Ковкий чугун – это материал, сочетающий в себе свойства, характерные как для чугуна, так и для стали. В этой статье мы рассмотрим, как получают ковкий чугун, какие у него свойства, как химический состав влияет на характеристики и где он применяется. Мы разберем особенности технологии производства и влияние различных примесей в составе.
Ковкий чугун получают путем длительного отжига белого чугуна. В результате такого отжига графит выделяется в виде хлопьевидных включений. Такая форма графита положительно влияет на механические сврйства чугуна.
Важное преимущество ковкого чугуна – стабильность характеристик по всему сечению отливки. Отсутствие остаточных напряжений также является большим плюсом. Обычно его используют для отливок с толщиной стенок от 3 до 50 мм – это связано с технологией получения структуры белого чугуна и необходимостью обеспечения однородности свойств.
Как показывает практика, для достижения наилучших результатов, важно строго контролировать процесс отжига и исходный химический состав чугуна.
Влияние температуры и дефектов на свойства ковкого чугуна
Температура оказывает заметное влияние на ковкий чугун при нагреве свыше 400 °C, что приводит к снижению прочности и увеличению пластичности. Ферритный ковкий чугун имеет более низкий порог хрупкости, чем перлитный. Наличие дефектов может снизить герметичность отливок.
Влияние структуры на характеристики:
- Максимальная прочность достигается при мелкодисперсном перлите и минимальном количестве графита.
- Наивысшая пластичность – при ферритной структуре и аналогичном графите.
Что касается эксплуатационных свойств, перлитный ковкий чугун хорошо показывает себя в условиях работы со смазкой при высоких давлениях, однако быстро изнашивается без нее. Перлитно-ферритный, наоборот, обладает невысокими антифрикционными свойствами при смазке и работает лучше всухую.
Лично я всегда рекомендую учитывать условия эксплуатации при выборе марки ковкого чугуна. Это может значительно продлить срок службы детали.
Особенности литья и химический состав ковкого чугуна
Белый чугун имеет высокую усадку при кристаллизации и в твердом состоянии, что может приводить к образованию трещин в сложных отливках. Поэтому использование металлических форм, препятствующих усадке, не всегда возможно. Снижение содержания фосфора и серы, а также оптимизация температуры заливки могут помочь уменьшить склонность к трещинообразованию.
Химический состав ковкого чугуна напрямую влияет на его свойства. Основные элементы – углерод и кремний. Для перлитного чугуна важны также марганец и хром. Содержание углерода влияет на количество графитных включений, а кремний способствует графитизации. Марганец увеличивает прочность, но снижает пластичность, а сера может влиять на форму графита и механические характеристики.
В таблице ниже приведены примеры химического состава ковкого чугуна для автомобильных отливок:
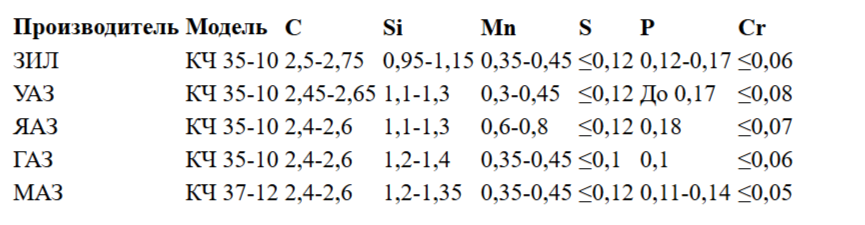
Важно помнить, что химический состав – это как рецепт. Небольшие изменения могут привести к значительным изменениям в итоговых свойствах материала.
Сравнение с другими материалами и области применения
Ковкий чугун занимает промежуточное положение между серым чугуном и сталью. Он обладает лучшей демпфирующей способностью и меньшей чувствительностью к надрезам, чем сталь. Однако высокопрочный чугун зачастую превосходит ковкий по литейным и механическим свойствам. И, конечно, экономическая целесообразность тоже играет роль при выборе материала.
Изделия из ковкого чугуна практически не имеют остаточных напряжений и обладают высокой плотностью. Благодаря герметичности, ковкий чугун широко используется в производстве деталей для водопроводных, газопроводных и паропроводных систем. Несмотря на разнообразие областей применения, ковкий чугун в основном используется для тонкостенных литых изделий.
Несмотря на то что высокопрочный чугун вытесняет ковкий, последний всё ещё находит применение в специфических областях, где важна именно комбинация его свойств. Например, в некоторых элементах трубопроводной арматуры.
