Плазменная наплавка с переносом дуги (PTA) и лазерная наплавка относятся к высокоточным методам нанесения износостойких покрытий на буровой инструмент, где ключевую роль играют порошки с заданной гранулометрией и фазовым составом. Эти технологии обеспечивают минимальное проплавление основы (3–8%), низкую пористость (<1%) и высокую адгезию (>70 МПа).
Типичный подслойный порошок — EutroLoy 16625 (NiCrMo, аналог Inconel 625): твердость матрицы 190–230 HV, полностью немагнитный. Применяется для восстановления геометрии немагнитных стабилизаторов и защиты от коррозии в средах CO₂/H₂S. Толщина слоя обычно 0,8–1,5 мм, ток плазмы 80–140 A, скорость 300–600 мм/мин.
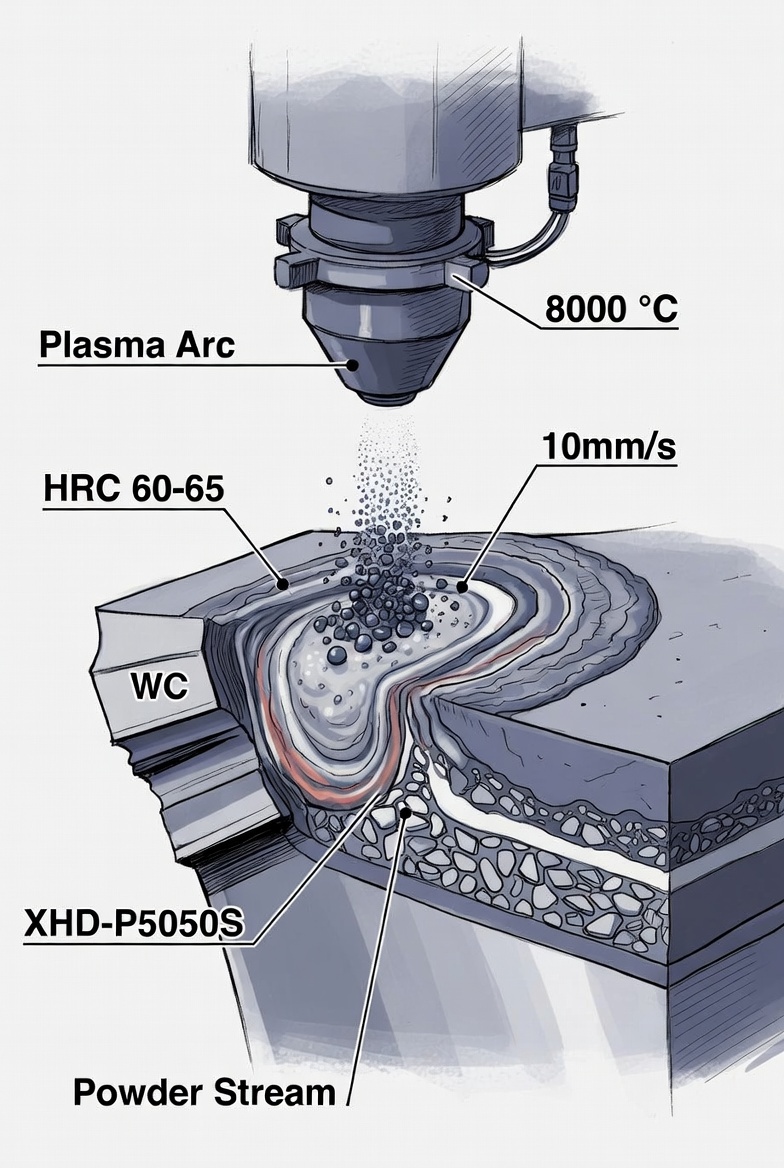
Для максимальной абразивной стойкости используются порошки с высоким содержанием карбидов вольфрама: EutroLoy 6503SS (NiCrSiB + 60% W₂C), твердость матрицы 58–62 HRC, карбиды 2200–2600 HV. Покрытие эффективно на лопастях PDC-долот при бурении в твердых абразивных породах (кварцевые песчаники, доломиты). XHD-P5050S (NiCrSi + 50% сферический WC/W₂C, 45–180 мкм) дает твердость 48–52 HRC, отличную сопротивляемость задирам и окалине до 550 °C.
Макрокристаллические варианты — XHD-P4060S (60% WC, твердость карбидов 2000–2200 HV, матрица 38–42 HRC) — для чугуна и нержавеющих сталей. Кобальтовые EuTroLoy 16001 (CoCrW, 54–58 HRC) применяются на опорах шарошечных долот, где требуется высокая ударная вязкость.
Немагнитные системы: OTP-043 (NiCrMo + 25% WC/W₂C, 32–38 HRC) и OTP-046 (60% WC/W₂C, 46–52 HRC), рабочая температура до 650 °C, твердость карбидной фазы 2300–2500 HV. Различия в типах WC: CWC (высокий углерод, 2200 HV), SWC (сферический, 3000 HV), MWC (макро, 2100 HV).
Параметры PTA: расход порошка 20–60 г/мин, скорость наплавки 1–5 кг/ч, лазерной — 0,3–1 кг/ч при мощности 1–4 кВт. Разжижение основы <5%, что критично для сохранения свойств основного металла.
НПФ Плазмацентр проводит адаптацию технологий наплавки под конкретные детали, включая подбор фракции и оптимизацию режимов для равномерного распределения карбидов. Инженерные расчеты: толщина покрытия 1,5–3,5 мм, коэффициент перекрытия 40–60%, ожидаемое снижение линейного износа 55–75% в сравнении с ненаплавленным инструментом.