Фраза нужно вырезать из листа звучит одинаково, а дальше в цеху начинается развилка. Потому что резка — это не отдельная услуга. Это первый шаг цепочки, и если на нём сэкономить не там, дальше вы заплатите слесарем, сваркой, шлифовкой или браком по отверстиям.
Полная версия с деталями и расширенными примерами — по ссылке ниже https://promtaiga.ru/blog/lazer-ili-plazma-kak-vybrat-tehnologiyu-rezki-dlya-vashej-detali
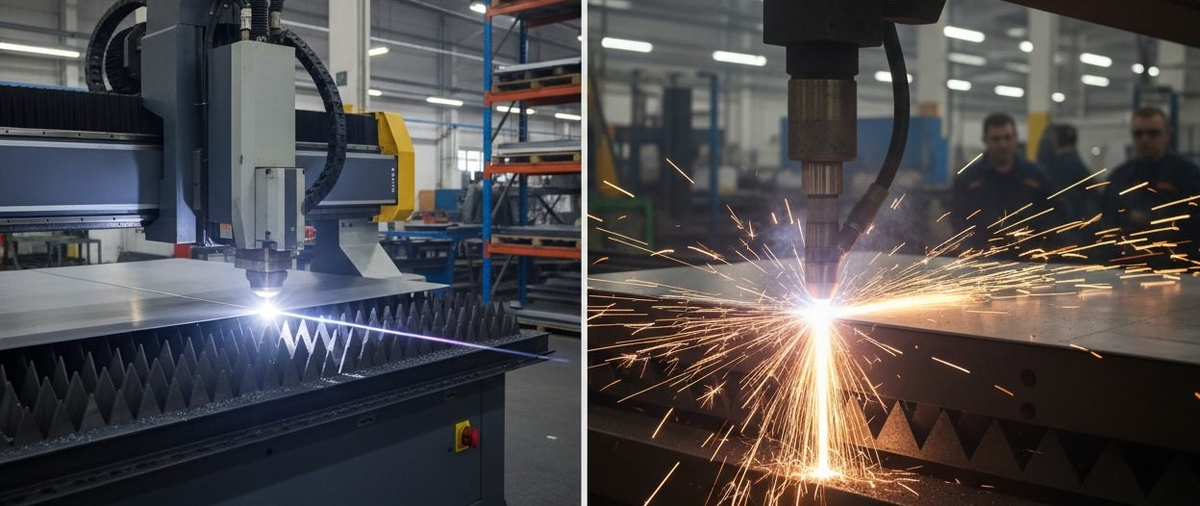
Почему эти технологии так по-разному себя ведут
Лазер и плазма дают одинаковый результат только на словах. В реальности они оставляют разную кромку, разный нагрев и разную повторяемость.
Лазер
У лазера тонкий сфокусированный луч. Металл в точке фокуса плавится, газ выдувает расплав, и получается узкий пропил.
Отсюда три практических последствия:
- нагрев вокруг реза небольшой
- ширина реза узкая, в десятых долях миллиметра
- траектория и размеры повторяются стабильно
Плазма
Плазма режет дугой. Газ превращается в струю плазмы, она прожигает металл по траектории.
И последствия другие:
- пропил шире
- нагрев глубже
- кромка чаще с окалиной, микрошлаком, заусенцем
Плазма мощно работает на толстом металле и больших сечениях, но по чистоте кромки и геометрии она всегда будет грубее лазера. Это нормально. Просто нужно заранее понимать, где это допустимо.
Первое сито выбора — толщина и материал
Если нужно решить быстро, начните с простого фильтра: что за металл и какая толщина.
- тонкое и среднее, где важны размеры и отверстия — чаще уходит в лазер
- толстое, силовое, без требований к чистой кромке — чаще уходит в плазму
- пограничные толщины — решают требования к кромке и то, что будет после резки
Ориентиры, которыми удобно оперировать в разговоре с подрядчиком
Это не паспорт станка, а рабочая шпаргалка.
- сталь 1–6 мм — чаще лазер
- сталь 8–12 мм — лазер или плазма, зависит от требований
- сталь 15–25 мм — чаще плазма
- сталь 30–40 мм и выше — плазма в большинстве сценариев
- нержавейка до 4–6 мм — обычно лазер на азоте, если важна чистая кромка
- алюминий до 6–8 мм — чаще лазер, но режимы более капризные
- оцинковка тонкая — чаще лазер, но вытяжка и требования к кромке обсуждаются заранее
Если деталь тонкая и в ней много отверстий или она видимая — плазма почти всегда создаст лишние проблемы.

Где начинается реальная разница: геометрия, отверстия и кромка
Толщина может быть одинаковой, а результат по проекту — разный. Всё решают детали.
1) Попадание в отверстия и сопряжения
Когда деталь должна собраться по отверстиям, стать крышкой, панелью, фланцем или попасть в посадку, плазма становится рискованной.
У неё чаще есть конусность и больший разброс по контуру, особенно на толщине.
