Узнайте, как происходит печать на 3D-принтере — от создания цифровой модели до готового изделия. Простое объяснение этапов, принципов и технологий трёхмерной печати: FDM, SLA, SLS и других методов.
Представьте себе устройство, которое способно превратить цифровую задумку в осязаемую вещь — от игрушки для ребёнка до элемента авиационного двигателя. Это чудо современной инженерии — 3D-принтер. В отличие от привычных способов изготовления, где лишнее срезается или высверливается, здесь объект создается путём постепенного добавления вещества. Материал укладывается тончайшими слоями, послойно наращивая форму, пока не появится задуманная трёхмерная деталь. Такой подход к производству получил название аддитивного, то есть «добавочного».
Что такое 3D-печать простыми словами
Если говорить простыми словами, то 3D-печать — это материализация компьютерного файла. Принцип её действия можно упрощенно сравнить с работой кондитера, который выдавливает крем из кулёчка, чтобы украсить торт сложным объёмным узором. Только вместо крема — пластик, смола или металлический порошок, а вместо творческой руки кондитера — точные движения автоматизированной печатающей головки, управляемой компьютером.
Результатом такого процесса становится деталь, точно соответствующая первичной цифровой модели.
Основная идея технологии
Краеугольный камень всей технологии — её невероятная гибкость и экономия ресурсов. Главная идея заключается в том, чтобы создавать объекты сложнейших форм без необходимости проектировать и изготавливать для каждого из них специальные пресс-формы или шаблоны. Всё, что нужно, — это цифровой чертёж. Это делает производство прототипов и малых серий не только быстрым, но и финансово выгодным, открывая двери для кастомизации и инновационного дизайна столь эффективных, что раньше были невозможны.
Принцип послойного создания объекта
В основе работы любого 3D-принтера лежит один и тот же принцип — последовательное наращивание. Процесс начинается с нижней плоскости будущего объекта. Устройство формирует первый, самый нижний контурный слой на специальной платформе. Как только он готов и затвердел, платформа немного опускается (или поднимается печатающий узел, в зависимости от технологии), освобождая пространство для следующего уровня. Затем наносится второй слой, который прочно соединяется с первым. Этот цикл — слой за слоем, — повторяется сотни и тысячи раз, пока не появится готовое трёхмерное изделие, повторяющее в точности форму цифровой модели.
Этапы 3D-печати: путь от модели до готового изделия
Путь от идеи к физическому объекту — это не волшебство, а чёткая последовательность технологических шагов. Каждый этап в этой цепочке важен, пропуск или ошибка на любом из них может свести на нет всю работу. От корректно построенной модели и её правильной подготовки до тонкостей настройки оборудования и постобработки — всё требует внимания.
Создание цифровой 3D-модели
Всё начинается в цифровом пространстве. Для создания трёхмерной модели используется специализированное программное обеспечение для компьютерного проектирования (CAD). Дизайнер или инженер строит виртуальный каркас объекта, определяя каждую грань и изгиб. Альтернативный путь — оцифровка уже существующего предмета. Для этого применяются 3D-сканеры, которые с помощью лазера или структурированного света считывают геометрию объекта и создают его точную цифровую копию. Примером такого оборудования для профессионального использования служат интраоральные сканеры в стоматологии, например, модели от компании Shining 3D.
Экспорт и подготовка файла к печати (STL и G-код)
Готовую трёхмерную модель нельзя просто отправить на печать. Сначала её необходимо перевести на язык, понятный машине. Для этого файл сохраняется в универсальном формате STL. В этом формате сложные поверхности объекта преобразуются в сетку из крошечных треугольников. Далее этот STL-файл загружается в программу-«слайсер» (от англ. slice — резать). Её задача — виртуально «нарезать» модель на множество горизонтальных слоёв толщиной в доли миллиметра и сгенерировать для принтера детальную пошаговую инструкцию — G-код. Этот код содержит абсолютно все команды: куда двигаться печатающей головке, с какой скоростью, при какой температуре выдавливать материал и где делать паузы.
