Сразу по делу: что лазер режет проще всего, а что будет капризничать
Если вам нужен быстрый ориентир перед заказом, логика такая:
- сталь и нержавейка — самый предсказуемый раскрой: режимы стабильные, скорость нормальная, результат по кромке легко прогнозируется по газу и настройке
- алюминий — режется уверенно, но окно стабильных режимов уже: теплопроводность и риск грата заставляют точнее держать настройку
- латунь, медь, титан — тоже режутся, но требования к оборудованию, газу и ожиданиям по кромке обычно выше, поэтому они чаще выходят дороже
И важная оговорка: все толщины ниже — типовые диапазоны. Реальный предел зависит от мощности источника (кВт), типа станка (волоконный или CO2), газа, состояния поверхности и требований к кромке.
Более подробная версия материала с примерами и доп. схемами — на сайте: https://promtaiga.ru/blog/kakie-metally-mozhno-rezat-lazerom-polnyj-spravochnik-po-materialam-nerzhavejka-stal-alyuminij-med-latun-titan-i-ih-osobennosti-rezki

Почему один металл режется легко, а другой превращается в квест
В цеховой логике вопрос режется или не режется почти всегда упирается в пять вещей. Никакой мистики.
1) Отражение
Чем сильнее металл отражает излучение, тем сложнее стабильно держать старт и пробивку. Поэтому медь и латунь обычно требуют более аккуратного режима и более требовательны к оборудованию.
2) Теплопроводность
Когда металл быстро уводит тепло из зоны реза, плавить его локально сложнее. Это как раз история алюминия и меди: энергии нужно больше, а стабильность держать труднее.
3) Как ведёт себя расплав
Важна не только температура плавления, но и вязкость расплава. Если расплав плохо выдувается, растёт риск грата и волнистой кромки.
4) Поверхность
Масло, плёнки, ржавчина, сильная окалина и покрытия часто портят рез сильнее, чем сам материал. Иногда материал нормальный, а лист просто плохо подготовлен.
5) Газ и его стабильность
Газ не для галочки. Он выдувает расплав, влияет на перегрев и управляет окислением. Любая просадка по давлению и осушке быстро вылезает на кромке.
Газ решает больше, чем кажется: что выбрать и что увидите на кромке
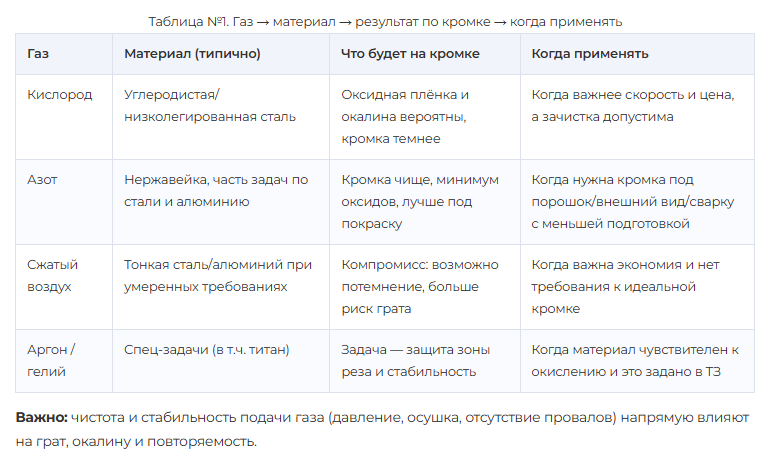
Газ подбирают не по привычке, а по тому, что дальше будет с деталью.
- кислород чаще используют для углеродистой стали, когда важнее скорость и цена — но окалина и оксидная плёнка по кромке почти неизбежны
- азот выбирают, когда нужна более чистая кромка и минимум окисления — часто под покраску, внешний вид, сварку с меньшей подготовкой
- сжатый воздух — компромисс по стоимости, обычно на тонком листе и при умеренных требованиях, но дефекты и окисление встречаются чаще
- аргон или гелий — спецварианты под отдельные материалы и требования, это не базовый сценарий для большинства заказов
Отдельно подчеркну: чистота и стабильность подачи газа напрямую влияют на повторяемость. На партии это заметно сразу.
