
Многие выпускники технических вузов, приступая к работе, сталкиваются с понятием "шероховатость поверхности". Это особенно актуально при создании металлических конструкций. Что же такое шероховатость поверхности и как она проявляется при различных способах обработки?
Параметры шероховатости поверхности при различных методах обработки
Производство детали – это многоэтапный процесс, где каждый этап выполняется в соответствии с чертежами и техническими требованиями. Материал подвергается нагреву, сверлению, резке и другим технологическим операциям.
Любая обработка оставляет на поверхности изделия специфический рисунок, состоящий из микронеровностей, выступов, микротрещин и царапин. Этот рисунок и формирует шероховатость обработанной поверхности.
В зависимости от способа обработки формируется определенный тип шероховатости. Все параметры и характеристики этого явления регламентированы ГОСТ 2789-73 "Шероховатость поверхности. Параметры и характеристики".
ГОСТ содержит подробную информацию и иллюстрации различных типов неровностей. Микроскопические изменения поверхности могут быть вызваны различными технологическими воздействиями. Изучение этих неровностей проводится с использованием микроскопов и других измерительных приборов.
За долгие годы работы с металлом убедился, что понимание шероховатости – это ключ к качественной обработке. Правильный выбор метода измерения и контроля позволяет избежать многих проблем на последующих этапах производства.
Для оценки шероховатости используют несколько ключевых критериев:
- Измерение высоты поверхности в нескольких точках (обычно десяти).
- Определение среднего отклонения уровня поверхности.
- Расчет среднего размера неровностей.
- Определение максимальной высоты неровностей на обработанной поверхности.
- Определение опорной длины профиля.
Финальные операции, такие как фрезерование, шлифование и полировка, позволяют добиться максимального выравнивания поверхности. Но даже в этом случае микроскопические неровности остаются из-за внутренних изменений в структуре материала.
Характеристики шероховатости при токарной обработке
Шероховатость при токарной обработке представляет собой совокупность мелких шагов и неровностей вдоль обрабатываемой поверхности. Современное оборудование позволяет изготавливать детали с высокой точностью. Параметры шероховатости учитываются еще на этапе проектирования.
На многих станках уже предусмотрена возможность задания параметров шероховатости, что упрощает работу и повышает производительность. Важно точно знать требуемые параметры шероховатости для конкретного материала и детали.
Методы измерения шероховатости поверхности
Современные технологии не позволяют добиться абсолютно гладкой поверхности. Всегда есть отклонения от заданных параметров, которые могут быть макро- или микрогеометрическими.
Различают три основных типа шероховатости:
- Шероховатость, возникающая при абразивной обработке.
- Шероховатость, появляющаяся в результате трения и износа.
- Шероховатость, возникающая в установившемся режиме трения.
Измерение шероховатости может проводиться по всей поверхности или по отдельным элементам. Второй способ более точный, но требует больше времени и усилий. Наиболее распространенные методы измерения:
- Профильный метод. Поверхность анализируется с помощью профилометра – прибора с тонкой алмазной иглой. Игла перемещается по поверхности, а датчик фиксирует изменения высоты. Принцип работы схож с эхолотом.
Профилометры бывают электронными, индуктивными и пьезоэлектрическими. Существуют также профилографы, которые записывают все измерения для последующего анализа.
По моему опыту, при выборе метода измерения шероховатости важно учитывать материал детали и требования к точности. Иногда достаточно визуального контроля, а в других случаях необходимы сложные измерения с использованием современного оборудования.
- Оптические методы. Основаны на бесконтактном измерении шероховатости с использованием различных оптических техник.
Один из вариантов – растровый метод. На поверхность накладывается тонкая стеклянная пластина с растром, а затем на нее направляется свет под определенным углом. Линии растра деформируются в соответствии с неровностями поверхности, отображая ее рельеф.
Другой способ – использование тени. На поверхность направляется луч света, проходящий через наклонное ребро линейки. Образовавшаяся тень отражает структуру поверхности и изучается под микроскопом.
- Интерференционный метод. Оценка поверхности производится с помощью интерферометра, который создает интерференционные полосы. Анализ этих полос под микроскопом позволяет получить детальное изображение поверхности.
Шероховатость поверхности напрямую влияет на эксплуатационные характеристики деталей. От этого параметра зависит качество сварки, покраски и других технологических операций.
Исходная шероховатость материала определяется способом его обработки. Горизонтальный интервал неровностей обычно составляет от 1 до 1000 микрометров, а высота – от 0,01 до 10 микрометров. В процессе эксплуатации под воздействием трения и износа исходная шероховатость изменяется, формируя эксплуатационную шероховатость. При установившихся условиях трения формируется равновесная шероховатость.
