Устранение нитей между деталями: как убрать «паутинку» на 3D-печати
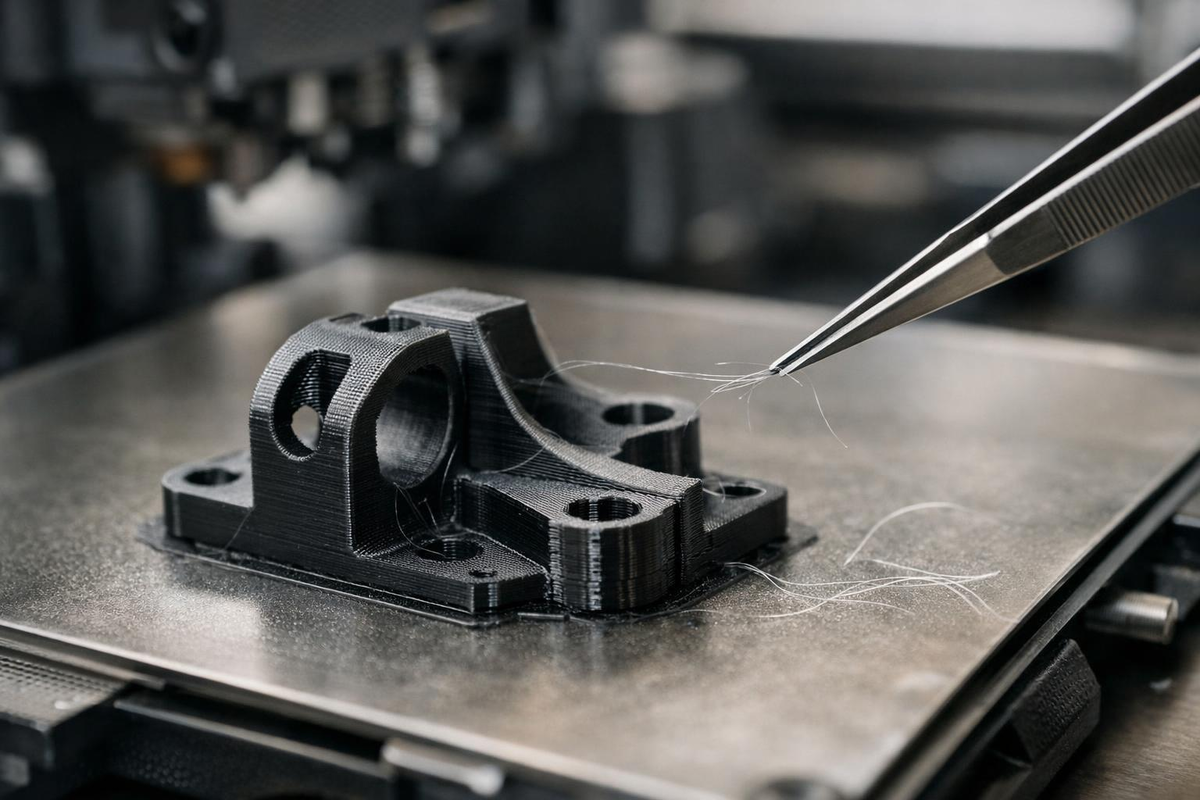
Нити между деталями, тонкая «паутинка», волоски пластика на перемычках и в пустотах модели выглядят как мелочь, но на практике портят внешний вид, затрудняют сборку и увеличивают время постобработки. В FDM/FFF-печати это явление называют стрингинг, когда расплавленный пластик продолжает вытекать из сопла во время холостых перемещений и тянется тонкими нитями.
Ниже разберём, почему появляется стрингинг 3D печать, как выстроить диагностику и какие настройки, материалы и приёмы постобработки реально помогают. Материал ориентирован на практику: вы сможете убрать дефект на своём оборудовании или передать задачу нам, если нужна стабильная серия без сюрпризов.
