Выбор оборудования — один из ключевых этапов на любом производстве. Здесь важна не только модель станка, но и подход к обработке.
Именно эту задачу решает инжиниринг — подбор оптимальной технологии изготовления детали, позволяющий работать быстрее, точнее и с минимальными затратами.
В этой статье мы разбираем реальный пример такого подхода.
Задача
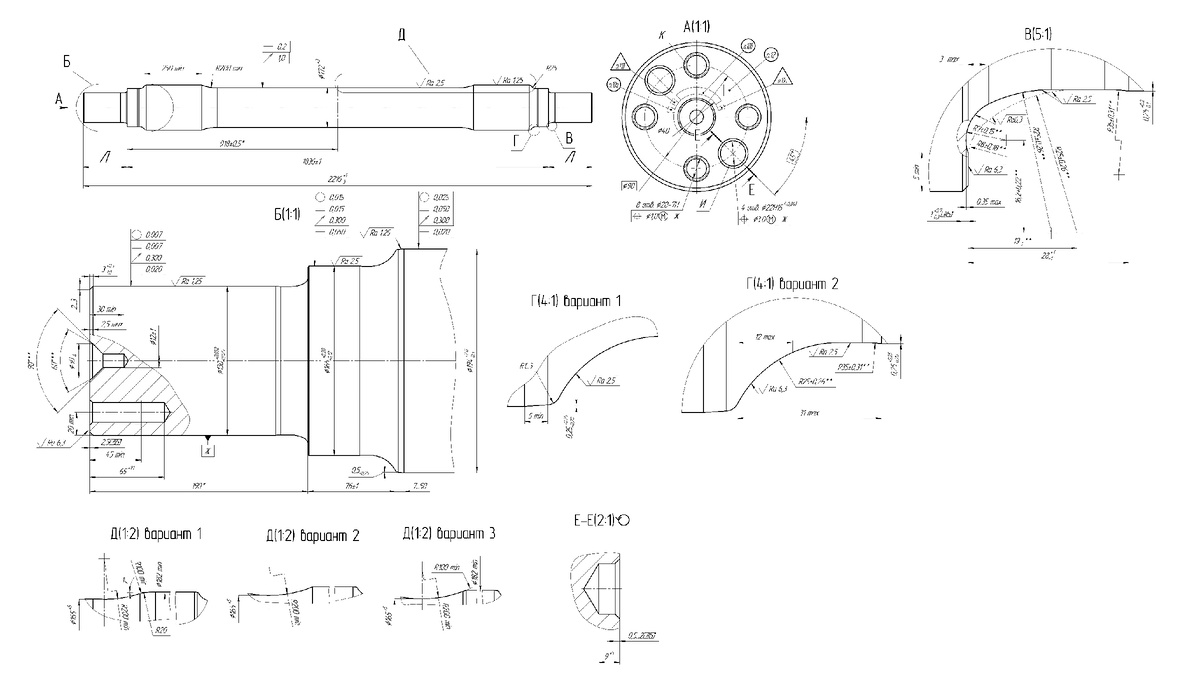
Итак, к нам обратился клиент с запросом: нужно выполнить обработку вагонной оси колесной пары массой 520 кг и длиной более 2 метров.
Скажем прямо: задача тяжелая не только по сложности, но и буквально по весу.
Ведь обработать полтонны металла на станке — это действительно тяжелая работа.
Поэтому ее реализацию мы разделили на несколько стадий.
Этап 1. Подготовка заготовки
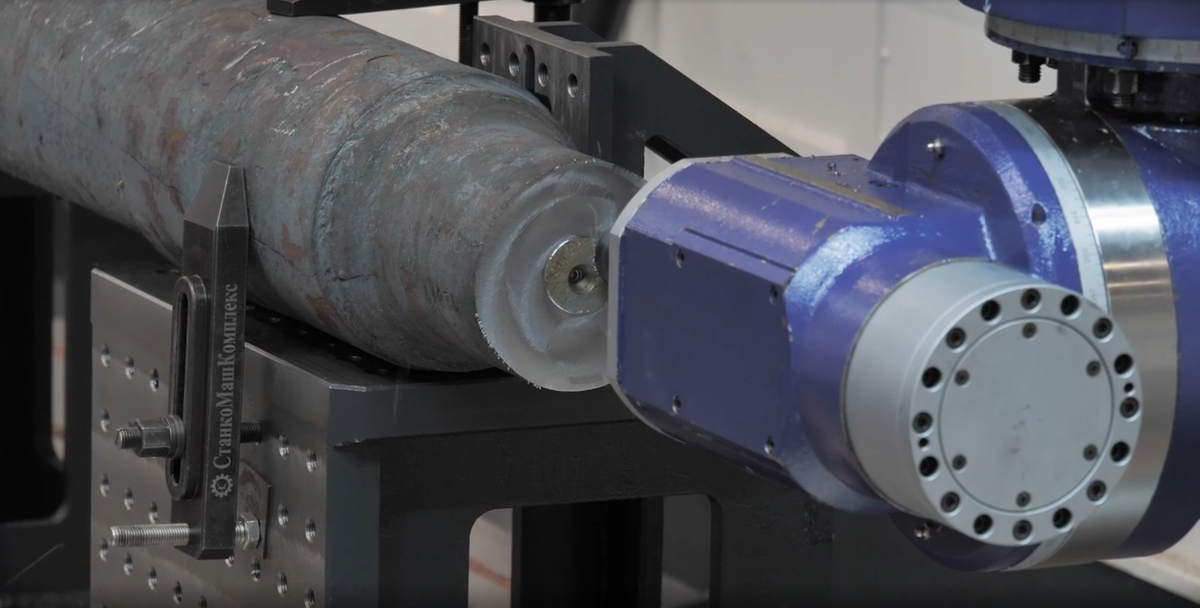
Для начала стоит сказать, что заготовка приехала к нам «сырой»: без торцовки и без центровки. И сразу установить ее на токарный станок для дальнейшей обработки было невозможно: просто не за что зацепиться.
