У стола 350х350 изначально был перепад высот ~0.8 , что не особо мешает укладывать равномерную толщину первого слоя за счёт имеющихся ныне методов программной компенсации.
Но иногда хочется чуть точнее чем есть "изкаробки".
Первое попавшееся под руку - алюминиевый "скотч" "термостойкий"
С ним за пару вечеров перекос был сведён до значения ~0.35 и пока печать велась PETG 65-70°стола, всё работало стабильно, но потом пошел ABS и стол при 100°С за чуть более 300часов стал давить клей из под алюминиевых полосок, замена пластин превратилась в мороку, накинул сверху "фольгу для запекания" но начали появляться пузыри между слоев "скотча"
в итоге калибровка стола начинает "плавать"
Про эти нюансы против каптонового скотча я узнал уже после того , как начал процесс выравнивания с помощью алюминиевого...
Задача по удалению многослойной фольги решилась с помощью нагрева стола, руками и шпателем.
Остатки клея поддались с помощью уайтспирита шпателем и ветошью (нельзя лить много жидкости иначе магнитная подложка тоже может отклеиться)
Второй заход повышения плоскостности решено делать наждачкой (+каптоновым скотчем если не хватит терпения)
Просто ровная палка (можно её напечатать конечно) и шкурка 200-250 грит
Размечаем стол по точкам куда тыкается сопло.
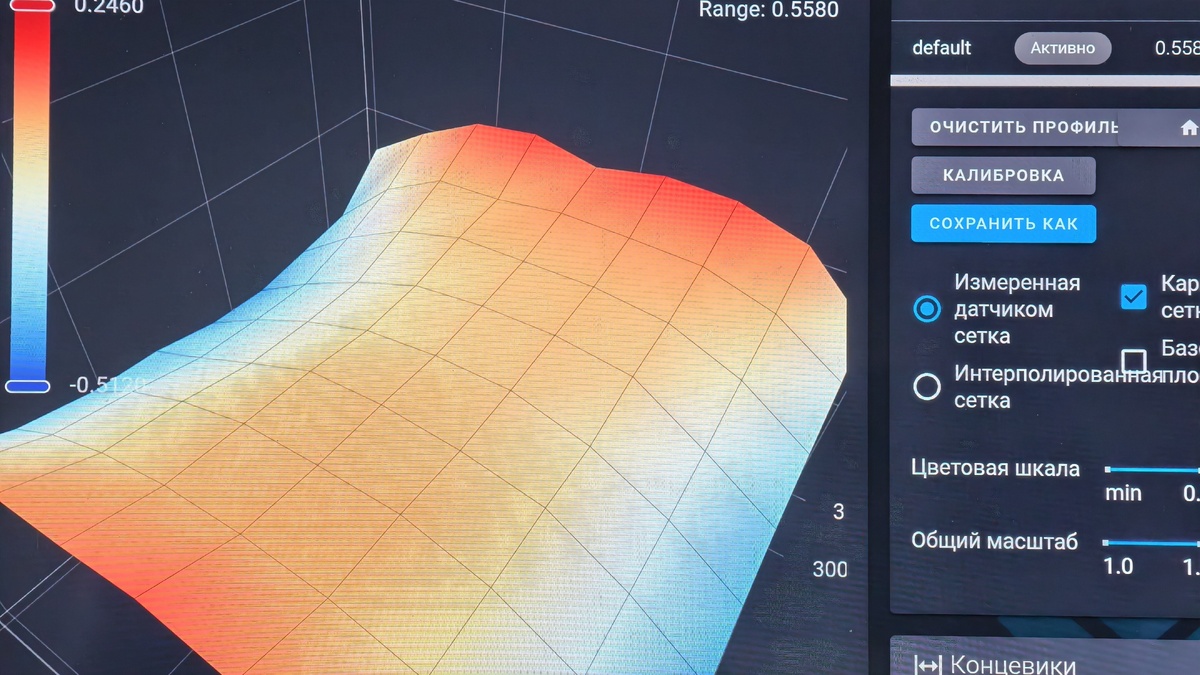
Через интерфейс fluidd смотрим на карту стола измеренную датчиком в каркасной не интерполированной версии.
Бугры шлифуем, измеряем , размечаем и вновь шлифуем пока не надоест.
Как надоест, то явные ямы можно подклеить широким каптоновым термостойким скотчем типа Tesa.
Образующийся магнитящийся отход активно слипается в катышки и забивает наждачку. Убирается сухой салфеткой и/или неодимовым магнитом.
Важно убрать всю грязь с магнитной подложки и пластины перед замером.
Неровности по заверению производителей относятся в первую очередь к неравной толщине магнитного слоя, т.к. сам стол у К2ПЛЮС фрезерованный.
Надеюсь опыт для обладателей принтеров с большим столом будет полезен.
Жаль изначально инструкции по "шабрению" стола 3д принтера в текстовом рунете не нашел.