Существует два основных способа сварки труб ПНД: стыковая сварка и сварка фитингами с закладным нагревателем. Второй вариант рассмотрен в статье, опубликованной ранее, сегодня же рассматриваем стыковую сварку труб ПНД. Она осуществляется при помощи специального оборудования за счет расплава торцов труб и их последующего сведения под определенным давлением. Этапы технологии стыковой сварки ПНД-труб: Выводы и практические рекомендации по стыковой сварке ПНД-труб
Существует два основных способа сварки труб ПНД: стыковая сварка и сварка фитингами с закладным нагревателем. Второй вариант рассмотрен в статье, опубликованной ранее, сегодня же рассматриваем стыковую сварку труб ПНД. Она осуществляется при помощи специального оборудования за счет расплава торцов труб и их последующего сведения под определенным давлением.
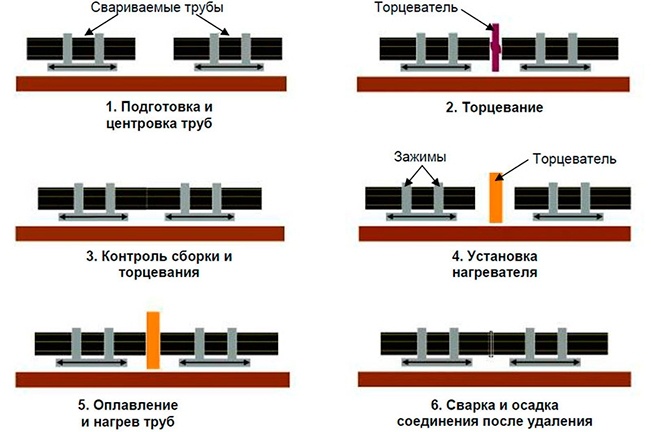
Этапы технологии стыковой сварки ПНД-труб:
- Подготовка
- Стационарную раму сварочного аппарата ставят на ровном полу. Размещают гидравлический узел, торцеватель и нагреватель, подключают оборудование к электросети и соединяют гидравлические шланги.
- Если диаметр сварной трубы меньше базового диаметра зажимов центратора, устанавливают дополнительные вкладыши, которые уменьшают диаметр зажима до нужного.
- Трубы укладывают в нижние полукольца центратора и фиксируют верхними полукольцами с помощью болтов и гаек. Концы труб должны быть чистыми. При необходимости трубы выставляют по высоте с центратором с помощью специальных подставок (часто с подвижными роликами) или обычных обрезков древесины.
- После зажатия труб в центре, их сводят в контакт с торцом другой трубы гидравлическим приводом, чтобы проверить их соосность.

- Торцевание
- Между подготовленными торцами устанавливают торцеватель. Включают прибор, который начинает торцевание труб. Процесс продолжают до получения непрерывной стружки с обоих торцов.
- После отключения торцевателя трубы снова сводят, чтобы проверить соосность. Максимальный допустимый зазор между торцами — не более 0,5 мм; при большем зазоре торцевание повторяют.
- Сварка
- Разогревают нагревательный элемент до заданной температуры и выдерживают еще примерно 10 минут, чтобы тепло равномерно распределилось по поверхности зеркала.
- Справочные параметры по сварке берут из таблицы: время расплава торцов, величину грата, давление при расплаве и время прогрева после снятия давления.
- По истечении заданного времени расплавленные торцы разводят, а нагревательный элемент удаляют.
- Остывание
- После удаления нагревателя стык держат под расчетным давлением и дают ему остыть определенное время, поддерживая постоянное давление на протяжении всего периода.
- По завершении времени остывания полукольца открывают и извлекают сваренную трубу из станины. Можно переходить к сварке следующего стыка.
Выводы и практические рекомендации по стыковой сварке ПНД-труб
- Точность подготовки и соосности — ключ к качеству стыка.
- Подготовка и установка оборудования — залог повторяемости результатов. Обязательно проверьте чистоту торцов, правильность установки центратора, а при необходимости — подберите демпферы/вкладыши для соответствия диаметра. Держите резкий, чистый инструмент и торцеватель без заеданий; любые заусенцы — причина дефектов.
- Процедура торцевания и повторная проверка соосности после торцевания снижают риск неполного расплавления и появления дефектов на шве.
- Соблюдение заданной температуры, времени нагрева и давления существенно влияет на прочность соединения. Всегда используйте таблицу сварки и не отклоняйтесь от рекомендуемых параметров.
- Любые перебои с давлением могут привести к неплотности или растрескиванию шва.
- Планируйте время на охлаждение; торопиться нельзя — нехватка времени может повредить шов. При обнаружении дефектов сварку стыка следует повторить.
- Ведите журнал сварок (датa, диаметр труб, параметры расплава, время охлаждения, результаты инспекции). Это упрощает контроль качества и позволяет оперативно подбирать параметры для аналогичных проектов.
- Перед началом сезона проверьте состояние нагревательного элемента, гидравлической системы и зажимов. Замена изношенных узлов снижает риск простоев и дефектов.