Справочник по материалам: что ожидать и что заранее написать в ТЗ
1. Углеродистая и низколегированная сталь (Ст3, 08пс, 09Г2С и подобные)
Это самый технологичный материал для лазера. Режется стабильно, себестоимость понятная, режимы держатся широко.
Типичный диапазон по толщине — примерно 0,5–20 мм, дальше всё сильнее зависит от кВт, газа и требований к кромке.
Что обычно происходит по кромке:
- на кислороде скорость выше, но окалина и плёнка ожидаемы
- грат снизу чаще связан с выдувом расплава (давление, сопло, скорость)
- конусность появляется, когда режим на грани или гуляет высота головы
Что лучше прописать заранее:
- кромка под сварку или под покраску (это меняет газ и цену)
- допустима ли зачистка
- допуски по критичным размерам и насколько критична конусность на посадках
2. Нержавейка (AISI 304/316, 12Х18Н10Т и аналоги)
По нержавейке чаще важнее не скорость, а вид кромки и перегрев. На видимых деталях любое потемнение сразу бросается в глаза.
Типичный диапазон по толщине — примерно 0,5–16 мм (зависит от кВт, газа и требований по внешнему виду).
Газ чаще — азот, потому что он снижает окисление и даёт более чистую кромку.
Что часто встречается:
- побежалость как признак перегрева или проблем с оптикой и режимом
- грат при недостаточном выдуве и нестабильной высоте головы
- ЗТВ заметнее на тонком листе и на кромках, которые остаются лицевыми
Что согласовать до запуска:
- нужна ли кромка под порошок без зачистки
- допустимы ли следы перегрева
- какие кромки будут на виду
3. Алюминий и сплавы (АМг, Д16, 6061 и подобные)
Материал режется, но он быстро уводит тепло, поэтому стабильность режима становится критичнее. На тонком листе добавляется риск коробления.
Типичный диапазон по толщине — примерно 0,5–12 мм (пределы сильно зависят от кВт и качества газа).
Газ:
- азот — когда важна чистота кромки и повторяемость
- воздух возможен на тонких листах при умеренных требованиях, но качество надо согласовать заранее
Типовые проблемы:
- грат при недостаточном выдуве расплава или неверном балансе скорости
- волнистость на сложном контуре при перегреве
- деформация тонкого листа из-за тепловложения и слабой фиксации
Практичный совет для ТЗ:
если в детали много мелких отверстий и тонких перемычек, лучше заложить пробный рез на вашей геометрии. На алюминии такие контуры усложняют задачу сильнее всего.
4. Латунь (Л63, ЛС59-1 и похожие)
С латунью история такая: отражение выше, в составе есть цинк, и процесс требует более аккуратного режима и нормальной вытяжки.
Типичный диапазон — примерно 0,5–8 мм (зависит от кВт, поверхности и требований к кромке).
Газ обычно — азот, чтобы снизить окисление и держать кромку чище.
Нюансы:
- качество старта и пробивки важнее, чем на стали
- декоративные требования часто заставляют закладывать лёгкую доводку кромки
- полированная или зеркальная поверхность повышает риск нестабильности и дефектов старта
Что указать:
марку или хотя бы формулировку латунь листовая, толщину, требования к кромке и отдельно отметить, если поверхность полированная.
5. Медь (М1, М2)
Медь считается одной из самых требовательных. Она и отражает, и быстро отводит тепло, поэтому скорость обычно ниже, а требования к режиму и станку выше.
Типичный диапазон — примерно 0,5–6 мм. С ростом толщины резко растут требования к кВт, газу и поверхности.
Газ чаще — азот. Воздух используют редко и только при низких требованиях к кромке.
Что ожидать:
- рез медленнее, чем по стали и нержавейке
- пробивка — зона риска по качеству старта и повторяемости
- хорошая кромка возможна, но цена и время цикла обычно выше
Когда стоит подумать об альтернативе:
если большие толщины и объёмы или нужна идеально декоративная кромка на всей партии, иногда разумнее заложить последующую обработку кромки после раскроя.
6. Титан (ВТ1-0, ВТ6)
Главная сложность титана — его реакция с кислородом при нагреве. Поэтому качество сильно зависит от защиты зоны реза и стабильности газа.
