Первым моим 3D принтером был распространённый в народе Anycubic Mega S. Появился он на фоне более простых своих собратьев Anet A6/A8, Creality Ender 2/3. Именно Anycubic меня привлёк тем, что конструкция рамы обеспечивала больше стабильности, чем у аналогов. Проще говоря, выглядел он массивнее, крепче, надежнее.
Недостатки.
При первой же печати были видны недостатки: громкий звук как вентиляторов, так и шаговых двигателей; тяжелая печатающая голова; дефекты прокладки электроники, которые выражались в торчащих проводах и открытых разъёмах.
По мере знакомства с печатью, я стал искать и пути решения проблем. Из-за народности принтера появилось много проектов с улучшениями в открытом доступе. Что-то я позаимствовал у других, что-то привнёс своё.
Какие провёл изменения?
Итого заменил:
1. Кожух печатающей головы на пластиковый. Родной кожух металлический, очень тяжёлый, а внутри пустой. Что сказывается на качестве печати и износе кинематики;
2. Как побочный эффект также поставил натяжители ремней, что дало лучшее позиционирование на модели;
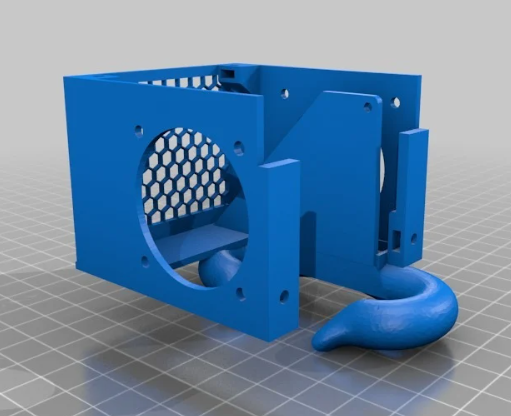
2. Обдув хотенда. При смене кожуха головы стало понятно, что обдув работает плохо, да ещё и издаёт слишком много звуков. Замена вентиляторов и воздуховода дало тишину и качественный поток воздуха, что отразилось на качестве печати. Пропали волосы из пластика вокруг модели и неровности слоёв в горизонтальной плоскости;
3. Охлаждение платы и блока питания. Производитель использует крохотные вентиляторы в целях экономии. Они ничего не охлаждают, а только производят лишний шум. Пришлось доработать крепление печатной платы, чтобы поставить другие вентиляторы. Новая система охлаждения стала сильно тише и дала хороший поток воздуха внутри корпуса;
4. Драйвера шаговых двигателей. В стоковой реализации стоят драйвера A4988, из-за которых слышен неприятный визг двигателей. Замена на тихие драйвера TMC2208 вместе с модернизацией системы обдува сделали принтер приятным в использовании, когда требуется находиться рядом с ним;
5. Напечатал модели деталей, которые скрыли торчащие провода и открытые разъёмы.
Недоработки на принтере с завода.
Помимо улучшения штатных частей принтера, была необходимость устранения типовых недоработок. На столе установлена ультрабаза. На момент 2020 года материал инновационный и привлекательный. На деле же адгезия (прилипание) пластика к столу оставляет желать лучшего. Нужно либо тщательно подбирать режимы, либо использовать дополнительные материалы. Перепробовав многое, я лично для себя остановился на нанесении клея ПВА на столик тонким слоем. Для меня так получается наилучший результат печати первого слоя. Есть способы в наклеивании малярного скотча на стол, кому-то больше нравится использовать стекло или зеркало, кто-то использует специализированный клей или клей карандаш. Для меня же лучше всего подошёл ПВА. Первый слой печатается идеально ровно, прилипание любого пластика безупречное, снять деталь легко и отмыть стол от старого клея не составляет труда.
Проблема экструзии пластика.
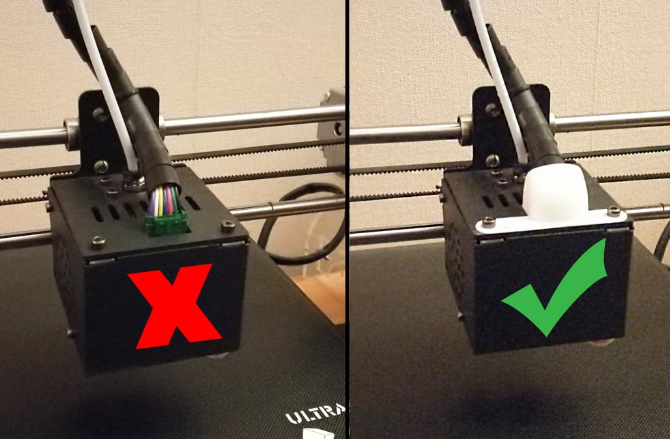
Ещё одна проблема этого принтера и подобных ему, где используется Боуден (Bowden) экструдер (с длинной подачей пластика) и латунные термобарьеры в хотенде - недоэкструзия пластика. Когда принтер начинает печатать воздухом посреди процесса печати. Недостаточный нагрев пластика препятстсвует его протеканию в сопло. Также проблемы с обдувом хотенда вызывают возникновение пробок из пластика внутри сопла. Ещё филамент может выдавливать обратно в тефлоновую трубку, что также мешает печати. Двигатель экструдера крутится, шестерни крутяться, пластик жуёт и на этом всё заканчивается. Эту проблему можно устранить путём выбора правильного термопрофиля, но бывает, что этого недостаточно. Сильно лучше становится при использовании "носка" на термобарьере, а также использовании биметаллических решений вместо латунных. На момент 2026 года уже есть готовые решения с цельнометаллическим термобарьером и соплом как единое целое. Спасибо разработчикам. Такое бы решение, да в 2020...
Подытожим.
Если вкратце, то опыт с представленным принтером такой. В следующих статьях поговорим про другие принтеры, параметры и выбор филамента (пластика), проблемы с USB-носителями, а также разберемся с настройками слайсеров и нюансами печати.
Спасибо за прочтение! Комментируйте и добавляйте новых советов. Никогда не поздно узнать что-то новое.