Влияние фосфора, хрома, молибдена и ванадия
Фосфор, при содержании свыше 0,20%, увеличивает текучесть чугуна и незначительно повышает предел прочности при растяжении. Однако, это влечет за собой существенное снижение ударной вязкости и повышение риска хладноломкости. Также фосфор ускоряет первую стадию графитизации, но замедляет вторую. Поэтому при работе с ковким чугуном содержание фосфора необходимо внимательно контролировать.
Хром является мощным ингибитором графитизации в ковком чугуне. Его содержание обычно ограничивают 0,06—0,08%. При увеличении его концентрации до 0,1—0,12% требуются специальные методы для получения ферритного ковкого чугуна, включая увеличение времени отжига и предварительную закалку отливок. Проблемы при производстве ферритного ковкого чугуна с высоким содержанием хрома связаны с формированием сложных карбидов, которые устойчивы при высоких температурах и замедляют диффузионные процессы в металлической основе.
В связи с увеличением использования металлолома с легированной сталью в производстве ковкого чугуна растет концентрация хрома в шихте. Для нейтрализации его влияния на процесс графитизации применяют совместное модифицирование с использованием алюминия, бора и сурьмы или ферротитана. Это позволяет получать ферритный и перлитный ковкий чугун с содержанием хрома до 0,2%, обладающий хорошими механическими свойствами без увеличения времени отжига.
Молибден, в свою очередь, способствует уменьшению размера перлита и графитовых включений и повышает предел прочности (на 3—7 кГ/мм² при добавлении 0,5% Mo). Однако он затрудняет графитизацию из-за образования легированного цементита и специальных карбидов, действуя подобно хрому, но менее интенсивно. Молибден также предотвращает хрупкость ковкого чугуна при температурах 300—500°C.
Небольшое добавление ванадия (0,05—0,10%) способствует производству износостойкого ковкого чугуна с сорбито-перлитной структурой. Прочностные характеристики при этом могут увеличиться на 30—40%.
Температурные свойства ковкого чугуна
При высоких температурах сопротивление ковкого чугуна деформациям снижается, и пластичность также уменьшается при кратковременных испытаниях. Характерной особенностью является увеличение объема, связанное с необратимым расширением. Этот рост усиливается при термоциклировании, причиной которого является графитизация при нагреве и выделение растворенного углерода при охлаждении, а также окисление металлической матрицы.
Ковкий чугун демонстрирует меньший рост по сравнению с серым чугуном благодаря изолированным графитовым включениям. Перлитный ковкий чугун с низким содержанием кремния также менее подвержен росту при умеренных температурах. В этих условиях ковкий чугун в 2—3 раза более устойчив к росту, чем обычный серый чугун. Однако при высоких температурах процессы роста в ковком чугуне происходят так же активно, как и в сером. Поэтому изделия из ковкого чугуна могут надежно работать только при температурах, где процессы окисления ограничены.
При температурах выше 400—450° С наблюдается заметное снижение прочности. В условиях водяного пара, который является сильным окислителем, рекомендуется, чтобы рабочая температура для отливок из ковкого чугуна не превышала 300° С. Важно отметить, что ферритный ковкий чугун хуже противостоит окислению, чем перлитный.
Долговечность ковкого чугуна при температуре 300—400° С невысока и резко снижается при дальнейшем нагреве. Характер кривой ползучести и ее скорость изменения зависят от структуры чугуна, температуры и приложенных напряжений.
Исследования показывают, что долговечность перлито-ферритного ковкого чугуна при 425°C (при испытаниях продолжительностью 4000 часов) сопоставима с литой сталью марки 25Л после отжига. Кратковременная прочность стали при этой температуре выше, чем у чугуна. При температурах выше 500°C долговечность феррито-перлитного чугуна уступает указанной стали. Ферритный ковкий чугун демонстрирует меньшую долговечность и прочность по сравнению со сталью при всех температурах. Сопротивление ползучести ковкого чугуна выше, чем у серого чугуна, но ниже, чем у высокопрочного чугуна.
В отличие от серого чугуна, ферритный ковкий чугун становится более хрупким при понижении температуры из-за насыщения азотом.
Модифицирование ковкого чугуна
Алюминий является одним из самых распространенных модификаторов ковкого чугуна. Присадки в количестве 0,015—0,025% от массы расплавленного металла обеспечивают отсутствие первичного графита при стандартном содержании углерода и кремния и толщине стенки отливки до 40 мм. Оптимальные добавки алюминия повышают механические свойства за счет увеличения дисперсности и равномерного распределения графита в металлической основе, а также упрочнения феррита. Дальнейшее увеличение содержания алюминия приводит к резкому снижению механических свойств.
