
Напильник — это режущий инструмент с фиксированной геометрией зуба. Большинство знает его как плоский брусок с перекрестной насечкой. Да, такой форм-фактор - классика слесарного дела, но арсенал серьёзного мастера ими не ограничивается.
Новичок часто покупает по принципу «подороже — значит лучше» или хватает первый попавшийся. Профессионал знает: универсальных напильников не бывает. Зато есть “правильные”, под конкретную задачу. И в этой статье мы разберёмся, как их найти.
Анатомия напильника: составляющие точной работы
Прежде чем разбираться в формах и насечках, стоит понять, как вообще устроен напильник. Внешне всё просто: стальной брусок и ручка. Но вся суть, как обычно, в деталях.
Части напильника
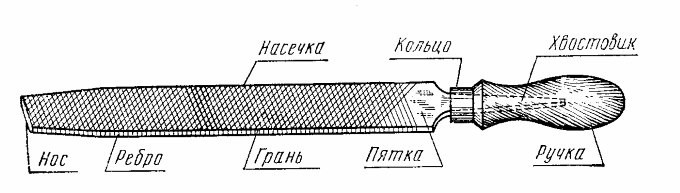
У любого напильника есть пять основных элементов:
Нос — передняя зауженная часть;
Тело (полотно) — основная рабочая поверхность от носа до пятки;
Пятка — небольшой участок без насечки перед хвостовиком;
Хвостовик — конусообразный шип, на который насаживается рукоятка;
Рукоятка — думаем, тут пояснения излишни.
ВАЖНО! Хвостовик никогда не используется как рабочая поверхность. Даже если очень хочется подточить что-то в узком месте — нельзя. Там нет закалки, и металл мягкий, даже если на нём есть насечка.
Материал: почему напильник режет металл, а не наоборот?
База: Напильник должен быть твёрже обрабатываемой поверхности. Твёрдость стали даёт углерод, поэтому основа подавляющего большинства напильников — углеродистая инструментальная сталь.
- Для работы по дереву, коже или пластикам достаточно твёрдости не менее 47 HRC. Здесь используют сталь марки У7 (0,7% углерода) или выше.
- Для слесарных напильников по металлу требования жёстче: не менее 58 HRC. Это стали от У10 и выше, а также легированные хромистые марки (например, 13Х). Хром повышает износостойкость и сопротивляемость коррозии.
Технология термообработки бывает разной. Дешёвые напильники часто закаливают поверхностно — твёрдая “корка”, но внутри вязкая сердцевина. Такой тип закалки хорош для японской катаны, но никак не для напильника. Качественный инструмент проходит сквозную закалку: зубья твёрдые по всей глубине.
Рукоятка: знай, за что держаться!
Пластик или дерево? Казалось бы, мелочь. Но эргономика напрямую влияет на качество работы.
Деревянные рукоятки (обычно бук, берёза, реже граб) — признак инструмента “старой школы”. Плюсы: не скользят даже в замасленных руках, приятны тактильно, дёшевы при замене. Минусы: со временем рассыхаются, трескаются, впитывают масло и грязь.
Пластиковые рукоятки (ударопрочный полистирол, полипропилен, двухкомпонентный пластик с резиновыми вставками) — современный стандарт. Плюсы: не боятся влаги, не разбухают, долговечны. Минусы: слишком жёсткий пластик скользит в потной ладони, а дешёвый ломается на морозе. Лучший вариант — двухкомпонентная рукоятка: твёрдая основа плюс нескользящие резиновые вставки.
Дорогой против дешёвого: три отличия
Первое — сталь. Дешёвый напильник делают из мягкой стали с поверхностной цементацией. Какое-то время он работает нормально, а потом зубы «садятся» и перестают резать. Дорогой — сквозная закалка, ресурс в разы выше.
Второе — геометрия насечки. У бюджетных моделей зубы нарезаны «как получилось»: разная высота, завалы по краям. У качественных — строгий шаг, одинаковая заточка, чёткие грани. Это даёт предсказуемый съём и ровную поверхность.
Третье — контроль. ГОСТ и DIN жёстко регламентируют твёрдость, точность и отклонения. Хороший производитель проверяет каждую партию. Дешёвый штампует, надеясь, что сойдёт.
Насечка напильника. Пять типов и их характер
Если форма напильника определяет, куда он пролезет, то насечка — сможет ли он там вообще что-то сделать. Именно тип, геометрия и размер зуба диктуют, какой материал инструмент возьмёт, с какой скоростью снимет и какую поверхность оставит после обработки.
Выбирая напильник, смотрите не на цвет ручки и не на цену. Смотрите на зуб. Он скажет об инструменте больше, чем наклейка.
