
В данной статье я решил осветить технологию газовой сварки металла. В настоящее время данная технология находит все меньшее применение, но газовая сварка металла — это проверенный временем метод соединения металлических конструкций, который продолжает оставаться актуальным даже в эпоху современных технологий. Благодаря своей простоте, доступности и возможности применения в условиях отсутствия электросети, этот способ получил широкое распространение среди профессионалов и любителей. Давайте разберемся, как работает газовая сварка, какие материалы и инструменты необходимы, а также рассмотрим основные нюансы и тонкости процесса.
Общие сведения
Для газопламенной обработки металлов применяют различные горючие газы и жидкости. При их сжигании в смеси с воздухом температура пламени обычно не превышает 1800 - 2000˚ С. При газовой сварке большинства металлов требуется, чтобы температура газосварочного пламени была не ниже 3000˚С. Для повышения температуры пламени горючих газов их сжигание производится в смеси с технически чистым кислородом. При газокислородной сварке в качестве горючих газов можно использовать: ацетилен (C2H2), пропан, смесь пропана и бутана, водород и природный газ.
Оборудование для газовой сварки
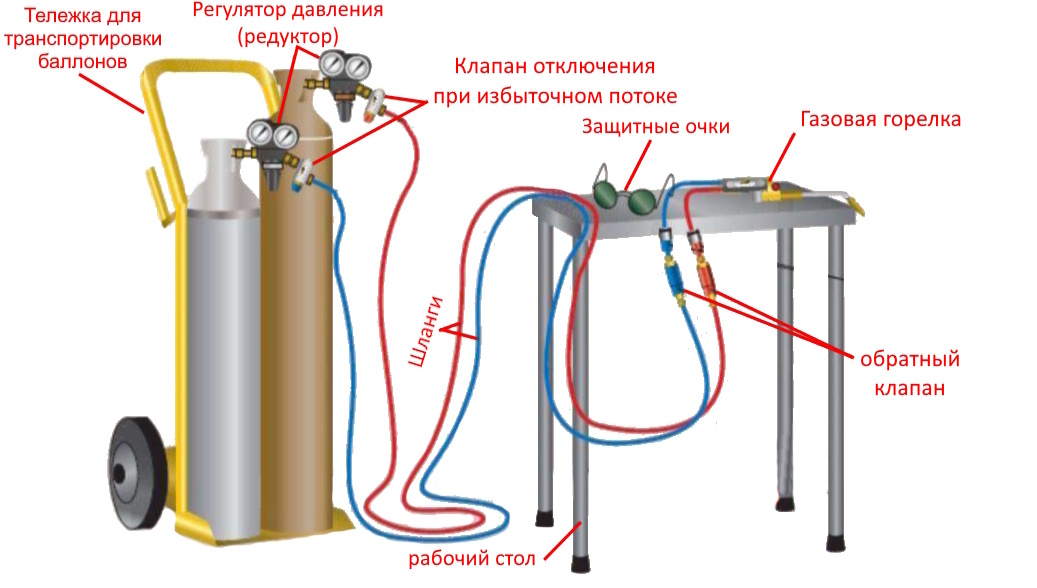
Оборудование для газовой сварки включают в себя:
- шланги для подачи газа из баллонов к горелке,
- регуляторы давления газа (редуктор)
- газовая горелка с наконечниками
- предохранительные устройства.
На рисунке ниже указан примерный состав поста для газовой сварки
Сварочная горелка выглядит следующим образом
Зажигание пламени – поджигание горелки
1. Убедитесь, что клапаны кислородной и ацетиленовой горелки закрыты.
2. Медленно откройте клапан ацетилена, чтобы в случае аварии можно было быстро перекрыть подачу газа.
3. Медленно откройте клапан кислорода на небольшое расстояние.
4. Установите правильное рабочее давление на манометре ацетиленового регулятора.
5. Сделайте это, открыв клапан ацетиленовой горелки и повернув регулировочный винт регулятора ацетилена до достижения желаемого давления.
6. Закройте клапан ацетиленовой горелки.
7. Установите рабочее давление кислорода, открыв клапан кислородной горелки и повернув регулировочный винт регулятора кислорода.
8. Откройте клапан ацетиленовой горелки на ½ оборота.
9. Используя обычную искровую зажигалку, подожгите ацетиленовый газ.
10. Отрегулируйте пламя так, чтобы оно горело турбулентно примерно на расстоянии 20 мм от кончика горелки. Затем отрегулируйте пламя так, чтобы не выделялись сажа и дым.
11. Медленно откройте клапан кислородной горелки.
12. Отрегулируйте подачу кислорода так, чтобы на кончике горелки появился небольшой заостренный конус.
13. Это нейтральное пламя.
14. Для получения нейтрального пламени может потребоваться небольшая регулировка клапанов горелки и регулятора давления.
Отключение горелки
1. Закройте клапан ацетиленовой горелки на корпусе горелки, чтобы погасить пламя.
