В конструкциях бурового инструмента, таких как PDC-долота, стабилизаторы, расширители и элементы забойных двигателей, сварочные электроды остаются одним из наиболее доступных и контролируемых способов восстановления геометрии и повышения износостойкости. Особое внимание уделяется электродам с контролируемым химическим составом и низким риском трещинообразования при наплавке на высоколегированные и закаленные стали.
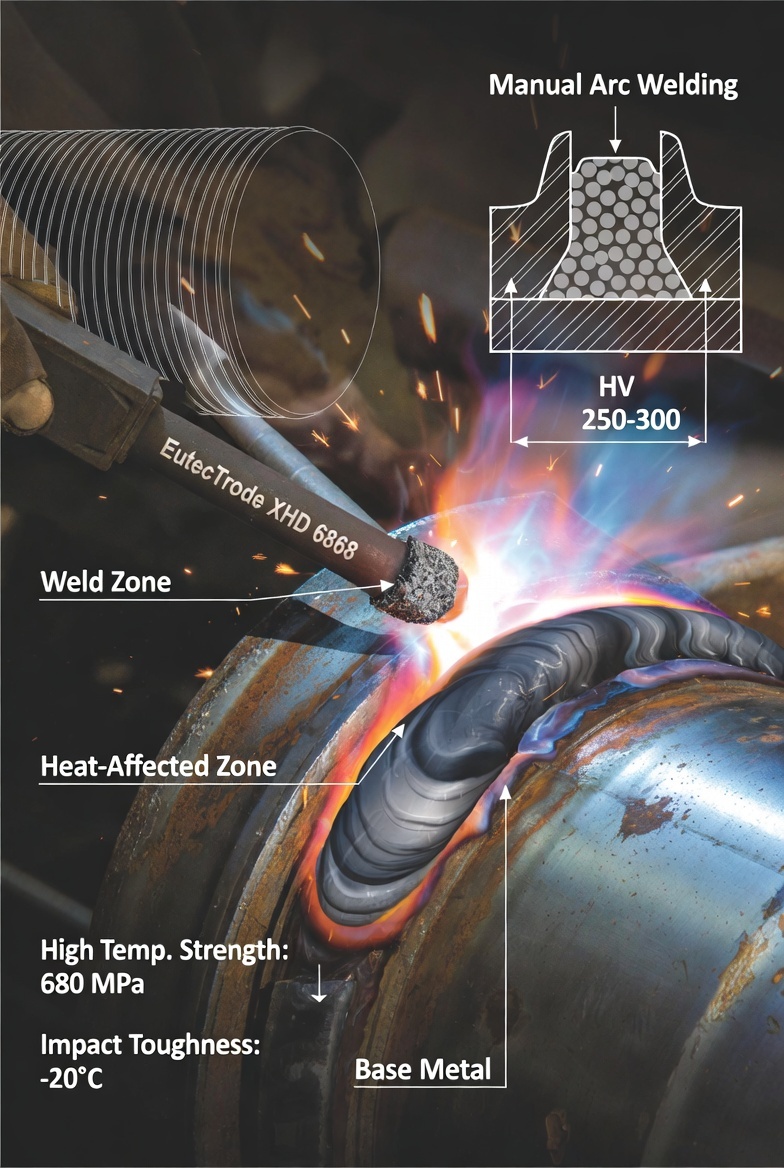
Классический пример — EutecTrode XHD 6868 (FeCrNiMo-основа). Механические характеристики наплавленного металла: предел прочности на разрыв 780–820 N/мм², предел текучести 570–610 N/мм², относительное удлинение 15–25%, твердость 240–290 HV30. Двойное рутилово-основное покрытие обеспечивает высокий коэффициент наплавки (до 170%), стабильную дугу и минимальное разбрызгивание. Отсутствие горячих трещин достигается за счет оптимального содержания Ni и Mo, которые стабилизируют аустенит и повышают вязкость при высоких температурах.
Типичные применения: восстановление изношенных калибрующих поверхностей PDC-долот, ремонт замков бурильных труб, наплавка подслоев под твердосплавные вставки. В условиях комбинированного абразивно-коррозионного износа (песчаники, глинистые породы с H₂S) ресурс детали увеличивается в 1,5–2,2 раза. Важный аспект — предварительный подогрев основы до 150–250 °C (в зависимости от углеродного эквивалента) и послойная наплавка с межпроходным контролем температуры ≤ 300 °C.
Другой востребованный электрод — EutecTrode 6800 (CrNiMn-основа): твердость 200–250 HB, хорошая коррозионная стойкость в средах с хлоридами. Используется для сварки аустенитных и дуплексных сталей, а также как буферный слой перед высокотвердой наплавкой. Сопротивление межкристаллитной коррозии сохраняется до 300–350 °C.
Для немагнитных компонентов (стабилизаторы MWD/LWD) применяются электроды с низкой магнитной проницаемостью, например, на базе Ni-Cr с добавками Mn. Параметры режима: сила тока 90–160 A (постоянный ток обратной полярности), напряжение дуги 22–28 V, скорость перемещения 150–300 мм/мин.
НПФ Плазмацентр оказывает техническую поддержку по выбору материалов для ремонта и изготовления бурового инструмента, в том числе электродов с учетом анализа химического состава основного металла и условий эксплуатации (тип породы, нагрузки, агрессивность среды). Инженерный подход включает: 1) металлографический анализ износа; 2) моделирование напряжений в зоне наплавки; 3) контроль твердости и микроструктуры после мехобработки.
Применение таких электродов позволяет снизить коэффициент трения на 20–35%, уменьшить крутящий момент на 10–15% и повысить усталостную долговечность на 35–50% (по данным лабораторных и промысловых испытаний). В итоге достигается баланс между стоимостью ремонта и надежностью в длительных циклах бурения.