Одинарная насечка: точность выше скорости
Зубья нарезаны одной непрерывной линией под углом 25 градусов к оси напильника. Работает такая насечка как резец: снимает узкую, чистую стружку без задиров.
Плюс — высокая чистота обработки. Минус — быстрое засаливание при работе с вязкими материалами. Инструмент с одинарной насечкой — выбор для финишной доводки или шлифовки узких плоскостей. Мягкую сталь, бронзу, латунь он ведёт отлично. Но алюминий и медь быстро его забьют.
Крестовая (перекрёстная) насечка: рабочая лошадь
Две диагональные линии, пересекающиеся под углом. Основная насечка глубокая, вспомогательная — более мелкая, разбивает стружку. Классика слесарного дела.
Такая геометрия дробит снятый металл в мелкую крошку, которая легко удаляется. Инструмент меньше засаливается, работает агрессивнее одинарного. Это выбор для обдирки, чернового съёма и обработки большинства конструкционных сталей.
Дуговая насечка: чистота снаружи и изнутри
Зубья имеют форму дуг, расположенных вдоль рабочей поверхности. Иногда такую насечку путают с рашпильной, но это другая технология.
Дуговой профиль создаёт эффект самовыталкивания стружки. Инструмент практически не забивается даже на пластичных материалах. Идеальный вариант для алюминия, меди, текстолита, оргстекла и прочих вязких или липких поверхностей. Съём материала равномерный, риск глубоких царапин минимален.
Рашпильная насечка: большие злые зубы
Это даже не насечка в классическом смысле, а отдельные выступы, расположенные в шахматном порядке. Каждый зуб работает по отдельности, снимая большие объёмы за раз.
Зазоры между зубьями огромные, забивание практически исключено. Но поверхность после обработки получается грубой, рваной. Назначение: дерево, кожа, резина, мягкие пластики, гипс, кость.
Алмазное и эльборовое напыление: абразив вместо резца
Строго говоря, это не насечка, а гальваническое покрытие. На стальную основу наращивают слой алмазного (или кубического нитрида бора) зерна.
Такие напильники и надфили не режут — они стирают поверхность абразивом. Твёрдость алмаза позволяет обрабатывать победит, керамику, стекло, твёрдые сплавы и закалённые стали, по которым обычный насечённый напильник просто скользит.
Номера насечки. Цифры, определяющие характер
Тип насечки отвечает вопрос «Что режем?». Номер насечки — на вопросы «Как быстро?» и «Насколько чисто?».
В отечественной и европейской традиции принята сквозная нумерация: чем меньше цифра, тем крупнее зуб и агрессивнее работа. Чем цифра больше — тем мельче насечка, тоньше стружка и выше чистота поверхности.
№0–1 (драчёвые): снять любой ценой
Самый крупный зуб. Шаг насечки большой, впадины глубокие. За один проход снимает десятые доли миллиметра, оставляя выраженные риски.
Драчёвые напильники нужны, когда деталь имеет припуск, литейный облой, окалину или грубые следы резки. Ими выводят грубую геометрию, убирают лишнее, не заботясь о красоте.
Важно: на стали драчевый напильник работает уверенно, на латуни или бронзе — оставляет задиры. Для цветных металлов такая агрессия избыточна, там нужна средняя насечка и контроль усилия.
№2–3 (личные): рабочий стандарт
Золотая середина слесарного дела. Насечка заметно мельче драчёвой, но зуб ещё отчётливо виден.
Личными (ударение на “ы”) номерами выполняют основной объём работ. Когда деталь уже “ободрана” и приближена к размерам, в дело идёт “двойка” или “тройка”. Съём поменьше, контроль точности — повыше.
Это “универсальный солдат” для конструкционных сталей, чугуна, бронзы, латуни. Именно личными напильниками выводят плоскости под линейку, подгоняют пазы «по месту», готовят поверхность под чистовую отделку.
Подавляющее большинство слесарных операций делается именно личными номерами.
№4–5 (бархатные): искусство доводки
Самый мелкий зуб. Визуально насечка напоминает матовую поверхность — отдельные риски уже почти не различимы невооружённым глазом.
Бархатные напильники снимают материал очень деликатно. Их задача — убрать следы от личного номера, вывести микрогеометрию, подготовить поверхность под шабрение или измерительный контроль.
Ими работают на финише: доводят сопрягаемые плоскости, калибруют узкие пазы, убирают микронеровности. Съём измеряется уже не десятыми, а сотыми долями миллиметра.
Важно понимать: бархатным напильником нельзя снять припуск. Новичок, пытающийся подпилить стальную деталь “пятёркой”, через пять минут обнаружит, что напильник скользит, а размер не изменился. Это не брак инструмента — это нецелевое использование.