Широко применяются модифицирующие смеси, содержащие бор. Оптимальная присадка бора в количестве 0,002—0,003% повышает механические свойства ферритного ковкого чугуна и сокращает время графитизирующего отжига.
Компоненты модифицирующих смесей часто включают антиграфитизирующие элементы (висмут, сурьму, теллур), которые способствуют образованию сквозного отбела при толщине стенки до 80 мм. Доля висмута составляет от 0,001% до 0,003%, а содержание сурьмы варьируется от 0,002% до 0,004%.
Модифицирование уменьшает зависимость механических свойств от изменений температуры заливки металла и его химического состава, что положительно сказывается на технологичности ковкого чугуна. Важно помнить, что эффективность модификаторов зависит от времени выдержки металла в ковше перед разливкой. При увеличении этого времени эффект модифицирования снижается.
Из практики могу сказать, что выбор модификатора и его концентрация – это всегда компромисс. Нужно учитывать множество факторов, начиная от состава шихты и заканчивая требуемыми свойствами готового изделия.
Смеси с добавками алюминия, бора и висмута, а также алюминия, бора и сурьмы эффективно устраняют негативное воздействие хрома на процесс графитизации. Даже при содержании хрома в пределах 0,18—0,20% ковкий чугун сохраняет хорошие механические свойства, хорошо обрабатывается и не требует длительной термообработки.
Литейные характеристики ковкого чугуна
Литейные характеристики, такие как плавкость, усадка и склонность к образованию горячих трещин, определяют ковкий чугун как подходящий литейный материал.
Плавкость является особенно важной характеристикой, учитывая сложную форму, небольшой вес и тонкие стенки большинства отливок. Белый чугун, из-за низкого содержания углерода, кремния и фосфора, имеет более низкую плавкость по сравнению с серым чугуном.
Плавкость увеличивается с повышением содержания кремния, фосфора и углерода. Сера и марганец оказывают незначительное влияние на плавкость по отдельности, однако высокое содержание обоих элементов может приводить к образованию тугоплавкого соединения MnS, снижающего плавкость.
Усадка и склонность к образованию горячих трещин зависят от химического состава чугуна и техники производства отливок. Усадка в жидком состоянии и в процессе затвердевания приводит к образованию усадочных раковин и пористости, а в твердом состоянии — к различиям в размерах модели и отливки.
Объем усадочных раковин и усадочной пористости определяется объемной усадкой сплава во время кристаллизации отливки, то есть при переходе жидкого чугуна в твердое состояние.
Усадка чугуна: факторы и влияние на качество отливок
Усадка – это уменьшение объема материала в процессе кристаллизации и охлаждения. Для белого чугуна характерна большая усадка при затвердевании, чем для серого чугуна, но меньше, чем для высокопрочного.
Собственный опыт показывает, что пренебрежение усадкой может привести к серьезным проблемам. Например, неправильно рассчитанные размеры литниковой системы приведут к образованию дефектов непосредственно в теле самой отливки.
Усадочные раковины и пористость формируются в тех участках отливки, которые затвердевают последними. Как правило, это области с наибольшей концентрацией металла и затрудненным отводом тепла. Предотвратить образование таких дефектов можно путем правильного проектирования, обеспечивающего направленное затвердевание. Литниковая система для ковкого чугуна должна включать питающие бобышки в массивных частях и "горячих узлах".
Объемная и линейная усадка в твердом состоянии является комплексным явлением, определяемым не только термическим сжатием, но и выделением газов, фазовыми превращениями и сопротивлением формы. Усадка существенно влияет на возникновение напряжений и, как следствие, на вероятность появления горячих и холодных трещин.
Интересный момент: при отжиге отливок из белого чугуна наблюдается увеличение размеров, что обусловлено графитизацией. Общая усадка серого чугуна, как правило, меньше, чем у белого. Важно учитывать, что усадка при заливке в сухие формы обычно меньше, чем в сырые.
Влияние отжига на усадку и плотность ковкого чугуна
В процессе отжига белого чугуна происходит увеличение объема и линейных размеров отливок. Поэтому общая величина усадки ковкого чугуна может варьироваться в пределах от 0,8% до 1,0%. Важно понимать, что это среднее значение, и его необходимо уточнять в зависимости от конкретных условий производства, атмосферы печи, размеров отливок и марки чугуна.
Также стоит отметить, что плотность чугуна в процессе отжига имеет тенденцию к уменьшению. Все эти факторы необходимо учитывать при разработке технологических процессов.