Настройка и калибровка 3D-принтера
Перед запуском печати необходимо убедиться, что устройство готово к работе. Этот этап включает в себя ряд подготовительных процедур. Важнейшая из них — калибровка рабочего стола (или платформы). Её поверхность должна быть идеально выровнена по горизонтали и находиться на строго определённом расстоянии от сопла печатающей головки. Это гарантирует, что первый слой материала ляжет ровно и будет хорошо держаться. Также часто требуется прогреть экструдер (печатающую головку) и саму платформу до рабочей температуры, что улучшает сцепление материала, и заправить в устройство филамент (для экструзионных технологий печати пластиком и композитами) — полимерный гибкий пруток.
Процесс печати: нанесение слоев
После нажатия кнопки «старт» начинается фаза материализации. Устройство, следуя командам G-кода, приводит в движение свои механизмы: печатающая головка перемещается по заданным координатам, разогретый до пластичного состояния материал тонкой струйкой выдавливается из сопла в FDM/FFF, или луч лазера спекает или плавит порошок в SLM и SLS, или ультрафиолет засвечивает смолу в SLA и DLP. Каждый новый слой аккуратно ложится поверх предыдущего, сливаясь с ним. Время этого процесса — величина переменная. Небольшой и простой сувенир может быть готов за полчаса, в то время как создание крупной, детализированной модели может потребовать непрерывной работы устройства в течение суток и более.
Финишная обработка готового объекта
Как только принтер завершил свою работу, изделие чаще всего требует дополнительной доводки. Этот завершающий этап называется постобработкой. В зависимости от технологии, он может включать удаление вспомогательных опорных структур, на которые материал укладывался при печати нависающих элементов. Далее часто следует постобработка — шлифовка, полировка, шпатлевка и покраска, — для сглаживания видимых слоёв и придания поверхности гладкости, добавления прочностных и эстетических свойств детали. Иногда детали подвергают химической ванне, для растворения остатков поддержек или глянцевания, либо термической обработке, для увеличения прочности.
Как работает 3D-принтер, взгляд изнутри
Несмотря на внешнее разнообразие, конструкция большинства современных настольных 3D-принтеров строится вокруг трёх ключевых систем: системы точного позиционирования в пространстве, узла для подготовки и нанесения материала, и блока электронного управления.
Основные узлы и механизмы
Основу принтера составляет жёсткая рама, к которой крепятся все остальные компоненты. На ней установлены направляющие и приводы, обеспечивающие движение по трём осям: X (влево-вправо), Y (вперёд-назад) и Z (вверх-вниз). Для приведения всего этого в действие используются шаговые двигатели, которые отличаются высокой точностью. Через системы ремней, зубчатых колёс или ходовых винтов они преобразуют электрические импульсы в дискретные механические движения, заставляя печатающую головку или платформу перемещаться с микронной точностью.
Экструдер, стол и система перемещения осей
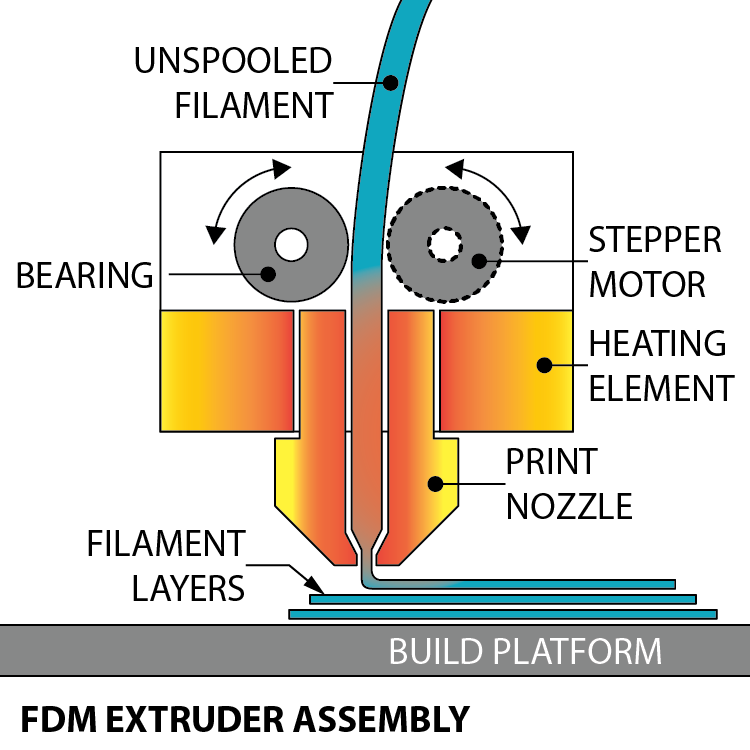
- Экструдер (печатающая головка): Это сердце FDM-принтера. Он состоит из двух основных частей. «Холодная» часть — это механизм (фидер), который с помощью шестерни или ролика захватывает и проталкивает филамент дальше. «Горячий конец» включает в себя нагревательный блок и сопло. Здесь пластиковый филамент плавится и через узкое отверстие сопла тонкой струйкой выдавливается на платформу.