Лазер в нормальном состоянии на серии держит предсказуемый результат по размерам и траектории. Это главная причина, почему корпуса, панели и всё с посадками обычно режут лазером.
2) Минимальные отверстия и узкие прорези
Лазер спокойно делает мелкую геометрию — отверстия, щели, решётки, длинные узкие окна.
Плазма такую геометрию часто превращает в компромисс: отверстия получаются более конусными и грязными, а мелкие элементы требуют больше доводки.
Если в детали много М4–М6, перфорации и прорезей — почти всегда безопаснее лазер.
3) Ra, зона термического влияния и как выглядит кромка
На следующих этапах стреляют именно три вещи: шероховатость кромки, окалина и ширина нагрева вокруг реза.
- у лазера кромка обычно ровнее, заусенец меньше, нагрев уже
- у плазмы чаще есть микрошлак, окалина и заметный заусенец, а нагрев шире
Это напрямую влияет на то, сколько времени вы потратите после резки.
Что будет после резки — вот где чаще всего теряют деньги
Люди любят сравнивать цену метра реза. А считать нужно цепочку.
Если дальше гибка
Лазерная кромка обычно требует минимальной подготовки.
После плазмы, если не снять заусенец и наплывы, инструмент начинает жевать металл, появляются заломы, риски и перекосы.
Если дальше сварка
После лазера часто хватает лёгкой подготовки кромки.
После плазмы окалину и плёнку обычно нужно убирать до живого металла, иначе шов кипит, появляются поры и раковины.
Если дальше порошковая окраска
Лазер чаще проходит по пути: лёгкая зачистка и обезжиривание.
Плазма почти всегда требует более жёсткой подготовки кромки, иначе отслоение краски начинается именно с неё.
Три сценария из практики, где выбор очевиден
Сценарий 1. Корпус или шкаф из стали 2 мм
Много перфорации, сложный периметр, дальше гибка и порошок.
Плазма тут добавит широкие пропилы, конусные отверстия и доводку в углах, где болгаркой не развернёшься.
Выбор обычно один — лазер.
Сценарий 2. Опорные плиты 25 мм
Простая форма, несколько крупных отверстий, дальше фрезеровка площадок.
Лазер в таком диапазоне может быть медленным и дорогим, а качество всё равно срежется мехобработкой.
Чаще выбирают плазму.
Сценарий 3. Нержавейка 4 мм под вид и сварку
Если деталь на виду и важна чистая кромка без лишней плёнки, обычно уходят в лазер на азоте.
Плазма возможна, но потом придётся серьёзно шлифовать кромку, а это деньги и риск испортить внешний вид.
Чек-лист: как решить за 2 минуты, чем резать вашу деталь
Пять вопросов, которые реально работают.
- Толщина и материал
До 10–12 мм по стали и до 6–8 мм по нержавейке и алюминию — сначала смотрим лазер.
Толще 20–25 мм — сначала смотрим плазму. - Геометрия
Много мелких отверстий, щелей, тонких перемычек — лазер.
Контур простой, отверстия крупные — плазма допустима. - Допуски
Если достаточно плюс-минус миллиметр и задача силовая — плазма подходит.
Если есть посадки, сопряжения, видимая кромка — лазер безопаснее. - Что дальше по маршруту
Гибка, сварка, покраска — всё это делает кромку критичной.
Плазма здесь почти всегда тянет допработы. - Объём
На серии мелкие переплаты превращаются в крупные.
Иногда лучше сразу выбрать технологию, которая даёт стабильный результат без ручной доводки.
Частые вопросы
Лазер всегда лучше плазмы
Нет. На тонких и точных деталях лазер выигрывает чаще. На толстых и простых плазма обычно экономичнее.
Можно резать тонкий лист плазмой, если качество не важно
Можно, но надо честно посчитать зачистку и риск брака. Для грубых элементов это допустимо. Для корпусов и панелей — почти всегда плохая идея.
Почему плазма иногда выходит дороже лазера
Потому что цена метра реза — не финальная цена детали. Если после плазмы нужны шлифовка, зачистка и переделки, общая себестоимость растёт.
Можно ли комбинировать технологии
Да. Толстые силовые элементы — плазмой, тонкие панели и всё с посадками — лазером. Это нормальная практика.
Какие файлы лучше отправлять
DXF или DWG для плоских деталей. STEP — если важны привязки в объёме. PDF годится только для предварительной оценки.
Вывод
Вопрос лазер или плазма решается не мнением, а конкретикой: толщина, геометрия, допуски и то, что будет после резки.
Если деталь пойдёт в гибку, сварку и покраску или должна собраться по отверстиям — лазер чаще экономит деньги уже на следующем этапе.
Если металл толстый и форма простая — плазма часто даёт лучшее соотношение скорости и цены.
Самый быстрый путь к правильному выбору — отправить файл и задать подрядчику нормальный вопрос: какую технологию вы рекомендуете под эту деталь и что придётся делать с кромкой дальше. Это сразу показывает и уровень цеха, и реальную стоимость решения.