Влияние шероховатости поверхности на свойства металлопроката
В этой статье мы разберем, что такое шероховатость поверхности металла, какие параметры ее характеризуют и как она влияет на свойства металлопроката. Также рассмотрим классы шероховатости и их применение в различных отраслях промышленности.
После механической обработки на поверхности металла остаются микроскопические неровности. Эти неровности, даже невидимые глазу, оказывают существенное влияние на эксплуатационные свойства изделия. Параметры шероховатости регламентируются стандартом ГОСТ 2789-73, который определяет методы оценки и контроля этого важного показателя.
Лично я всегда уделяю особое внимание шероховатости при выборе металлопроката. Казалось бы, мелочь, но от этого зависят многие факторы: от прочности соединения до стойкости к коррозии. Правильный выбор может существенно продлить "жизнь" конструкции.
Шероховатость – это совокупность микронеровностей, формирующих рельеф поверхности после обработки. Увеличение площади обрабатываемой поверхности, как правило, приводит к росту степени ее неровности. На чертежах и в технической документации указывают следующие характеристики шероховатости:
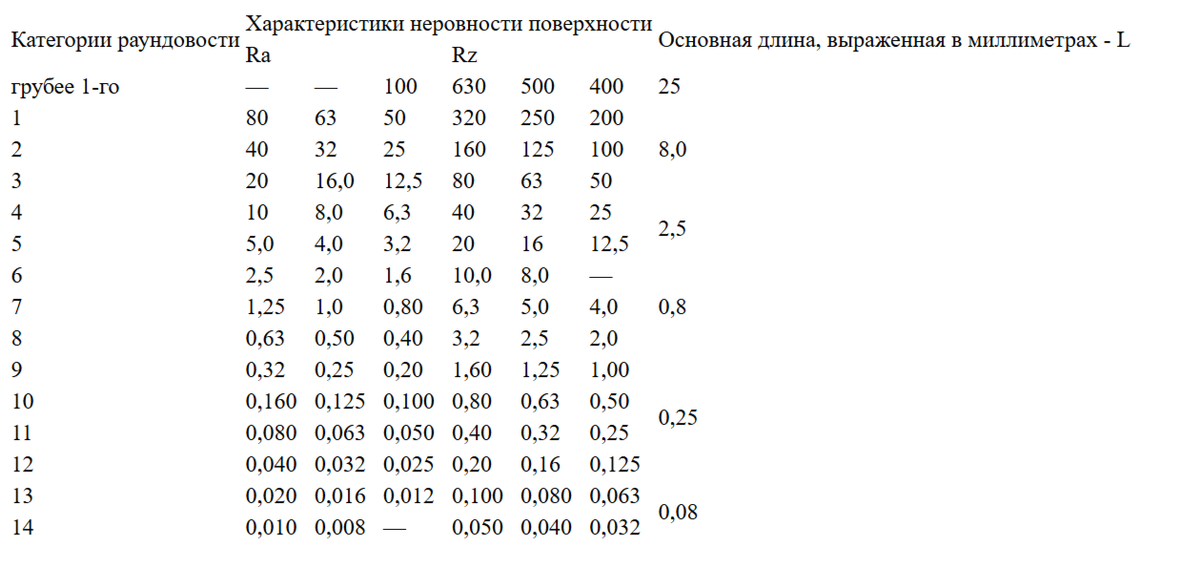
- Ra – среднее арифметическое отклонение профиля, отражает среднюю высоту неровностей относительно базовой линии.
- Rz – средняя высота неровностей по десяти точкам, учитывает максимальные перепады высот на участке.
- Pmax – наибольшая высота неровности, определяет максимальный пик или впадину на поверхности.
- Sm – средний шаг неровностей, характеризует расстояние между соседними пиками или впадинами.
- S – среднее расстояние между локальными пиками на металле, помогает оценить частоту расположения элементов шероховатости.
- Tp – относительная опорная длина профиля, показывает долю длины профиля, находящуюся на заданном уровне сечения.
Влияние шероховатости поверхности на детали и механизмы:
- Шероховатость приводит к нарушению характеристик соединения из-за ускоренного износа выступов, контактирующих поверхностей.
- Снижает жесткость в местах сопряжения деталей, что может привести к вибрациям и поломкам.
- Повреждает уплотнительные материалы из-за неровностей валов, вызывая утечки.
- Уменьшает усталостную прочность, так как неровности концентрируют напряжения, способствуя образованию трещин.
- Влияет на плотность соединений и качество электрохимических процессов, создавая барьеры для контакта.
- Снижает точность измерений деталей, из-за нечеткости границ.