- Рабочий стол (платформа): Поверхность, на которой происходит выращивание объекта. Во многих моделях стол имеет встроенный нагревательный элемент. Подогрев необходим для предотвращения деформации (коробления) нижних слоёв пластика при остывании и для улучшения их адгезии (прилипания к поверхности платформы).
- Система перемещения: Существует несколько кинематических схем. В самой распространённой, декартовой системе, стол движется по оси Y, а головка — по осям X и Z. В дельта-принтерах головка подвешена на трёх рычагах, что обеспечивает высокую скорость. Схема CoreXY известна своей стабильностью и точностью, за счёт перекрёстного расположения ремней.
Контроллер, электроника и программное обеспечение
Всеми движениями и процессами управляет электронный мозг принтера — контроллер. Обычно это плата на базе микропроцессора (часто с открытой архитектурой, как Arduino). Контроллер получает поток команд G-кода от компьютера или с карты памяти. Он интерпретирует эти команды и отправляет сигналы шаговым двигателям, нагревателям и датчикам. Вся эта сложная электронная система управляется специальной прошивкой. Пользователь взаимодействует с принтером через интерфейс — небольшой дисплей с кнопками на корпусе устройства или напрямую через компьютерную программу.
Материалы, используемые для 3D-печати
Современные технологии аддитивного производства предлагают широкий спектр материалов, каждый из которых придаёт конечному изделию уникальные свойства. Выбор материала печати определяет не только внешний вид, но и прочность, гибкость, термостойкость и область применения детали.
Пластики (PLA, ABS, PETG и другие)
Это самая популярная и доступная группа материалов, особенно для технологии FDM. Пластики поставляются в виде прутка, намотанного на катушки — филамента.
- PLA (полилактид): пластик на основе кукурузного крахмала или сахарного тростника. Главные его плюсы — простота в печати, отсутствие резкого запаха при работе и биоразлагаемость. Он отлично подходит для новичков, для создания декоративных моделей, макетов и игрушек. Однако PLA довольно хрупок и плохо переносит нагрев и воздействие ультрафиолета.
- ABS (акрилонитрилбутадиенстирол): классический прочный пластик, знакомый всем по деталям конструктора LEGO. Обладает высокой ударной вязкостью и термостойкостью. Его недостатки — склонность к усадке и деформации при остывании, что требует печати на подогреваемом столе и в закрытой камере, еще один минус — выделение пахучих и токсичных испарений при плавлении.
- PETG (полиэтилентерефталатгликоль): удачный гибрид, сочетающий в себе удобство печати PLA и прочность ABS. Обладает хорошей химической стойкостью, менее капризен к условиям печати и даёт прочные детали. Идеален для изготовления функциональных предметов: корпусов, креплений.
- Специализированные инженерные пластики: нейлон (высокая прочность и износостойкость), TPU (гибкий, похожий на резину эластомер), поликарбонат (экстремальная прочность и термостойкость). Эти материалы требуют опыта и навыков от оператора.
Смолы и фотополимеры
Эти жидкие материалы являются основой для технологий SLA и DLP. Под воздействием ультрафиолетового излучения от лазера, экрана или проектора жидкая смола мгновенно затвердевает (полимеризуется) в нужных местах. Главное преимущество фотополимеров — беспрецедентная детализация и гладкость поверхности получаемых изделий, недостижимая для FDM. Детали получаются похожими на литые. Смолы бывают разного типа: стандартные для прототипов, прочные инженерные, эластичные, а также биосовместимые, которые широко используются в стоматологии, для создания хирургических шаблонов и капп.
Металлы и композиты
Для промышленного производства применяются принтеры, работающие с металлическими порошками. Технологии селективного лазерного плавления (SLM) или спекания (SLS, DMLS) нагревают и соединяют вместе частицы стали, титана, алюминия или кобальт-хрома, а также других металлов и сплавов в монолитные детали. Такие изделия обладают механическими свойствами, по многим параметрам не уступающими свойствам литых, используются в аэрокосмической отрасли, медицине (индивидуальные имплантаты) и высокоточной инженерии.
