Вы купили дорогой оптоволоконный станок, выставили режимы по своим таблицам, но вместо ровной кромки получаете грат и окалину? 🤯 Прежде чем винить источник или оператора, загляните в газовую магистраль — именно там часто скрывается причина потери качества и денег. 💸
Качество лазерной резки металла — это уравнение со множеством переменных. Операторы часто фокусируются на мощности, скорости или фокусном расстоянии, забывая про фундамент процесса — вспомогательный газ. Кислород, азот или воздух под давлением не просто выдувают расплав; они участвуют в химии процесса и охлаждают зону реза. ❄️
В практике сервисной службы SEKIRUS мы регулярно сталкиваемся с ситуацией: станок исправен, оптика чистая, а рез «гуляет». В 7 из 10 случаев виновато качество газа или герметичность системы подачи. Давайте разберем, как самостоятельно диагностировать эти проблемы, не дожидаясь приезда сервисного инженера. 👨🔧
Почему чистота газа критична для волоконного лазера? 🔬
В отличие от старых CO2-систем, оптоволоконные лазеры имеют крайне чувствительную оптику. Защитное стекло, коллиматор и фокусирующая линза работают с огромной плотностью энергии.
Если в подаваемом газе (азоте или воздухе) присутствуют примеси — влага, масло или пыль — происходит следующее:
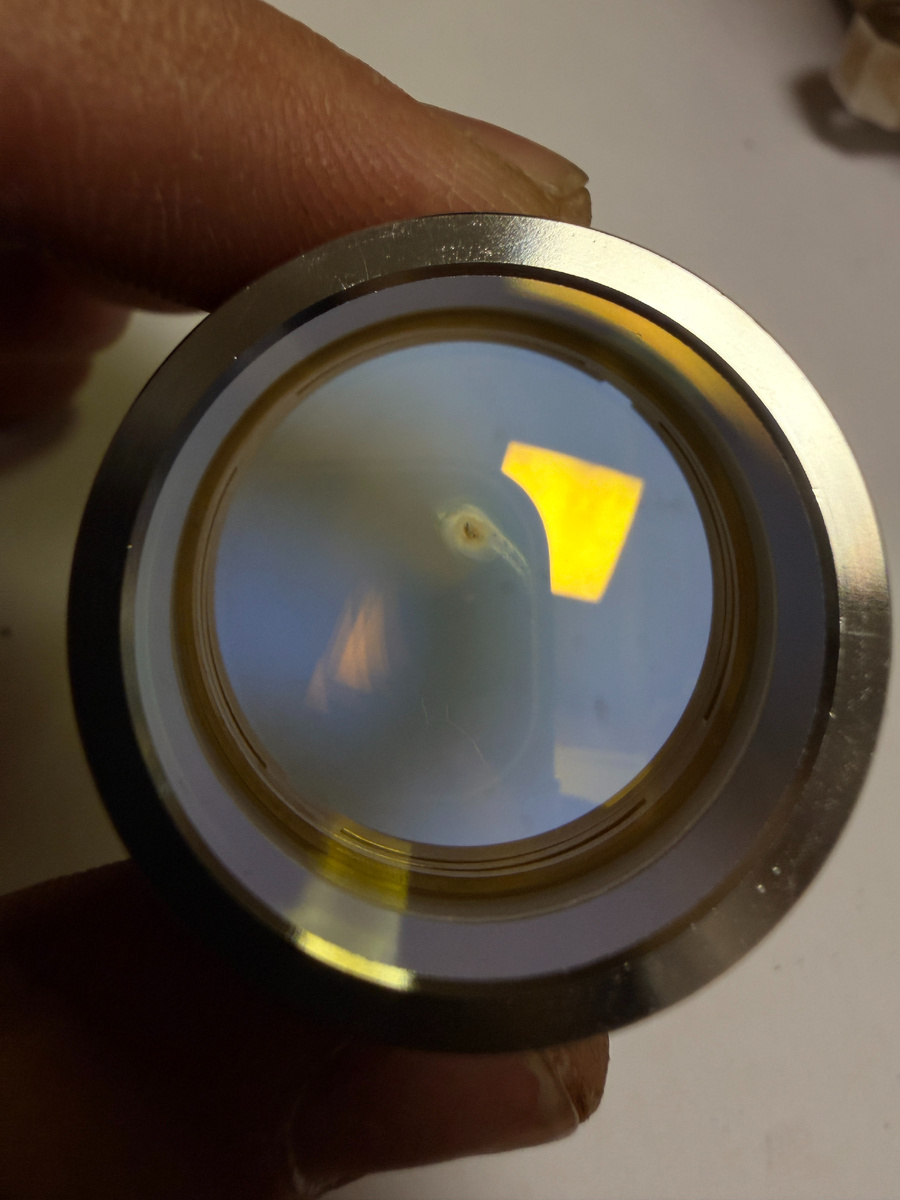
- Загрязнение защитного стекла. Частицы масла или воды оседают на стекле. 💧
- Локальный перегрев. Лазерный луч, проходя через грязное пятно, нагревает его. Стекло лопается или прогорает. 🔥
- Попадание грязи внутрь головы. Если вовремя не заметить прогар стекла, загрязнения летят на дорогую линзу.
❗ Важно: Для резки азотом (N2) чистота газа должна быть не ниже 99.995% (сорт 5.0), а лучше 99.999%. Для кислородной резки (O2) чистота критично влияет на скорость экзотермической реакции: снижение чистоты на 1% может уронить скорость резки на 10-15%.
Симптомы «грязного» газа или утечек ⚠️
Как понять, что пора ревизировать систему газоснабжения? Вот основные признаки:
- Частая смена защитных стекол. Если стекла «горят» чаще одного раза в смену при нормальной настройке высоты прокола — ищите масло или воду в магистрали.