Что такое нити между деталями и почему они появляются
Устранение нитей между деталями начинается с понимания причины. Нити возникают, когда во время перемещения головки без печати в сопле сохраняется давление и расплав продолжает «сопливить». На это влияет сразу несколько факторов:
- Температура печати выше необходимой. Чем горячее пластик, тем он текучее, тем легче образуются волоски и паутинка.
- Недостаточная ретракция. Ретракция это втягивание филамента назад перед холостым перемещением, чтобы снизить давление в хотэнде. Если её мало или она настроена неверно, нитей будет больше. Именно поэтому настройка ретракта обычно даёт самый заметный эффект.
- Влажный филамент. Многие материалы набирают влагу из воздуха. Вода в расплаве превращается в пар, создаёт микропузырьки и провоцирует подтекание, капли и нитки.
- Скорость перемещений и длина «переездов». Долгие перемещения через пустоты повышают шанс образования нитей.
- Особенности материала. PETG, TPU, нейлон и некоторые композиты тянутся сильнее, чем PLA. Для них борьба со стрингингом требует более аккуратных профилей.
- Состояние хотэнда и подачи. Изношенное сопло, подсос воздуха, плохо собранный термобарьер, грязный механизм подачи, люфты, нестабильная температура, всё это может усиливать дефект.
Быстрая диагностика: что проверить до изменения профиля
Прежде чем крутить десятки параметров, действуйте по короткому плану:
- Оцените материал: новый ли филамент, как хранился, есть ли характерные «хлопки» и пузырьки при печати.
- Сделайте простой тест на нитки: две башенки, несколько перемещений, один и тот же слой. Это помогает сравнить изменения честно.
- Проверьте температуру сопла: отклонения термистора или неправильная калибровка PID часто маскируются под «плохой пластик».
- Посмотрите сопло: нагар, неровности, микрозасор, износ отверстия.
Так вы быстрее придёте к рабочему результату и действительно выполните устранение нитей между деталями, а не «улучшите случайно».
Настройки в слайсере, которые сильнее всего влияют на нити
Ниже параметры, которые чаще всего дают максимальный эффект. Вносите изменения по одному и сохраняйте версии профиля.
1) Температура печати
Самый частый сценарий: профиль печатает «в среднем нормально», но на перемычках идёт паутинка. Снижайте температуру небольшими шагами, пока слои остаются стабильными, а нити уменьшаются.
Подсказка: если при снижении температуры ухудшается адгезия слоёв, ищите баланс через обдув и скорость.
2) Ретракция
Настройка ретракта зависит от типа подачи:
- Direct drive обычно требует меньшей длины ретракции.
- Bowden чаще требует большего значения из-за упругости тефлоновой трубки.
Ключевые параметры:
- длина ретракции
- скорость ретракции
- ретракция при смене слоя
- минимальная длина перемещения, после которой делать ретракцию
Если ретракция слишком агрессивная, появятся пробелы в начале линии, щелчки экструдера или риск засора при некоторых материалах. Поэтому важен умеренный, проверенный профиль.
3) Скорость перемещений
Быстрые travel-перемещения уменьшают время, когда сопло «тянет» расплав. Увеличение скорости перемещений часто снижает стрингинг 3D печать без ухудшения качества.
4) Wipe и coasting
Многие слайсеры умеют:
- делать «протирку» сопла по траектории перед отрывом (wipe)
- снижать давление в конце линии (coasting)
Эти функции могут хорошо добивать мелкие нити, но требуют аккуратной настройки, чтобы не получить недоэкструзию.
5) Комбинг и обход внешних периметров
Режимы перемещений, при которых сопло старается ехать внутри модели и не пересекать внешние стенки, часто уменьшают количество заметных нитей на фасаде.
6) Обдув
Недостаточный обдув увеличивает текучесть расплава на перемычках. Но чрезмерный обдув может ухудшать межслойную прочность у ABS/ASA и некоторых технических материалов. Настраивайте материално.
Материал имеет значение: особенности популярных пластиков
Универсального профиля не существует. Для устойчивого результата учитывайте поведение конкретного пластика.