Композитные филаменты для FDM — пластики, наполненные микрочастицами дерева, бронзы, меди или алюминия, керамики или карбонового волокна, которые придают модели особый эстетический вид или улучшенные прочностные характеристики.
Основные технологии трёхмерной печати
Не существует единого универсального способа 3D-печати. Разные методы решают разные задачи, варьируясь по точности, скорости, стоимости и спектру используемых материалов. Выбор технологии — это всегда компромисс, наилучший выбор всегда зависит от конечной цели.
FDM (послойное наплавление)
Технология Fused Deposition Modeling, или FFF, — самый распространённый и демократичный метод. Принцип её действия интуитивно понятен: термопластичный материал подаётся в разогретую печатающую головку, где плавится и откуда экструдируется (выдавливается). Головка движется, укладывая этот расплавленный материал по контуру слоя. Это самый доступный по цене оборудования и материалов способ, идеально подходящий для прототипирования, хобби и образования. Основной его недостаток — сравнительно невысокое разрешение, из-за чего на поверхности детали часто заметна «лесенка» — след от слоёв.
SLA и DLP (фотополимеризация)
Обе эти технологии используют свойство жидких фотополимеров затвердевать под ультрафиолетом, но реализуют его по-разному.
- SLA (стереолитография): в этом методе тонкий слой смолы засвечивается лучом ультрафиолетового лазера. Лазерное пятно, как карандаш, проходит по всему контуру слоя, полимеризуя смолу точечно. SLA обеспечивает высочайшую точность и гладкость поверхностей, что делает её фаворитом в ювелирном деле, стоматологии и при создании миниатюр.
- DLP и LCD: в отличие от точечного лазера, здесь используется цифровой проектор или ЖК-экран с массивом светодиодов подсветки — они засвечивают изображение целого слоя одновременно. Это делает процесс печати значительно более быстрым, чем SLA, при сохранении высокого качества детализации.
SLS и SLM (спекание и плавление порошков)
Эти методы относятся к промышленным и работают не с жидкостью или филаментом, а с порошком.
- SLS (селективное лазерное спекание): Мощный лазер выборочно спекает частицы порошка (обычно нейлона или полиамида) в поперечном сечении модели. Неиспользованный порошок, окружающий растущую деталь, служит естественной поддержкой для нависающих элементов. Это позволяет создавать чрезвычайно сложные внутренние полости и взаимосвязанные детали, которые невозможно изготовить другими способами. Получаемые изделия очень прочны.
- SLM/DMLS (селективное лазерное плавление / прямое лазерное спекание металлов): принцип похож на SLS, но мощность лазера выше. В этом процессе частицы металлического порошка нагреваются лазерным лучом, это спекает или расплавляет их. Соединяясь таким образом, они образуют плотные, монолитные детали с механическими свойствами, идентичными литым. Это одна из самых востребованных технологий для ответственных задач в авиации, космической индустрии, медицине, точном машиностроении.
PolyJet и MultiJet
Эти технологии напоминают струйную печать, но в трёх измерениях. Печатающая головка с множеством микроскопических сопел наносит на платформу капли жидкого фотополимерного материала, которые мгновенно затвердевают под действием ультрафиолета. Ключевая особенность — возможность использовать несколько различных материалов одновременно, в рамках одного задания печати. Это позволяет создавать объекты с разными свойствами в разных их частях, например: жёсткий корпус с гибкими шарнирами, модель с полной цветовой палитрой, модели с прозрачными стенками и разными объектами внутри — идеально для создания наглядных пособий и сочетания разных свойств материалов в одном изделии.
Где применяется 3D-печать сегодня
Аддитивные технологии давно вышли за рамки лабораторий и мастерских энтузиастов. Сегодня они активно меняют целые отрасли, предлагая новые, более эффективные подходы к проектированию и производству.
Прототипирование и инженерия
Быстрое прототипирование — та область, с которой всё началось, и она по-прежнему актуальна. Возможность за несколько часов или дней получить физический образец детали для проверки эргономики, сборки, аэродинамики или просто дизайна сокращает цикл разработки новых продуктов в разы и позволяет вносить изменения на ранних стадиях с минимальными затратами.