Литейные напряжения и трещины: как избежать дефектов
Затрудненная усадка белого чугуна при кристаллизации существенно повышает его склонность к образованию горячих трещин. Усадка в твердом состоянии определяет уровень литейных напряжений, которые могут привести к образованию как горячих, так и холодных трещин.
Из практики можно отметить, что лучше всего отдать предпочтение конструкциям, которые допускают свободную усадку. Избегайте резких переходов в толщине стенок, так как это может привести к концентрации напряжений и снижению прочности изделий в целом.
Литейные напряжения в отливках из белого чугуна значительно выше, чем в отливках из серого чугуна и стали. Это обусловлено более высоким модулем упругости и более низкой теплопроводностью белого чугуна. Остаточные напряжения в изделиях из ковкого чугуна, напротив, невелики, так как происходит длительный графитизирующий отжиг при высоких температурах.
Белый чугун имеет худшие литейные свойства по сравнению с серым чугуном: меньшую жидкотекучесть, большую линейную усадку и склонность к трещинам и газовым раковинам. Поэтому к технологичности конструкции отливок из ковкого чугуна предъявляются повышенные требования.
При проектировании отливок, по возможности, следует придавать им такую форму и располагать их таким образом, чтобы обеспечивалось направленное затвердевание. Для питания утолщенных частей применяются боковые прибыли. Участки с утолщениями, которые невозможно питать прибылями, можно охлаждать наружными холодильниками.
Для предотвращения возникновения горячих и холодных трещин рекомендуются следующие меры:
- Избегайте резких изменений сечений, крупных выступов и впадин.
- Используйте различные поднутрения для выравнивания толщин стенок.
- Предусматривайте литые отверстия в утолщенных частях отливок.
- Стремитесь к тому, чтобы элементы отливок испытывали деформацию изгиба, а не растяжение.
- Избегайте чрезмерного увеличения размеров отливок.
- Укрепляйте участки, которые могут потрескаться, с помощью ребер или приливов.
Обрабатываемость ковкого чугуна: факторы и методы оценки
Обрабатываемость ковкого чугуна характеризуется усилием резания, качеством поверхности и износом режущего инструмента. Методы оценки обрабатываемости учитывают прочность и твердость металла.
Разные марки чугуна, даже с одинаковыми механическими свойствами, могут значительно отличаться по обрабатываемости. Незначительные изменения в структуре, например, включения цементита, могут существенно снизить стойкость режущего инструмента.
Материал с чрезмерной пластичностью может привести к образованию нароста на передней грани инструмента и уменьшению его стойкости. Основной фактор, который нарушает связь между обрабатываемостью и твердостью, — это неоднородность структуры, особенно у перлитного ковкого чугуна. Чугун с крупными пластинами перлита обрабатывается хуже, чем с мелкозернистым, даже при его большой твердости.
Увеличение содержания углерода и кремния в структуре ковкого чугуна приводит к росту количества свободного углерода, снижению твердости и улучшению обрабатываемости. Для получения высокой чистоты обработанной поверхности необходимо обеспечить равномерное расположение мелких углеродных включений в металлической основе. Перлитный ковкий чугун обеспечивает более высокую чистоту поверхности, чем ферритный.
Поверхностные дефекты, возникающие при отжиге в окислительной атмосфере, значительно ухудшают обрабатываемость ковкого чугуна. Создание защитной атмосферы в печи практически полностью устраняет эти дефекты, улучшая качество отливок.
Применение ковкого чугуна в машиностроении
Ковкий чугун широко используется в машиностроении благодаря его высоким физико-механическим характеристикам, относительно простой технологии изготовления и более низкой стоимости по сравнению со стальными отливками. Основными потребителями являются автомобилестроение, тракторостроение и сельскохозяйственное машиностроение.
На предприятиях чаще производят ферритный ковкий чугун, хотя перлитный обладает высокой прочностью, износостойкостью, эффективностью при повышенных температурах, высокой усталостной прочностью и хорошими демпфирующими свойствами.
Из перлитного ковкого чугуна изготавливают коленчатые и распределительные валы, поршни дизельных двигателей, коромысла клапанов и детали сцепления.
Заключение
Понимание особенностей усадки, напряжений и обрабатываемости ковкого чугуна крайне важно для производства качественных отливок. Учет данных факторов на этапе проектирования и технологической подготовки позволяет минимизировать дефекты, оптимизировать процессы обработки и расширить области применения этого материала.
Автор статьи — инженер-технолог Сергей Кузнецов.