Я буду говорить о наладке на примере производства, где отделом подготовки производства для наладчика уже подготовлены управляющая программа и карта наладки.
Процесс наладки фрезерного станка с ЧПУ, вне зависимости от типа стойки, можно разделить на несколько этапов.
- Подготовка режущего инструмента.
- Установка заготовки.
- Загрузка управляющей программы.
Прежде чем подробнее рассказать про каждый этап, надо сказать пару слов о том, что такое карта наладки. По своей сути, карта наладки это указание технолога/программиста на то, как надо установить заготовку, какую использовать оснастку, перечень необходимого инструмента и остальные нюансы.
Подготовка режущего инструмента:
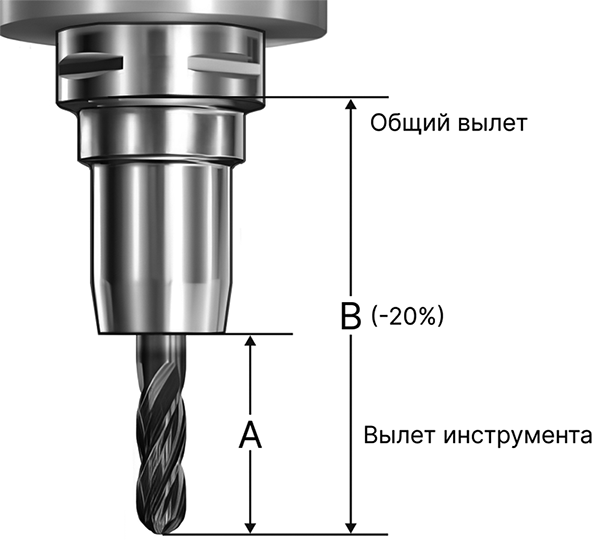
Этот этап включает в себя сбор режущего инструмента в соответствии с указаниями карты наладки. А именно, установку инструмента в соответствующие оправки с необходимым вылетом (вылет это длинна инструмента после установки в оправку).
После этого оправка с инструментом загружается в станок, в ту ячейку инструментального магазина, которая соответствует номеру инструмента на карте наладки и в управляющей программе.
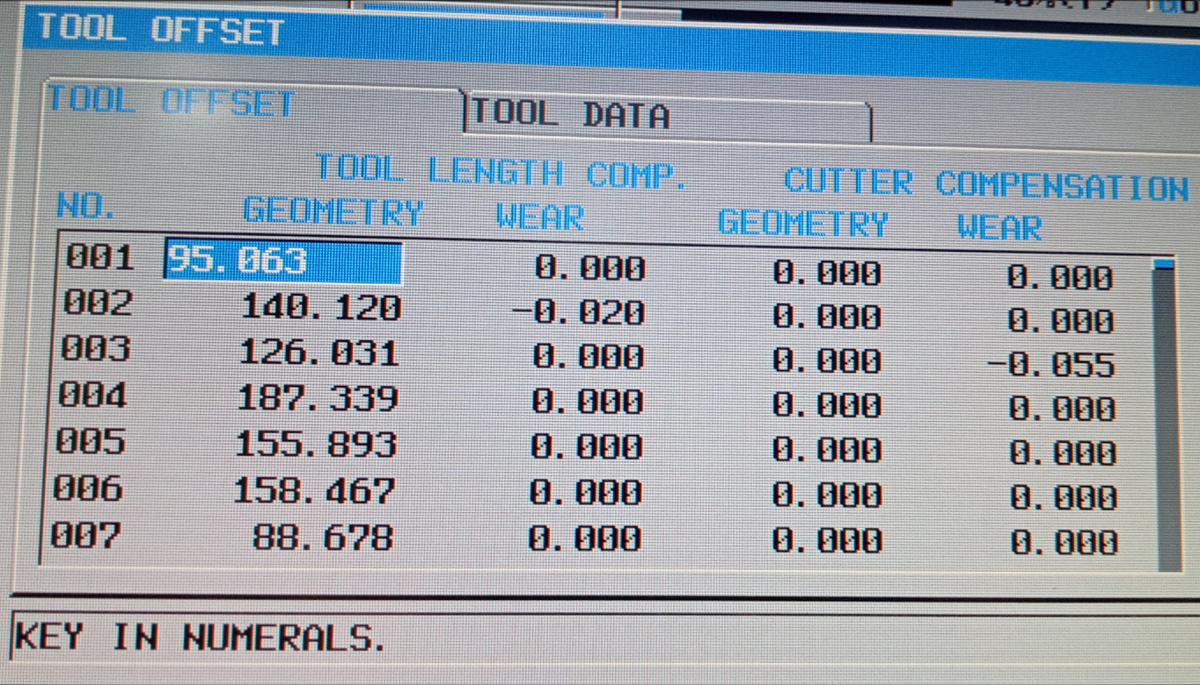
Теперь необходимо "привязать" инструмент. Это значит, что нужно определить точные координаты режущей кромки инструмента относительно базовой точки станка. Эти данные используются ЧПУ для компенсации длины и диаметра инструмента при расчёте траектории движения. Существует 4 способа привязки, 2 контактных и 2 безконтактных. Первый способ состоит в следующем, необходимо задать нулевую точку по координате Z в рабочей системе координат на любой удобной поверхности(с помощью датчика касания или эталонного калибровочного инструмента) , на нее установить плитку концевой меры, например 50мм, поднять ноль на +50(таким образом нулевая поверхность проходит по верхней плоскости плитки, это нужно для удобства в будущем) подвести инструмент (не забыв активировать корректор на длинну G43) не доходя до этой точки 5-10мм, и не спеша опускать инструмент так, чтобы зазор между плиткой и инструментом стал максимально маленьким, для того чтобы случайно не сломать инструмент, в момент его опускания плитку следует отодвигать в сторону и так до тех пор, пока плитка не станет проходить с большим натягом. После чего в таблице инструментов, в строке с данными вылета указываем текущую координату по Z 0.
Второй контактный способ, это привязка с помощью механического датчика привязки. Тут все просто, выбираем предустановленную на станке программу привязки инструмента, вводим необходимые параметры и дальше станок все делает сам.
Третий способ бесконтактный. Тоже самое что и второй способ, только вместо механического датчика, замер инструмента производит лазерная система измерения.