- Ускоряет коррозию, предоставляя больше площади для воздействия агрессивных сред.
Классификация поверхности по шероховатости
Существуют различные классы шероховатости, определяющие требования к обработке поверхности в зависимости от ее назначения:
- "Без обработки" – состояние поверхности после производства заготовки, без дополнительной механической обработки.
- Класс 1 – поверхности литых, кованых или штампованных деталей, не требующие высокой точности.
- Класс 2 – подготовка под сварку, обработка концов пружин, масляные каналы в валах.
- Класс 3 – валы, корпуса, основания, отверстия, не подвергающиеся значительным нагрузкам.
- Класс 4 – сопрягаемые поверхности, исключая посадочные места (основания корпусов, внешние зубья).
- Класс 5 – концевые детали, шлицевые оси, шаровые поверхности.
- Класс 6 – поверхности для выпуклых частей высокоскоростных механизмов, зубья конических и цилиндрических колёс.
- Класс 7 – скользящие поверхности с небольшой нагрузкой, посадочные области.
- Класс 8 – посадочные плоскости, работающие при длительных нагрузках, поверхности герметичных соединений.
- Класс 9 – рабочие поверхности деталей под высоким напряжением и трением (направляющие).
- Класс 10 – поверхности, определяющие точность работы механизма, работающие на основе трения.
- Класс 11 – рабочие части валов в высокоскоростных станках и измерительных устройствах.
- Класс 12 – поверхности шкал с оптическими делениями, зеркальные валики в координатно-расточных станках.
Из личного опыта могу сказать, что правильный выбор класса шероховатости – это залог успеха всего проекта. Не стоит экономить на этом этапе, ведь переделка обойдется гораздо дороже. Особенно это касается деталей, работающих в условиях высоких нагрузок и трения.
Раундовость и шероховатость поверхности: что нужно знать?
Раундовость и шероховатость – это параметры, характеризующие качество поверхности. Раундовость определяет отклонение формы детали от идеального круга, а шероховатость – микронеровности, образующиеся на поверхности в процессе обработки. Оба эти фактора важны для определения пригодности детали к эксплуатации в различных условиях.
В машиностроении значения шероховатости обычно задаются в цифровом виде, и для этих целей наиболее часто используют параметр Ra. Он показывает среднее арифметическое отклонение профиля от средней линии. Чем меньше значение Ra, тем более гладкой является поверхность.
Иногда приходится сталкиваться с ситуациями, когда конструкторы перестраховываются и закладывают излишне жёсткие требования к шероховатости. Это может существенно удорожить производство, особенно если речь идёт о сложных деталях. Поэтому всегда стоит оценивать, насколько критична шероховатость для конкретной задачи.
В таблице ниже представлены категории раундовости и соответствующие им характеристики неровностей поверхности, а также основная длина в миллиметрах (L).
Влияние методов механической обработки на шероховатость поверхности
Различные методы механической обработки позволяют достигать разной степени гладкости поверхности. Выбор метода зависит от требуемой точности и финишных характеристик детали. Рассмотрим подробнее, как те или иные процессы влияют на шероховатость.
Шероховатость внешних цилиндрических поверхностей
Параметры шероховатости, которые можно достичь при различных методах обработки наружных цилиндрических поверхностей, представлены в таблице ниже. Обратите внимание, что значения указаны в микрометрах (мкм).
Шероховатость цилиндрических поверхностей внутренней структуры
При обработке внутренних цилиндрических поверхностей используются другие методы, чем для наружных. Соответственно, и достигаемые параметры шероховатости будут отличаться. Посмотрим, какие значения можно получить.
При выборе метода обработки отверстий, особенно точных, нужно учитывать не только требуемую шероховатость, но и точность геометрии. Иногда развёртывание может дать лучшие результаты, чем шлифование, с точки зрения комплексных характеристик.
Шероховатость поверхности после литья
Литье – один из самых распространённых способов получения заготовок. Однако, как правило, отливки требуют дальнейшей обработки для достижения нужной шероховатости. В таблице ниже указаны параметры, характерные для различных видов литья.
Шероховатость плоских поверхностей
Обработка плоских поверхностей – важная задача в машиностроении. Строгание, фрезерование, шлифование и притирка – вот основные методы, которые используются для достижения нужной шероховатости. Рассмотрим, какие параметры можно получить при их применении.
Выводы
Выбор параметров шероховатости – это важный этап при проектировании и изготовлении металлических деталей. Необходимо учитывать не только функциональные требования, но и технологические возможности производства. Использование таблиц с данными о шероховатости при различных методах обработки поможет вам принять правильное решение и избежать ненужных затрат.
Автор статьи — инженер-технолог Сергей Кузнецов.