
Точность измерительных приборов определяет достоверность получаемых результатов и напрямую влияет на качество продукции. Классы точности измерительных приборов позволяют быстро оценить метрологические возможности оборудования и выбрать подходящий инструмент для конкретной задачи. Понимание погрешности измерительных приборов помогает избежать как избыточных затрат на сверхточное оборудование там, где это не требуется, так и применения недостаточно точных средств измерений в ответственных операциях.
Что такое погрешность измерения и её виды
Абсолютная погрешность — базовая характеристика точности
Абсолютная погрешность представляет собой разность между показанием измерительного прибора и истинным значением измеряемой величины. Например, если эталонная мера длины составляет 100,00 мм, а прибор показывает 100,05 мм, то абсолютная погрешность равна 0,05 мм. Эта величина выражается в тех же единицах измерения, что и сама измеряемая величина.
Погрешность измерения складывается из нескольких составляющих. Инструментальная погрешность обусловлена несовершенством самого прибора, методическая — выбранным методом измерения, а субъективная — влиянием оператора. Абсолютная погрешность показывает максимально возможное отклонение показаний от истинного значения в худшем случае.
Важно понимать, что одна и та же абсолютная погрешность по-разному влияет на достоверность результата в зависимости от измеряемой величины. Отклонение в 1 мм критично при измерении детали размером 10 мм, но совершенно приемлемо для детали длиной 1000 мм. Именно поэтому для оценки качества измерений используют относительную погрешность.
Относительная погрешность — универсальный критерий точности
Относительная погрешность определяется как отношение абсолютной погрешности к измеряемой величине и выражается обычно в процентах. Формула расчёта проста: относительная погрешность равна абсолютной погрешности, делённой на измеренное значение и умноженной на 100%. Например, при измерении детали размером 50 мм с абсолютной погрешностью 0,05 мм относительная погрешность составит 0,1%.
Относительная погрешность позволяет сравнивать точность измерений разных величин и выбирать оптимальные средства измерений. Чем меньше относительная погрешность, тем выше точность прибора. В промышленности обычно применяются приборы с относительной погрешностью от 0,001% для эталонного оборудования до 2-4% для технических измерений.
Преимущество использования относительной погрешности в том, что она даёт объективную оценку качества измерения независимо от диапазона. Прибор с абсолютной погрешностью 0,1 мм может быть высокоточным для измерения больших деталей и недостаточно точным для малых размеров.
Классы точности и их обозначение
Как определяется класс точности прибора
Класс точности прибора — это обобщённая характеристика, определяющая предел допускаемой погрешности средства измерений. Классы точности устанавливаются стандартами для каждого типа приборов и обозначаются числами: 0,05; 0,1; 0,2; 0,5; 1,0; 1,5; 2,5; 4,0 и так далее. Чем меньше число, тем выше точность прибора.
Как определить класс точности прибора на практике? Обычно он указывается на шкале или корпусе прибора. Класс точности прибора показывает максимальную относительную погрешность в процентах от верхнего предела измерений или от измеренного значения в зависимости от типа прибора. Например, вольтметр класса точности 1,5 с пределом измерения 100 В может давать погрешность до 1,5 В в любой точке шкалы.
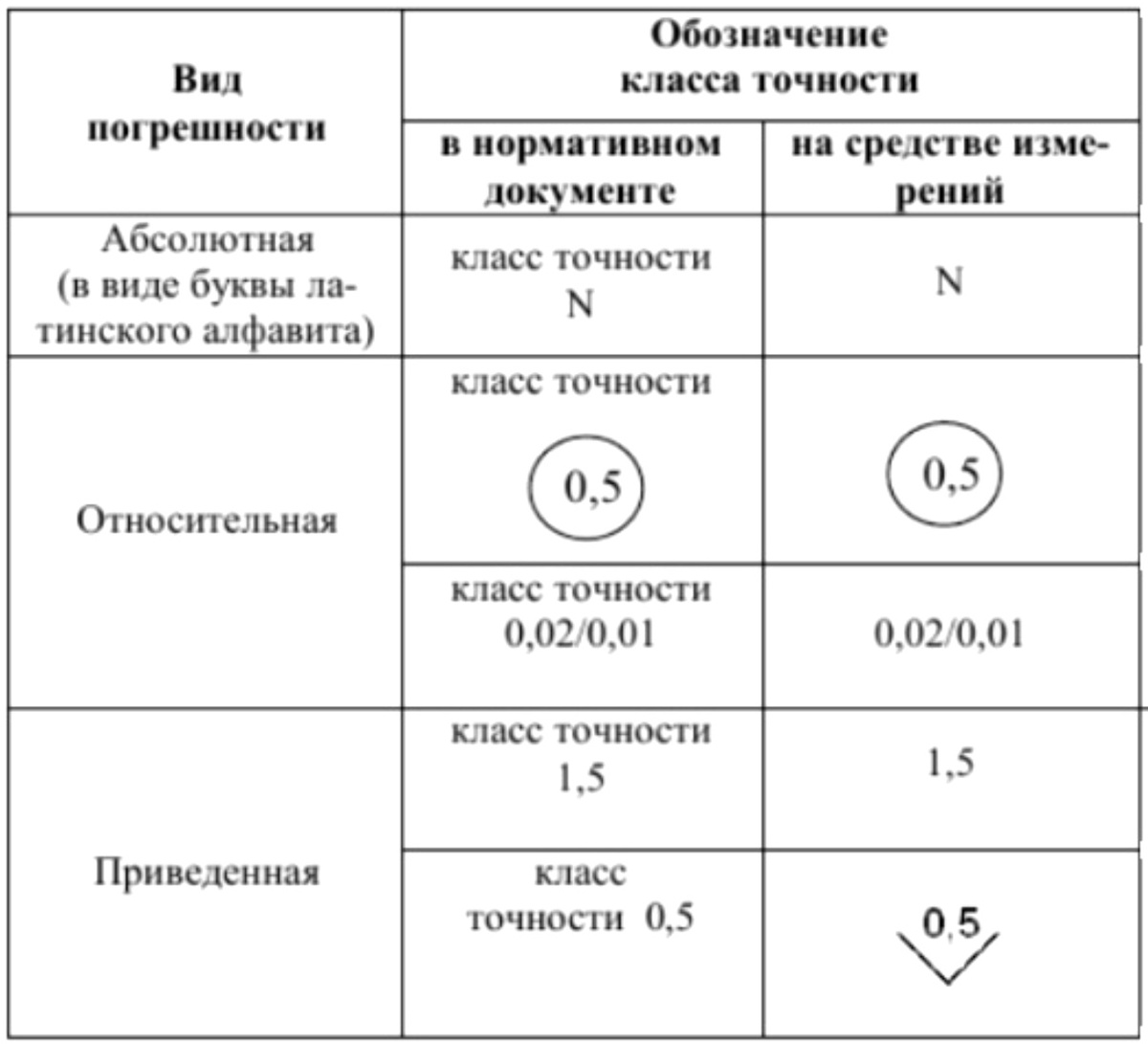