Медицина и стоматология
Одно из самых впечатляющих направлений применения. В медицине 3D-печать используется для создания анатомически точных моделей органов и патологий для подготовки к сложнейшим операциям. Напечатанные на 3D-принтере индивидуальные хирургические шаблоны и направляющие обеспечивают высочайшую точность вмешательства. Слуховые аппараты и зубные протезы, сделанные по цифровому слепку пациента, идеально ему подходят. В стоматологии – использование интраоральных сканеров и последующая печать коронок, мостовидных протезов, элайнеров и капп стали стандартом оказания современных услуг.
Архитектура и строительство
Архитекторы десятилетиями создают макеты, но 3D-печать вывела этот процесс на новый уровень детализации и скорости. Теперь можно быстро изготовить точный масштабный макет здания со всеми фасадными, а иногда и многими интерьерными элементами. Но макеты — это далеко не всё.
По всему миру проводятся эксперименты по использованию 3D-технологий непосредственно в строительстве: одни аппараты сваривают сложные металлические конструкции, другие напрямую печатают стены зданий.
Тут задействованы технологии, позволяющие гигантским принтерам возводить стены домов, послойно нанося бетонную смесь. Это обещает революцию в строительстве, делая его более быстрым и точным, потенциально менее затратным.
Производство и малые серии
Аддитивное производство всё чаще конкурирует с традиционными методами, что особенно заметно при выпуске малых серий и единичных образцов продукции. Это может быть дизайнерская мебель, уникальные корпуса для гаджетов, элементы интерьера, аксессуары или запасные части для устаревшего оборудования, которые уже не выпускаются. Такое производство «по требованию» минимизирует складские издержки и логистику.
Преимущества и ограничения технологии
Как и любой другой инструмент, 3D-печать имеет свои сильные и слабые стороны. Понимание и грамотное использование её потенциала, а также учёт ограничений — залог успешного применения.
Скорость, гибкость и экономия
Сильные стороны технологии делают её незаменимой в ряде сценариев.
- Свобода геометрической формы: возможность создавать объекты с внутренними каналами, полостями, сложными сетчатыми структурами, которые невозможно получить фрезерованием или литьем.
- Минимизация отходов: принтер использует материал почти исключительно для построения самого изделия (и небольших поддержек), что контрастирует с традиционными технологиями, где до 90% материала может уходить в отходы.
- Высокая скорость итераций: возможность быстро изготовить и проверить прототип, внести изменения в цифровую модель и тут же напечатать новую версию, сокращая цикл «проектирование-тестирование», значительно ускоряет производство.
- Персонализация и кастомизация: повышается экономическая эффективность производства уникальных персонализированных изделий — от медицинских имплантатов, точно повторяющих анатомию пациента, до дизайнерских товаров на заказ и прототипов.
Точность, материалы и ограничения размеров
Современные технологии 3D-печати всё ещё имеют ряд объективных ограничений, которые определяют границы их применения.
- Низкая эффективность для массовых тиражей: при больших объёмах выпуска, таких как тысячи и десятки тысяч одинаковых деталей, традиционные методы, вроде литья под давлением, остаются неизменно быстрее и дешевле.
- Анизотропия свойств: в большинстве случаев, особенно при FDM-печати, прочность детали вдоль слоёв отличается от прочности поперёк слоёв. Это нужно учитывать при проектировании нагруженных деталей.
- Лимит габаритов: максимальный размер изделия жёстко ограничен размерами камеры построения принтера. Для создания крупных объектов их приходится печатать по частям с последующей сборкой. Это не касается тех моделей промышленных и строительных принтеров, которые не имеют внешнего корпуса, а представляют собой робота, наваривающего металл или укладывающего цементную смесь.
- Необходимость финишной обработки: подавляющее большинство напечатанных деталей требуют дополнительной постобработки — от удаления поддержек до покраски, — чтобы достичь товарного вида.
- Высокая стоимость промышленных систем: оборудование для печати металлом или высокопрочными специализированными полимерами, а также сами эти материалы, остаются дорогими, что ограничивает их широкое распространение.