Форма напильника. Семь основных профилей и их специализация
Прежде чем взять напильник, посмотрите на деталь. Её геометрия уже подсказала, какой профиль ей нужен. Разберём семёрку основных типов:
Плоские: универсалы наружного контура
Самый ходовой профиль. Рабочая ширина значительно превосходит толщину.
Плоскими напильниками выводят наружные плоскости, прямые кромки, снимают фаски, правят геометрию листового металла. Длина рабочей части здесь критична: коротким (100–150 мм) удобно работать в замкнутом пространстве, длинным (300–400 мм) — вести плоскость «на сдир».
Ширина полотна у крупных плоских напильников доходит до 50 мм, что даёт высокую производительность на широких поверхностях.
Квадратные: пазы и прямоугольные окна
Сечение — правильный квадрат. Все четыре грани рабочие, насечка нанесена по периметру.
Назначение: расширение и калибровка прямоугольных пазов, прорезей, шпоночных канавок. Также квадратным профилем удобно обрабатывать внутренние углы 90 градусов и узкие уступы, куда плоский напильник не пролезет по толщине.
Трёхгранные: острые углы и зубья
Профиль — равносторонний треугольник. Грани сходятся в острый угол.
Это инструмент для работы в замкнутых контурах: внутренние углы менее 90 градусов, пазы типа «ласточкин хвост», впадины между зубьями шестерён, заточка пил и фрез.
Трёхгранный профиль позволяет подобраться к месту, куда плоский или квадратный просто не влезет.
Круглые: радиусы и отверстия
Сечение — окружность. Насечка нанесена по всей цилиндрической поверхности.
Главная задача — обработка внутренних радиусов, скруглений, галтелей и отверстий. Круглым напильником доводят овальные и круглые отверстия до нужного диаметра или работают в криволинейных пазах.
Диаметр рабочей части варьируется от 3–4 мм (мелкие надфили) до 15–20 мм (тяжёлые слесарные модели). Длина влияет на доступ: чем глубже отверстие, тем длиннее должен быть инструмент.
Полукруглые: универсальный гибрид.
Одна сторона плоская, вторая — радиусная.
Плоской стороной работают как обычным плоским напильником. Радиусной — обрабатывают вогнутые поверхности: внутренние радиусы, желоба, криволинейные кромки.
Это один из самых востребованных профилей в ремонтной практике. Полукруглым напильником можно и грубо ободрать сварной шов, и аккуратно пройти по радиусу.
Ромбовидные: острый угол для зубчатых колёс
Профиль — ромб с острыми углами при вершинах.
Классический инструмент зуборезчиков и инструментальщиков. Ромбовидным напильником доводят профиль зубьев шестерён, работают в узких впадинах, затачивают протяжки и фасонные резцы.
Острые кромки ромба позволяют проникать в зазоры, недоступные даже для треугольного профиля. Сечение также используют для обработки острых внутренних углов с ограниченным доступом.
Ножевые: щели и тонкие пропилы
Профиль напоминает клинок ножа: толстое основание, острая рабочая кромка.
Это специализированный инструмент для узких пропилов, шлицев, щелевых пазов и доводки направляющих. Ножевым напильником работают там, где толщина полотна критична: например, при калибровке пазов под сухари или регулировочные пластины.
Встречается реже остальных, но в слесарке высокого класса без него не обойтись.
Узкопрофильные напильники. Когда задача требует особой геометрии
Есть задачи, где классический профиль бессилен. Там, где деталь весит три грамма, резьба «слизана», а твёрдость нужно определить на глаз, в дело вступает “спецназ”. Это не универсалы. Это инструменты одной, но очень важной роли.
Надфили: ювелирная точность в миллиметровых зонах
По сути, это те же напильники, но уменьшенные до размеров, удобных для работы одной рукой, а часто — двумя пальцами. Надфили не снимают припуск. Они доводят, калибруют, подгоняют. Инструментальное производство, ремонт пресс-форм, часовые механизмы, моделизм — вот их стихия.
Важный нюанс техники: выпуклые поверхности обрабатывают от края к центру, вогнутые — от центра к краям. Нарушишь направление — и тонкая кромка надфиля оставит глубокую царапину поперёк радиуса.
Рифели: кривые линии для кривых поверхностей
Рифель часто путают с надфилем, но разница принципиальна. У рифеля рабочая часть значительно короче, и она изогнута.
Прямым надфилем невозможно работать во внутренней полости шара, в глубоком рельефе скульптуры или в вогнутой линзе. Рифель своей дугой повторяет кривизну детали.
Профили рифелей разнообразны до бесконечности: иглы, лопатки, крючки, ложки. Каждый — под конкретную форму. Это уже не слесарный, а ювелирный или скульптурный инструмент.