2. Затем закройте клапан кислородной горелки, чтобы газ не выходил из кончика горелки.
3. Закройте клапаны ацетиленового и кислородного баллонов.
4. Откройте оба клапана горелки на корпусе горелки, чтобы выпустить оставшийся газ из шлангов и горелки.
5. Следите за регуляторами ацетилена и кислорода, пока не увидите, что давление на обоих регуляторах показывают ноль.
6. Закройте оба клапана горелки на корпусе горелки.
Типы пламени
Свойства пламени
Распределение температуры в кислородно-ацетиленовом пламени:
Технология газовой сварки металлов
Технология газовой сварки малоуглеродистой стали включает в себя следующие операции:
а) Подготовка кромок металла под сварку.
б) Подбор сварочной (присадочной) проволоки.
в) Подбор мощности горелки (наконечника).
г) Управление горелкой.
д) Подача сварочной проволоки.
Выбор диаметра сварочного прутка
Если пруток неправильно подобран то возможны варианты:
- Если пруток слишком тонкий: перегрев, разбрызгивание металла.
- Если пруток слишком толстый: трудно расплавить, сварочная ванна будет холодной, и будет прилипать проволока.
Диаметр проволоки для газовой сварки подбирается в зависимости от толщины свариваемого металла и способа сварки по следующей формуле:
В случае левого способа сварки: d = s/2 + 1 (мм)
В случае правого способа сварки: d = s
d = диаметр прутка (мм), s = толщина свариваемого металла (мм)
Сварочная проволока выбирается в зависимости от марки свариваемого металла. Для сварки стали марок Ст 0…Ст15 выбирается проволока марки Св08 или Св15. Для сварки стали марок Ст15…Ст25 применяется проволока Св08А или Св08ГА.
Подбор мощности горелки (наконечника)
Мощность наконечника горелки подбирается в зависимости от толщины свариваемых кромок и метода сварки. В общем случае расход горючего газа определяется по формуле:
А = К*s
где: К – удельный расход газа на 1 мм толщины металла (выбирается по справочным данным); s - толщина металла в миллиметрах.
Чтобы не считать можно пользоваться данными которые я привел в таблице ниже (Характеристики наконечников):
Техника газовой сварки
Техника сварки
Горизонтальные и потолочные швы рекомендуется выполнять правым способом сварки, так как при этом давление газов пламени удерживает ванну жидкого металла от стекания. Сварочную проволоку держат наклонно к оси шва. Вертикальные швы (на вертикальной плоскости) рекомендуется сваривать следующим образом:
- при толщине металла до 3 мм сварку ведут в направлении сверху вниз левым способом;
- при толщине металла более 3 мм сварку ведут снизу вверх правым способом.
Сварка средне- и высокоуглеродистой стали
Основные затруднения при сварке:
- Происходит кипение сварочной ванны.
- Металл закаливается в зоне шва, и образуются трещины в шве и ОШЗ.
Особенности сварки:
- Мощность горелки для сварки подбирается несколько меньшая, чем при сварке малоуглеродистой стали.
- Рекомендуется применять флюс. Перед сваркой заготовки рекомендуется отжигать.
- Сварку следует выполнять с общим предварительным подогревом изделия, не допускается перегрева и кипения сварочной ванны.
- После сварки необходимо обеспечить наиболее замедленное охлаждение сварного соединения (укрывание песком, асбестом).
- Во всех случаях сварки средне- и высокоуглеродистой стали рекомендуется последующая термическая обработка в виде отжига, нормализации или закалки с высоким отпуском.
Сварка легированной стали
Основные затруднения:
- Металл закаливается, и образуются трещины в шве и ОШЗ тем больше, чем больше в составе стали углерода и легирующих добавок.
- Происходит выгорание из расплавленного металла легирующих элементов.
Особенности сварки:
- Необходимо постепенно нагревать металл в месте начала шва.
- Накладывать швы необходимо с максимально возможной скоростью, не допуская перегрева металла.
- В месте окончания шва осуществлять медленный, постепенный отвод пламени, образуя усиление в конце шва, а также обогревая увеличенную площадь металла.
- Не допускать сварки металла при низких температурах. Обеспечивать медленное охлаждение сварного соединения.
- Перед сваркой заготовки должны быть в отожженном состоянии.
Сварка высоколегированной и инструментальной стали
Основные затруднения при сварке:
- Образуются трещины в сварных швах вследствие сильной закаливаемости металла на воздухе.
- Получаются швы с большой химической неоднородностью.
Особенности сварки:
- Заготовки перед сваркой должны быть в отожженном состоянии и тщательно очищены.
- Заготовки перед сваркой должны подогреваться до температуры 250...300˚С.
- При сварке должен обязательно применяться флюс.
- Пламя должно быть с небольшим избытком ацетилена.
- После сварки изделия в горячем состоянии необходимо помещать в печь для отжига.
Спасибо за внимание, подписывайтесь на мой Дзен-канал, ставьте лайки и оставляйте комментарии. До новых встреч! 🔥✨