1. Лазерная резка — это не магия и не просто луч
В цеху лазерную резку любят за простую вещь: можно получить деталь по контуру без механического контакта. Ничего не давит на лист, не гнёт его инструментом, не тянет заусенцы как ножницы.
Но точная геометрия получается не потому, что станок мощный. Она получается, когда совпали три вещи: нормальный файл, стабильная режущая голова и правильно собранный режим под материал.
Более подробная версия материала с примерами и доп. схемами — на сайте: https://promtaiga.ru/blog/chto-takoe-lazernaya-rezka-metalla-tehnologiya-princip-raboty-i-etapy-processa

2. Что реально происходит в зоне реза
Если убрать теорию и оставить производственную логику, картина такая:
- луч собирается оптикой в маленькое пятно
- металл в этой точке быстро нагревается и плавится
- газ выдувает расплав из пропила
- на кромке остаются продольные линии — след стабильного течения расплава
Иногда в разговоре всплывает испарение. На практике это редкие спецрежимы и тонкие материалы. В обычных заказах листового металла всё держится на том, как вы держите фокус и как выдуваете расплав.
3. Почему кромка вдруг портится, хотя программу не меняли
Самая частая иллюзия у заказчика — раз траектория та же, то и результат будет тем же. На деле качество легко уходит из-за мелочей:
- защитное стекло грязное или поджжённое
- сопло изношено, забито брызгами
- высота головы над листом плавает
- лист с волной, особенно на тонких толщинах
- газ вроде есть, но давление просело или подача нестабильна
Один из типовых случаев: режем нержавейку 2 мм, кромка была светлая, потом резко пошло потемнение и мелкий грат снизу. Режимы те же. Виноват оказался не код, а узел газа и сопло — давление азота упало из-за обслуживания, плюс сопло уже было на грани. После замены расходников и приведения подачи газа к норме кромка вернулась в прежний вид.
4. Пропил и ЗТВ — вещи, про которые забывают в ТЗ
Пропил — это ширина удалённого материала. Если его не компенсировать, деталь уедет в размер: отверстия и наружные контуры окажутся не теми.
Типовые производственные ориентиры по пропилу из практики выглядят так:
- лист 1–3 мм: часто порядка 0,10–0,25 мм
- 4–10 мм: примерно 0,20–0,40 мм
- при грязной оптике и нестабильном режиме пропил начинает гулять
Зона термического влияния (ЗТВ) — область рядом с кромкой, где металл меняется от нагрева. В большинстве нормальных резов это доли миллиметра до 1–2 мм, но при перегреве растёт и становится видимой по потемнению, окалине и короблению.
5. Режимы резки — чем они отличаются по факту
Если говорить человеческим языком, на производстве чаще встречаются такие схемы:
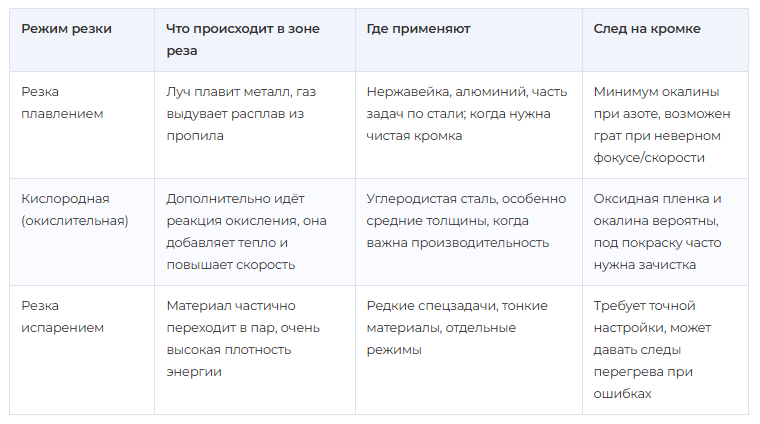
5.1 Резка плавлением
Луч плавит металл, газ выдувает расплав. Так чаще режут нержавейку и алюминий, когда важна чистая кромка.
5.2 Кислородная (окислительная) резка
Кислород добавляет тепла за счёт реакции окисления. На углеродистой стали это даёт скорость и стабильность на толщинах, но почти всегда тянет за собой окалину и оксидную плёнку.
5.3 Резка с испарением как основой
Это скорее исключение. Требует очень точной настройки и в обычных заказах встречается редко.
6. Газ — это не просто продувка
Газ делает сразу несколько работ: выдувает расплав, снижает перегрев и напрямую влияет на то, будет ли на кромке оксидная плёнка.
6.1 Азот
Обычно даёт более чистую кромку с минимумом окисления. Хорош, когда дальше будет сварка, покраска или важен внешний вид. Минус — стоимость и требования к стабильности давления.
6.2 Кислород
На углеродистой стали помогает резать быстрее. Минус — окалина и плёнка, часто нужна зачистка под покрытие.
6.3 Воздух
Компромисс по цене. Для простых и черновых деталей иногда норм, но по кромке чаще требуется доработка, выше риск нагара и нестабильности.
7. Как выглядит процесс резки в цеху: от файла до детали
Если вам нужно понять, где в цепочке чаще всего рождаются проблемы, держите короткий маршрут.
