеометрии поверхности и ускоренному износу режущих кромок.
- Теплонапряженность в зоне контакта - избыточный нагрев вызывает наклеп поверхностного слоя заготовки и хрупкое разрушение режущих кромок инструмента.
- Вибрационные явления - нарушают стабильность процесса резания, вызывая отклонения по размерам, увеличение шероховатости и снижение соответствия техническим требованиям чертежа.
Для получения качественной детали необходимо не только корректно рассчитать режимы резания, но и минимизировать влияние дестабилизирующих факторов: обеспечить эффективный отвод стружки, непрерывную подачу смазочно-охлаждающей жидкости в зону обработки, а также гарантировать высокую жесткость и надежность крепления как заготовки, так и всего технологического комплекса СПИД.
Наиболее распространенные типы оборудования
Для реализации технологического процесса необходимо правильное оборудование, которое обеспечит требуемую точность, производительность и надежность. Эффективность фрезерной обработки напрямую зависит от компоновки станка, соответствующей задачам производства.
Вертикально-фрезерные станки - самый массовый тип оборудования. Шпиндель расположен вертикально относительно стола, что обеспечивает хороший обзор зоны обработки и удобство наладки. Такие станки подходят для обработки плит, форм, пресс-форм и деталей сложного контура.
Горизонтально-фрезерные станки - здесь шпиндель расположен горизонтально. Такая компоновка способствует лучшему отводу стружки и позволяет использовать поворотные столы для обработки детали за одну установку со всех сторон. Часто применяются в серийном производстве корпусных деталей.
Горизонтально-расточные станки - универсальные тяжелые машины, сочетающие возможности фрезерования и растачивания. Предназначены для крупногабаритных деталей, где требуется высокая точность взаимного расположения отверстий и плоскостей.
Если вы планируете оснастить производство для фрезерной обработки - обращайтесь в CNC1. У нас вы найдете все необходимое: фрезы, оснастку и станки в широком ассортименте.
В каталоге легко подобрать комплектацию под любую задачу и бюджет. А если с выбором справиться сложно - наши технологи проконсультируют вас и подберут оптимальное решение именно под ваше производство.
Источник: https://cnc1.ru/blog/tekhnologiya-frezernoy-obrabotki/