Введение
Многие думают, что пайка — это просто. Малейший промах может привести к тому, что отремонтированная плата откажет через пару недель. Поэтому прежде чем убирать инструменты, нужно научиться контролировать качество работы.
В этом финальном уроке для начинающих мы научимся оценивать результат пайки, быстро находить и исправлять самые частые ошибки.
Как отличить идеальную пайку от брака
Как понять, что всё сделано правильно? Посмотрите на результат работы.

Эталонное соединение должно быть чистым, ровным и иметь форму блестящего конуса.
Исключение — если работали припоем без свинца (сейчас он часто используется). Тогда поверхность может быть матовой, без блеска. Это нормально!
Припой должен хорошо смочить (покрыть) как контактную площадку на плате, так и вывод самого компонента.
Самые частые дефекты и их причины
Главное, уметь распознать эти проблемы, чтобы вовремя их устранить:
1. Сухое соединение. Припой не смочил все поверхности, выглядит как комок, прилепленный к детали. Причина — недостаточно высокая температура паяльника, плохой прогрев места пайки или мало флюса. Чтобы исправить, нужно добавить немного флюса и повторить нагрев до полного растекания припоя.
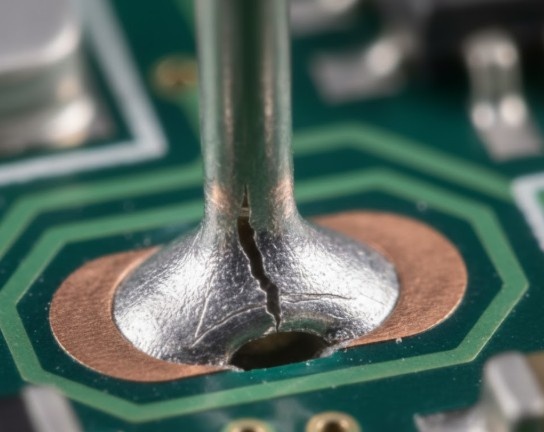
2. Холодное соединение. На слое припоя или между компонентами видны трещины или заметный зазор.
3. Перегрев. Вокруг контакта видны тёмные следы, остатки обгорания паяльной защитной маски или материала самой платы. Это происходит при чрезмерной температуре жала паяльника. Чтобы исправить, нужно снизить температуру паяльной станции и аккуратно удалить повреждённый припой.
4. Мостик. Припой соединяет две соседние контактные площадки, которые не должны быть связаны. Причина — избыток припоя, неаккуратный вывод жала. Нужно немедленно удалить излишки припоя, иначе дефект приведёт к короткому замыканию и выходу устройства из строя.
5. Избыток припоя. Слишком большой «конус» припоя, мешающий рассмотреть, как он смочил контакты. Необходимо убрать излишки, используя оловоотсос или оплётку для выпайки.
6. Шип или нить. За припоем тянутся тонкие нити или острые шипы.
7. Отрыв площадки. Медная контактная площадка оторвана от поверхности платы. Причина — чрезмерное механическое давление на деталь или сильный перегрев. Дефект неисправим без сложного ремонта. Требуется восстановление цепи с помощью тонкой проволочной перемычки.
Можно столкнуться и с другими дефектами, которые обычно устраняются повторной пайкой. Например, прихватка (когда компонент был быстро зафиксирован, но забыли его полноценно припаять) или пропущенное соединение (его просто не припаяли). Эти дефекты требуют только повторного, правильного нагрева.
Брешь (недостаток припоя) устраняется добавлением небольшого количества олова. Пузыри образуются из-за слишком активного закипания флюса или быстрого отвода жала. Его также нужно повторно прогреть, чтобы припой лёг ровно.
Как убрать припой и исправить ошибки?
Если дефект требует переделки, нужно удалить старый припой. Для этого используют два основных инструмента: оловоотсос и оплётку для выпайки. Ручной оловоотсос (например, Оловоотсос HandsKit SY01-3) — это простой и эффективный инструмент для быстрого удаления большого объёма расплавленного металла.
Можно купить оплётку для выпайки MECHANIC DW50 1 мм — в ней сразу 10 рулонов по 2,5 м.
Работаем оловоотсосом
Взведите поршень оловоотсоса. Хорошо прогрейте место пайки широкой стороной жала, чтобы припой полностью расплавился. Можете добавить немного свежего припоя, чтобы ускорить процесс.
После расплавления припоя быстро поднесите наконечник оловоотсоса к контакту с обратной стороны и нажмите поршень. Он мгновенно затянет расплавленное олово внутрь, очищая контакт.
Если отверстие не очистилось, подождите несколько секунд, чтобы избежать перегрева компонента, и повторите.
ВАЖНО: Не используйте оловоотсос для работы с микросхемами и другими компонентами, которые отличаются чувствительностью к статическому электричеству — они могут создать статический заряд.
Работаем оплёткой для выпайки
Запомните, не лудим жало паяльника! Оно должно быть чистым.
Поместите оплётку прямо над местом пайки. Прижмите широкой стороной чистого жала паяльника. Тепло передастся, припой расплавится и впитается в оплётку.
Быстро уберите паяльник, а затем оплётку, чтобы она не прилипла к плате. Повторите, если засор остался.
Финал: обрезаем выводы, очищаем плату
Работа не закончена, пока плата не выглядит аккуратно и профессионально. Используя кусачки, обрежьте все торчащие выводы компонентов. Не задевайте сам паяный конус.
Для очистки можно использовать изопропиловый спирт или ультразвуковую ванну. Например, УЗ ванна Derui DR-S08 или вариант для профессионального использования – УЗ очиститель GRANBO GB0615. Аккуратная обрезка и очистка повысят надёжность устройства и придадут работе завершённый вид.
Заключение
Поздравляем! Вы завершили основной цикл обучения пайке. Не бойтесь ошибок – главное, уметь исправить ситуацию. Переходите в наш блог, где мы разбираем все тонкости ремонта и пайки, чтобы узнать больше.