1) Подготовка файла
Для DXF важно, чтобы были замкнутые контуры, без дублей линий и наложенных сегментов. Разрывы и повторы — классика, из-за которой станок начинает вести себя странно.
2) Нестинг на листе
Экономия материала — это хорошо, но мелким деталям нужны перемычки, иначе они выпадают, задираются и дальше начинается лотерея по размеру и кромке.
3) Подбор режима
Материал, толщина, газ, сопло, давление, скорость, положение фокуса. Это одна связка — менять можно, но понимать, что всё влияет на всё.
4) Пробивка
Пробивка — отдельный режим. Если её сделать грубо, будет подгар, брызги и след в плохом месте. На ответственных кромках точку входа выбирают заранее.
5) Рез по траектории + контроль высоты
Стабильный зазор сопло–лист — это половина успеха. Волна листа или неправильная настройка датчика высоты быстро проявляются на кромке.
6) Снятие и упаковка
Тонкие элементы легко замять. Если дальше сборка или окраска — лучше сортировать и маркировать сразу.
7) Контроль качества
Размеры, отверстия, перпендикулярность кромки, грат, окалина, коробление. На сериях — обязательно первая деталь с фиксацией параметров.
8. Четыре ручки, которыми управляют качеством
Когда нужно быстро понять, почему кромка не та, я всегда возвращаюсь к четырём основным параметрам:
- фокус
- скорость
- энергия в пятне (мощность и реальная плотность)
- газ (тип, давление, стабильность)
И отдельно — то, что убивает результат даже при правильной программе: стекло, сопло, высота головы, плоскость листа.
9. Диагностика по кромке: что видим — что проверяем
Здесь важно не уходить в гадание. Сначала проверяют то, что даёт быстрый эффект.
Грат снизу
Чаще всего это скорость, фокус, давление газа и сопло. Начинайте с газа и сопла, потом фокус, потом скорость.
Подгар и сильное потемнение
Смотрите защитное стекло, пробивку и баланс мощность–скорость. И проверьте, тот ли газ выбран под задачу.
Окалина на стали
Если режут кислородом, окалина часто закономерна. Тут вопрос не в том, как убрать её полностью, а было ли это согласовано под покраску или сварку.
Конусность кромки
Обычно виноваты фокус, высота головы и несоответствие сопла толщине. Плюс волна листа.
Недорез и перемычки
Проверяют пробивку, давление газа, затем скорость и мощность.
Сильные полосы и волны на кромке
Начинайте с сопла и газа, потом фокус, затем уже механика и плоскость листа.
Коробление тонкого листа
Перегрев и стратегия реза. Иногда нужно менять порядок контуров, добавлять перемычки и тепловые паузы, а не просто крутить мощность.
10. Какие металлы режут лазером: рамки без сказок
- Углеродистая сталь — обычно резать предсказуемо. Но если деталь под порошок без зачистки, это отдельное требование, и его надо озвучивать заранее.
- Нержавейка — часто режут на азоте, иначе кромка быстро темнеет и это видно сразу.
- Алюминий — любит стабильность режима и хорошую продувку расплава, волна листа проявляется быстро.
- Медь и латунь — повышенные требования к оборудованию и настройке, особенно к пробивке и защитным элементам головы.
11. Ошибки, из-за которых потом спорят и переделывают
Список короткий, но в реальности он закрывает большую часть конфликтов:
- DXF с разрывами, дублями и незамкнутыми контурами
- нет требований к кромке: допустим ли грат, нужна ли кромка под покраску без зачистки
- забыли про пропил и посадки отверстий
- мелкие отверстия и тонкие перемычки без согласования технологии
- экономия на газе при высоких требованиях к внешнему виду
- запуск в серию без контрольной первой детали и фиксации параметров
- не согласовали, где допустимы перемычки и след от пробивки
12. Частые вопросы
Лазер режет плавлением или испарением
В большинстве задач — плавлением, а газ выдувает расплав. Испарение как основной механизм — редкость.
Зачем вообще нужен газ
Без него расплав начинает залипать в пропиле, появляются недорезы, сильный грат и перегрев.
Почему азот и кислород дают разную кромку
Азот обычно уменьшает окисление и даёт более чистую кромку. Кислород ускоряет рез по стали, но часто добавляет окалину и плёнку.
DXF или DWG
Для резки чаще удобнее DXF, если контуры правильно подготовлены. DWG тоже возможен, но часто требует доведения перед нестингом.
13. Вывод и короткий чек-лист для заказа
Лазерная резка хорошо работает, когда вы заранее фиксируете требования и понимаете, где в процессе чаще уезжает результат. Тогда и геометрия предсказуемая, и кромка не превращается в сюрприз.
Перед заказом проверьте:
- файл: контуры замкнуты, дублей линий нет
- есть требования к кромке: под сварку, под покраску, допустим ли грат
- оговорён газ под задачу (азот, кислород, воздух)
- критичные отверстия и посадки согласованы с учётом пропила
- известно, где допустимы перемычки и следы пробивки
- на ответственных деталях — сначала пробная деталь и контроль первой партии