Типичный диапазон — примерно 0,5–6 мм (зависит от требований к кромке и газовой защиты).
Газ по задаче может быть аргон или азот. Кислород как основной газ для титана не используют из-за риска сильного окисления.
Что критично:
- стабильная подача защитного газа
- правильная пробивка и место входа, чтобы след старта не попал на функциональную кромку
- заранее согласовать требование к кромке под сварку и допустимость окисленного слоя
7. Оцинкованная сталь
Резать можно, но нужен нормальный отвод дыма и вытяжка, потому что при резке появляются пары цинка.
Типичный диапазон — примерно 0,5–3 мм.
Нюансы:
- покрытие в зоне реза локально выгорает
- требования под покраску и под сварку надо проговорить заранее, потому что кромка и зона рядом с ней будут другими, чем на чистой стали
Что плохо дружит с лазером: короткий стоп-лист
Лазер не универсален. Есть случаи, где лучше сразу остановиться и обсудить другой метод.
- чугун — склонность к трещинам и нестабильному поведению при локальном нагреве, типовой услугой это редко бывает
- листы с сильной окалиной, грязью, маслом, толстыми покрытиями — нестабильная пробивка, подгар, дефекты кромки, рост брака
- зеркальные и полированные поверхности (особенно латунь и медь) — не запрет, но повышенный риск проблем на старте и по повторяемости, лучше начинать с теста
Как понять, что вам нужен не лазер
Иногда лазер решает задачу, но экономически или технологически выходит странно.
- плазма чаще выигрывает на толстом чермете, где важнее скорость и цена, а кромка и зачистка не критичны
- гидроабразив подходит, когда нельзя перегревать металл и нужна минимальная ЗТВ
- мехобработка иногда логичнее на простой геометрии и малой партии, особенно если всё равно нужна последующая обработка посадок и кромок
Чтобы расчёт был точным и без переделок: что писать в ТЗ
Большинство проблем начинается не на станке, а в письме на расчёт. Достаточно семи пунктов.
- DXF или DWG, масштаб 1:1, единицы мм
- контуры замкнуты, без дублей линий и мусорной графики
- материал и марка (если есть) плюс толщина
- количество деталей и партия
- требования к кромке: под покраску, под сварку, допустим ли грат, допустима ли окалина
- допуски по критичным размерам
- где допустимы перемычки и следы пробивки
И ещё один момент, который часто забывают: слишком мелкие отверстия и узкие перемычки могут потребовать перемычек, другой стратегии реза или корректировки файла. Это нормально, просто лучше обсудить до запуска серии.
Частые вопросы, которые всплывают на расчёте
1. Почему медь дороже стали
Отражение плюс теплоотвод. Скорость ниже, пробивка сложнее, требования к оборудованию и режимам выше. В итоге растёт время детали.
2. Что выбрать для стали: кислород или азот
Кислород обычно быстрее и дешевле по резу, но даёт окалину и плёнку. Азот чаще берут, когда нужна более чистая кромка и меньше возни перед покраской.
3. Будет ли окалина и надо ли её убирать
На стали при кислороде окалина ожидаема. Убирать нужно, если дальше покраска или есть требование к чистой поверхности.
4. Можно ли резать титан нормально
Можно, если обеспечить газовую защиту и заранее согласовать требования к кромке под сварку. Без этого ожидания по качеству часто расходятся.
5. Можно ли резать оцинковку
Можно, но вытяжка обязательна из-за паров цинка. И покрытие у кромки локально потеряется.
Итог
Если выбирать без лишних эмоций, лазер лучше всего закрывает сталь и нержавейку, уверенно работает по алюминию, а медь, латунь и титан требуют более аккуратной технологии и стабильного газа. В 90 процентах случаев качество и цена определяются не названием материала, а связкой: поверхность листа, газ, режим, и требования к кромке, которые вы прописали в ТЗ.
Самый простой способ не попасть на переделки — прислать чистый DXF 1:1, указать материал и толщину, написать, что будет дальше с деталью (покраска, сварка, внешний вид), и отдельно отметить зоны, где след пробивки или перемычка недопустимы. Это экономит и время, и деньги на всей партии.