- Желтоватый или синеватый оттенок кромок при резке нержавейки азотом. Это признак подсоса атмосферного воздуха (кислорода) в магистраль азота. 🎨
- Нестабильное давление. Манометр на стойке показывает скачки давления во время резки. 📉
- Появление грата (окалины) на режимах, которые раньше работали идеально.
Чек-лист: как проверить систему подачи газа ✅
Мы подготовили пошаговую инструкцию, которую используют наши инженеры при пусконаладке и обслуживании станков SEKIRUS.
1. Тест белой салфеткой (экспресс-метод) 🧻
Самый простой способ проверить наличие масла и влаги в системе, особенно если вы используете компрессорный воздух.
- Снимите сопло с режущей головы.
- Возьмите чистую белую бумажную салфетку или безворсовую ветошь.
- Включите продувку газом (функция Shutter/Blow) на 10–15 секунд.
- Держите салфетку на расстоянии 5–10 см от выхода головы.
- Результат: Салфетка должна остаться абсолютно сухой и чистой. Любые масляные пятна или влага — сигнал остановить работу и проверять систему осушки фильтров. 🛑
2. Проверка на герметичность (Leak Test) 💨
Утечки опасны не только перерасходом дорогого азота. В местах негерметичности (фитинги, соединения шлангов) при падении давления может происходить подсос внешнего воздуха внутрь магистрали (эффект эжекции), что снижает чистоту газа.
Как проверить:
- Закройте вентиль на баллоне или газификаторе.
- Создайте рабочее давление в системе станка.
- Зафиксируйте показания манометра. ⏱️
- Подождите 15–30 минут (станок должен быть в режиме ожидания, газ не расходуется).
- Если давление упало более чем на 0.5–1 бар — у вас утечка.
- Используйте мыльный раствор 🧼 или специальный спрей-детектор утечек на всех стыках: от редуктора до входа в режущую голову.
3. Ревизия фильтров и осушителей ⚙️
Если вы режете воздухом, ваш главный враг — компрессорное масло и конденсат. Система подготовки воздуха должна включать:
- Рефрижераторный осушитель (точка росы +3°C).
- Магистральные фильтры грубой и тонкой очистки.
- Угольный фильтр (для удаления паров масла).
Проверяйте цветовые индикаторы на фильтрах и наличие воды в стаканах влагоотделителей ежедневно перед сменой. 👀
Типичные ошибки при организации газоснабжения ❌
Даже опытные производственники совершают эти ошибки при подключении лазерных комплексов.
- Использование неподходящих шлангов. Обычные резиновые шланги могут «газить» — выделять микрочастицы резины внутрь потока, особенно при высоком давлении азота (20–25 бар). Используйте только специализированные рукава высокого давления (РВД) или трубки из полиамида/тефлона.
- Слишком длинная магистраль. Чем длиннее трасса от газификатора до станка, тем больше потери давления и выше риск конденсации влаги (если трубы проходят в холодных цехах). ❄️
- Экономия на редукторах. Бытовые редукторы не способны обеспечить стабильный поток при резком открытии клапана на станке. Это приводит к провалам давления в момент врезки и браку на входе в деталь. Используйте рампы и редукторы с высокой пропускной способностью.
Мини-FAQ: вопросы наших клиентов ❓
Вопрос 1: Можно ли использовать обычный кислородный баллон для лазерной резки?
Ответ: Технически да, но обычный технический кислород (99.5%) часто содержит влагу и окалину со стенок баллона. Это быстро убивает защитные стекла. Мы рекомендуем использовать кислород высокой чистоты (лазерный сорт) или устанавливать дополнительные фильтры тонкой очистки (до 0.01 мкм) непосредственно перед входом в станок. 🛡️
Вопрос 2: Почему при резке азотом торец детали желтеет?
Ответ: Азот используется как инертный газ, чтобы исключить окисление. Желтизна — это оксидная пленка. Причины две: либо азот низкой чистоты (содержит кислород), либо слишком низкое давление газа, из-за чего атмосферный воздух подсасывается в зону реза.
Вопрос 3: Как часто нужно менять фильтры в системе подготовки воздуха?
Ответ: Это зависит от качества воздуха в вашем регионе и типа компрессора. Ориентируйтесь на перепад давления (многие фильтры имеют индикаторы загрязнения). Грубая рекомендация: картриджи фильтров меняются раз в 6 месяцев или каждые 2000 часов работы. ⏳
Заключение
Газовая система — это кровеносная система вашего лазерного станка. Экономия на фильтрах, использование дешевых шлангов или игнорирование утечек неизбежно приведет к расходам, которые многократно превысят сэкономленные суммы. Это и стоимость простоя станка, и цена испорченного металла, и замена дорогой оптики. 📉
Инженеры SEKIRUS при монтаже оборудования всегда проводят аудит газовой магистрали клиента и дают рекомендации по ее модернизации. Мы знаем, как заставить станок работать на 100% его возможностей. Если у вас возникают сомнения в качестве реза или вы планируете расширение парка оборудования — обращайтесь к профессионалам. 🤝
Нужна консультация по настройке лазерного оборудования или подбору станка под ваши задачи? Свяжитесь с нами — наши специалисты помогут выстроить эффективный техпроцесс. 👇
📞 Тел.: 8-800-600-11-16
📧 Email: info@sekirus.com
🌐 Сайт: SEKIRUS.com
💬 Соцсети: Telegram, ВКонтакте
SEKIRUS — профессиональные технологии для вашего успеха! 🚀
#лазернаярезка #металлообработка #лазерныйстанок #SEKIRUS #производство #резкаметалла #ЧПУ #технологии #инженер #промышленность #советыэксперта #сваркаметалла