Поэтому первым делом мы отправили заготовку на портальный станок
ФП190-4.2МФ5. Там ее отторцевали с двух сторон, сделали центровочные отверстия и с одной стороны отфрезеровали базу в районе шейки оси. Это нужно, чтобы обеспечить надежный зажим и сохранить требуемую соосность при дальнейшей обработке.
Только после такой предварительной обработки заготовка была полностью готова к токарным операциям.
Этап 2. Черновая обработка
Нас ожидала двухэтапная обработка: сперва черновая, а потом чистовая.
Вспоминаем, что заготовка весит около 520 кг и имеет длину больше двух метров. При таких габаритах и массе нужен станок с высоким крутящим моментом, жесткой конструкцией и большой грузоподъемностью, чтобы выдерживать серьезную нагрузку. Также на этом этапе будет сниматься основной слой металла, примерно 100 кг, а припуски достигнут 16 мм на сторону.
Имея такие вводные, для черновой обработки мы выбрали токарный станок ТС1640Ф3 с расстоянием между центрами 3000 мм.
Он полностью подходит под наши требования: надежный, мощный и уверенно работает с крупными деталями.
Кстати, специально под эту задачу станок был доработан. Конструкторский отдел разработал необходимые изменения, а производство изготовило и установило два новых узла.
Итак, подробнее об изменениях:
1. Два стружкосборника
Все-таки вручную убирать около 100 кг стружки задача не из легких, да еще и с остановкой процесса. А с двумя помощниками обработка идет без пауз и заметно быстрее.
2. Дополнительная дверь
Мы установили ее также по причине большого количества стружки. С таким препятствием она меньше разлетается по цеху, и работа становится комфортнее и безопаснее.
В конце черновой обработки оставляем припуск около 2 мм, чтобы затем перейти к чистовой обработке.
Этап 3. Чистовая обработка
Переходим к чистовой обработке. Формально ее можно было выполнить и на том же станке, но на этом этапе важны скорость, высокая точность и чистота поверхности до Ra 2,5.
Поэтому мы выбрали токарный обрабатывающий центр ТС1735Ф4, который как раз идеально подходит для таких задач.
На нем быстро снимается оставшийся припуск, выравнивается геометрия и достигается требуемое качество поверхности.
После обработки на токарном обрабатывающем центре ТС1735Ф4 эту ось ждут новые испытания в виде шлифования и накатки роликами поверхности для повышения предела выносливости. Но это уже другая история, которая продолжится на предприятии заказчика.
Свою задачу мы выполнили. Заготовка весом 520 кг и длиной чуть больше двух метров успешно прошла полный цикл: подготовка, черновая обработка, чистовая обработка.
Заключение
Почему мы выбрали именно эти станки?
По факту, такую ось можно было обработать на одном станке: либо на ТС1640Ф3, либо на ТС1735Ф4.
Напомню, первый хорош при силовой обработке и большом съеме металла, а второй отличается высокой точностью и чистотой поверхности.
Но у каждой из наших операций свои требования:
— черновая обработка — это тяжелое резание и большой съем металла
— чистовая обработка — скорость, точность и качество поверхности
Если вести весь процесс на одном станке, он будет либо слишком долго занят грубой работой, либо быстрее выйдет из строя из-за повышенной нагрузки. В итоге страдает и стабильность, и срок службы оборудования.
Поэтому разделение операций на два станка привело к правильному балансу и необходимому результату: ТС1640Ф3 взял на себя тяжелое черновое резание, а ТС1735Ф4 — скорость, точность и чистоту поверхности.
Хотите получить такое же эффективное решение для своего производства? Звоните нашим специалистам по телефону +7 (4822) 521-521.
Инжиниринг вагонной оси колесной пары в видеоформате смотрите здесь