Будущее 3D-печати: тренды и перспективы развития
Будущее аддитивного производства — в интеграции, гибридизации и масштабировании. Тренд будущего — не просто принтеры, а гибридные производственные центры, объединяющие в одном корпусе возможности 3D-печати, фрезерной обработки и роботизированной сборки. Активно ведутся исследования в области печати композитными материалами, где в одной структуре сочетаются, например, проводящие и диэлектрические свойства. Огромные перспективы открывает биопринтинг — направление по созданию тканей и органов. Кроме того, непрерывно растут скорость и максимальный размер печати, что открывает дорогу к аддитивному производству крупных конструкций в строительстве, судостроении и аэрокосмической отрасли.
Частые вопросы о 3D-печати
Что можно напечатать на 3D-принтере?
Диапазон возможных изделий ограничен в основном фантазией дизайнера, выбранным материалом и размерами принтера. Это могут быть сувениры и украшения, прототипы будущих продуктов, функциональные детали для техники (шестерни, корпуса), предметы домашнего обихода (ручки, инструменты, всевозможные подставки и держатели), элементы медицинского назначения (ортезы, модели для обучения), архитектурные макеты и даже элементы полноразмерных конструкций. Важно помнить о технических ограничениях и целесообразности: не каждую вещь стоит или можно напечатать.
Сколько времени занимает печать одного изделия?
Время создания объекта — величина очень переменная и зависит от трёх ключевых параметров: физического объёма модели, сложности её геометрии и выбранной технологии. Простая небольшая деталь на FDM-принтере может быть готова за 1-3 часа. Крупная, плотная модель с высоким качеством печати может потребовать 20-30 часов непрерывной работы. Промышленная печать металлом для ответственных деталей авиадвигателей может длиться несколько суток.
Какие материалы используются для 3D-печати?
Современная палитра материалов для аддитивного производства чрезвычайно широка. Наиболее распространены различные термопластики для FDM (PLA, ABS, PETG, нейлон), фотополимерные смолы для SLA/DLP и металлические порошки (сталь, титан, алюминий) для промышленных систем. Помимо этого, ведутся эксперименты и уже применяются на практике: керамика, гипсовые композиты, песчаные смеси для литейных форм, бетон, пищевые ингредиенты (шоколад, тесто) и даже специальные гидрогели с живыми клетками для биопечати.
Насколько прочны напечатанные детали?
Прочность варьируется в очень широких пределах и является производной от трёх факторов: материала, технологии и параметров печати. Деталь из ABS или нейлона, напечатанная с высоким процентом заполнения, будет очень прочной и может использоваться в механизмах. Изделия из металла, полученные по технологии SLM, имеют прочность, сравнимую с коваными. Однако, например, деталь из PLA будет более хрупкой. Правильная ориентация модели на столе при печати (чтобы нагрузка шла вдоль слоёв, а не поперёк) также критически важна для итоговой прочности.
Можно ли напечатать металлические или гибкие изделия?
Да, это абсолютно возможно. Печать металлом — это область специализации промышленных установок (SLM/DMLS), она активно используется в аэрокосмической, медицинской и автомобильной отраслях. Для создания гибких, резиноподобных объектов существует два основных пути: использование гибкого филамента типа TPU (термопластичный полиуретан) на FDM-принтере или применение специальных эластичных смол на фотополимерных (SLA/DLP) принтерах. В последнем случае можно добиться очень высокой детализации даже у эластичных деталей.
Итоги: как происходит процесс создания объекта на 3D-принтере
Процесс 3D-печати — это стройная технологическая цепочка, ведущая от виртуальной модели к реальному объекту. Она включает этап цифрового творчества или сканирования, тщательную подготовку файла, переводящую геометрию в машинные команды, настройку и калибровку оборудования, непосредственно послойное выращивание изделия и его финальную доводку, обработку после печати. Именно сочетание цифровой гибкости, экономии материала и способности воспроизводить невероятно сложные формы обеспечило аддитивным технологиям взрывной рост. От домашних мастерских до цехов авиационных гигантов, 3D-печать продолжает расширять границы возможного, давая людям беспрецедентный инструмент для воплощения самых смелых идей.
3D Torg — эксперт и надёжный партнёр в сфере 3D-печати и 3D-сканирования. Мы помогаем компаниям и специалистам внедрять 3D-технологии для инженерии, образования и промышленного производства, подбираем и поставляем решения ведущих мировых брендов. 3D Torg сопровождает клиентов на всех этапах — от консультаций и выбора оборудования до внедрения, обучения и технической поддержки, чтобы работа с 3D-технологиями была понятной, эффективной и давала результат.