И наконец четвертый способ, это измерение инструмента на прессеторе. Прессетор это отдельно стоящая от станка система для настройки инструмента. Результаты измерения можно распечатать или просто записать на бумаге, после чего их необходимо будет перенести на станок.
На мой взгляд, самый удобный способ номер 3, высокая точность и минимум телодвижений.
Вот так, в общих чертах выглядит этап подготовки инструмента.
Установка заготовки
В зависимости от особенностей обработки, заготовка может быть закреплена непосредственно на столе станка, в тисках, в патроне и в специальных приспособлениях изготовленных специально под определенные детали. Существуют системы быстрого базирования оснастки, это значит что при новой установки, например тисков, вам не нужно будет их позиционировать относительно осей станка (то что называется "выкатывать"), это очень удобно и снижает риски ошибиться.
Таким образом, в соответствии с картой наладкой, устанавливается необходимая оснастка и в нее закрепляется заготовка. После чего необходимо задать "нулевую точку" по осям в рабочей системе координат. Это можно сделать 3 способами. Для первого способа нам потребуется эталонный калибровочный инструмент или инструмент с надёжно измеренными параметрами(вылетом и диаметром) и, в случае если ноль будет в центре окружности, часовой индикатор. Представим что заготовка закреплена в тисках и ноль X,Y находится в середине, Z на поверхности. Зная размер заготовки подводим эталон(инструмент) к краю правому краю заготовки до касания и в таблице нулей, выбрав нужное поле нажимаем Measur, 0.
После чего ноль по Х определился в том месте где сейчас проходит ось шпинделя. Но нам нужен центр заготовки, поэтому нажимает +Input
и вводим значение, на которые надо подвинуть координату, это будет половина заготовки по Х + радиус эталона(инструмента), со знаком -, потому что двигаем влево. Аналогично назначаем ноль по Y. По Z понадобится концевая мера, подводим эталон к плитке 50(не забываем включить корректор G43), которая установлена на поверхности заготовки, в таблице Measure, 50. В случае если ноль по X Y находится в середине окружности, следует закрепить индикатор-центроискатель в шпинделе и до тех пор подгонять оси X Y относительно вертикальной оси шпинделя, пока биение на индикаторе не станет минимально возможным.
Второй способ точно такой же как первый, только вместо эталона используется электронный кромкоискатель. Это устройство которое при касание подаёт звукой и оптический сигналы. Избавляет от необходимости использовать плитки и даёт более точное определение нуля.
И третий способ это привязка нулей с помощью измерительных щупов. Самый надёжный и простой способ. На каждый способ привязки, на каждую координату на станке должны быть предустановленны программы, в которые остаётся внести необходимые параметры и запустить их.
Программа привязки может иметь такой вид
Остаётся загрузить управляющую программу в станок, после чего все готово к запуску.