Существуют разные способы обозначения классов точности. Если на шкале указано просто число в кружке или без обрамления, это означает, что предел допускаемой погрешности выражен в процентах от верхнего предела измерений. Если число подчёркнуто, погрешность определяется от измеряемого значения. Для цифровых приборов класс точности часто указывается в технической документации в виде формулы, учитывающей несколько составляющих погрешности.
Маркировка и метрологические характеристики
На измерительных приборах класс точности обозначается на лицевой панели вместе с другими метрологическими характеристиками. Помимо класса точности указываются диапазон измерений, единицы измерения, обозначение рабочего положения прибора и климатическое исполнение. Эта информация необходима для правильного применения оборудования.
Классы точности измерительных приборов разделяются на несколько категорий в зависимости от назначения. Эталонные приборы имеют классы 0,005-0,05 и применяются в метрологических лабораториях. Лабораторные приборы классов 0,1-0,5 используются для точных измерений в производственных лабораториях. Технические приборы классов 1,0-4,0 применяются для оперативного контроля в цеховых условиях.
На измерительных приборах класс точности обозначается на лицевой панели вместе с другими метрологическими характеристиками. Помимо класса точности указываются диапазон измерений, единицы измерения, обозначение рабочего положения прибора и климатическое исполнение. Эта информация необходима для правильного применения оборудования.
Как выбрать прибор по классу точности
Критерии выбора для разных задач
Выбор класса точности определяется требуемой точностью конечного результата и допусками на контролируемые параметры. Основное правило: погрешность средства измерений должна быть в 3-5 раз меньше допуска на измеряемый параметр. Например, для контроля размера с допуском ±0,1 мм необходим прибор с погрешностью не более 0,02-0,03 мм.
При выборе контрольно-измерительных приборов следует учитывать условия эксплуатации. В цеховых условиях с вибрацией, загрязнением и перепадами температуры применяются более простые технические приборы классов 1,0-2,5. Для лабораторных измерений при стабильных условиях оправдано использование прецизионного оборудования классов 0,1-0,5.
Экономический фактор также важен при выборе. Приборы высоких классов точности значительно дороже, требуют более частой поверки и квалифицированного обслуживания. Применение избыточно точного оборудования там, где достаточно технических средств измерений, приводит к неоправданным затратам без повышения качества продукции.
Практические примеры применения
В машиностроении для контроля деталей с допусками 6-7 квалитета достаточно штангенциркулей и микрометров класса точности 2. Для деталей 4-5 квалитета применяются приборы класса 1. Прецизионные измерения деталей 2-3 квалитета требуют оборудования класса 0,5 и выше.
В электротехнике для технических измерений напряжения и тока используются мультиметры класса 1,5-2,5. Наладка и калибровка оборудования требует приборов класса 0,5-1,0. Эталонные измерения выполняются средствами класса 0,02-0,1.
Компания КИП-Лабс предлагает широкий выбор контрольно-измерительных приборов различных классов точности для решения любых метрологических задач. Специалисты компании помогут подобрать оптимальное оборудование с учётом специфики производства, требуемой точности измерений и бюджета предприятия, обеспечив надёжный метрологический контроль качества продукции.