PLA
Обычно проще всего в настройке. Нити чаще связаны с температурой и ретракцией. Если PLA «сопливит», проверьте также влажность, даже PLA её набирает.
PETG
Чемпион по нитям. Для него особенно важны:
- более низкая температура в рамках стабильной печати
- аккуратная настройка ретракта
- хорошая сушка
- быстрые перемещения
У PETG тонкие волоски могут появляться даже при нормальном профиле, поэтому часто помогает постобработка.
ABS/ASA
Нитей может быть меньше, но важны температура камеры, стабильность хотэнда и режимы обдува. При сквозняках и резком охлаждении возможно ухудшение качества поверхностей.
TPU и гибкие материалы
Ретракция ограничена, из-за гибкости прутка. Здесь упор идёт на температуру, скорость, траектории перемещений и аккуратный подбор материала. Иногда выгоднее выбрать другую технологию изготовления.
Нейлон, PC и композиты
Очень чувствительны к влаге. Сушка и хранение это не опция, а требование. Без неё устранение нитей между деталями превращается в бесконечную борьбу.
Сушка и хранение: самый недооценённый шаг
Если вы видите много нитей, микропузырьки, шипение и «хлопки» при печати, начните с сушки. Типовой подход:
- сушить филамент в сушилке или дегидраторе
- хранить в герметичном контейнере с осушителем
- печатать из сухого бокса при высокой влажности помещения
Это часто даёт эффект сильнее, чем бесконечная настройка ретракта.
Аппаратные причины, о которых забывают
Иногда проблема не в профиле, а в железе. Проверьте:
- Сопло: износ отверстия, нагар, микроцарапины увеличивают «подтекание».
- Термобарьер и сборка хотэнда: неплотности создают нестабильное давление.
- Охлаждение радиатора хотэнда: перегрев приводит к «ползущему» плавлению и нестабильной подаче.
- Подача: проскальзывание шестерни экструдера, грязь, неправильный прижим.
Если оборудование печатает нестабильно, даже идеальный профиль не спасёт.
Постобработка: как быстро убрать нити без риска для детали
Даже при хорошем профиле тонкие волоски могут остаться. Постобработка 3D печати решает это быстро, если делать её правильно:
- Механическая очистка. Нож, скальпель, бокорезы, тонкая щётка, надфили. Хорошо подходит для единичных изделий и прототипов.
- Лёгкая термообработка. Кратковременный прогрев горячим воздухом может «собрать» микронити. Важно не перегреть деталь, чтобы не поплыли углы и мелкие элементы.
- Шлифовка. Если поверхность всё равно планируется под покраску, шлифование решает и нити, и мелкие дефекты слоя.
- Выбор технологии изготовления под задачу. Если нужна чистая поверхность без следов нитей и слоёв, иногда рациональнее сделать мастер-модель, затем литьё пластика в форму. Для ряда изделий это быстрее по итоговому циклу, чем доводить FDM до «идеала».
Когда стоит передать задачу в производство 3droom.pro
Если вам нужно:
- стабильное качество на серии
- повторяемость размеров для сборки
- чистая поверхность без нитей, либо с минимальной постобработкой
- подбор технологии под материал и требования
Мы в 3droom.pro выполняем 3D печать и литьё пластика, подбираем режимы под геометрию и материал, печатаем тестовые образцы, фиксируем профиль и выдаём прогнозируемый результат. В рамках проекта можем заложить постобработку 3D печати в техпроцесс, чтобы вы получали детали готовыми к применению.
Чек-лист: устранение нитей между деталями за 30 минут
- Высушить филамент или поставить новый, заведомо сухой.
- Снизить температуру небольшими шагами, не ломая адгезию.
- Включить и откалибровать настройка ретракта под ваш тип подачи.
- Ускорить перемещения и оптимизировать траектории travel.
- Подобрать обдув под материал.
- Проверить сопло и стабильность хотэнда.
- При необходимости применить постобработка 3D печати для финального вида.
Если после этого нити не уходят, почти всегда причина в влажности материала, механике подачи или неверной температуре по факту, а не «по дисплею».