Рашпили: грубая сила на мягком материале
Насечка рашпиля — это не нарезка, а отдельно стоящие зубы, профрезерованные в шахматном порядке.
Рашпиль не режет стружку — он её вырывает, поэтому работать им по металлу бессмысленно. Задачи рашпиля — дерево, фанера, гипсокартон, сырая кожа, подошва обуви, пластик.
Техника та же, что у надфилей, но по обратной причине: выпуклое — от края к центру, вогнутое — от центра к краям. Нарушение даёт рваный край и задиры. После рашпиля поверхность требует обязательной доводки.
Напильники для заточки пильных цепей
Круглый профиль, строго определённый диаметр: чаще всего 4,0; 4,5; 5,2; 5,5 мм. Это не универсальный круглый напильник, а калиброванный инструмент под конкретный шаг цепи.
Работают им только в одну сторону — изнутри наружу режущего звена. Возвратно-поступательное движение здесь убивает и цепь, и напильник. Двадцать процентов длины инструмента должно выходить за край зуба — ни больше ни меньше.
Обязательный элемент — направляющая обойма. Без неё угол заточки «уплывёт» за два движения. Сначала затачивают все зубья с одной стороны шины, затем переворачивают пилу и проходят вторую сторону.
Напильники для восстановления резьбы
Квадратное сечение, но это не квадратный напильник. На гранях — зубья, повторяющие профиль резьбы.
Ими не нарезают новую резьбу. Ими правят старую: убирают забоины, смятые витки, коррозионный налёт. Инструмент ведут строго по винтовой линии, снимая микроны.
После прохода проверяют эталонной гайкой: если не закусывает — восстановление удалось.
Тарированные напильники: твёрдость “на глаз”
Внешне напоминают надфили, но слегка изогнутые. Используются набором, где за каждым закреплена конкретная твёрдость: HRC 40, 45, 50, 55, 60, 65.
Это инструмент не для обработки, а для диагностики. Метод прост: берут самый мягкий (HRC 40), проводят по закалённой детали с небольшим усилием. Скользит? Значит, деталь твёрже. Берут следующий. И так, пока напильник не «вцепится».
Поцарапал — значит твёрдость напильника равна или выше твёрдости материала. Метод сравнительный, абсолютных цифр не даёт, но для быстрой сортировки партии термообработанных деталей или приёмочного контроля незаменим.
Уход и хранение. Чтобы зуб не тупился!
Углеродистая инструментальная сталь, из которой сделано большинство напильников, имеет две особенности: она прекрасно держит закалку и совершенно не дружит с влагой. Коррозия притупляет зубья, делает их хрупкими, и восстановить режущие свойства уже невозможно. Профилактика здесь — единственный рабочий метод.
Чистка: никакой химии!
Самое опасное заблуждение — пытаться отмыть засаленный напильник в растворителе или масле. Жирная стружка размягчается, но не удаляется полностью, а абразивная паста только забивает впадины.
Правильный инструмент для чистки — стальная щётка. Тонкая проволока выметает стружку из межзубьевых впадин, не повреждая геометрию насечки. Работают щёткой вдоль линий зуба, поперёк — только завалите кромки.
Второй союзник — мел. Им натирают рабочую поверхность перед началом работы с вязкими металлами: алюминием, медью, латунью. Мел заполняет микронеровности и не даёт стружке налипать на зубья. После работы мел легко сметается щёткой.
Хранение: каждый имеет право на личное пространство
Бросить набор напильников в один ящик — самый быстрый способ превратить их в бесполезные железки. Твёрдость зубьев у всех примерно одинаковая. В нерабочем контакте они калечат друг друга: кромки скалываются, насечка сминается.
Правильное хранение — подвешенное состояние. Отверстия в хвостовиках сделаны не для красоты. Напильники должны висеть на штырях или крючках, не касаясь друг друга. Если стеллаж не предусмотрен — храните в деревянных лотках с разделителями, каждый в своей ячейке.
Влажность — второй враг. Даже подвешенный напильник ржавеет, если в мастерской сыро. Лёгкая консервационная смазка допустима, но перед работой её нужно полностью удалять, иначе инструмент начнёт скользить, а не резать. В сухом помещении достаточно просто протирать инструмент ветошью после работы.
Заключение
Стальной брусок, насечка, ручка… Казалось бы, что тут изучать? Но за этой кажущейся простотой скрывается система координат, где каждое решение имеет значение. Сегодня мы поняли, что универсальных напильников не бывает. Есть правильный под конкретную задачу. В следующий раз, когда возьмёте в руки этот инструмент, гадать вы уже не будете!
А чтобы узнавать ещё больше, ставьте лайк и подписывайтесь на канал! Здесь каждую неделю выходят материалы о самом разном инструменте.
Реклама. ООО "СПРАУТ" ИНН: 7816654160