Недорез металла — одна из самых частых проблем при работе на лазерных станках с ЧПУ, и чаще всего её провоцирует попытка «выжать» производительность за счёт повышения скорости резки. Операторы и технологи, стремясь сократить время цикла и увеличить выработку, забывают: каждый материал и каждая толщина требуют строго сбалансированных параметров мощности, скорости и давления газа.

Что такое недорез и почему он возникает
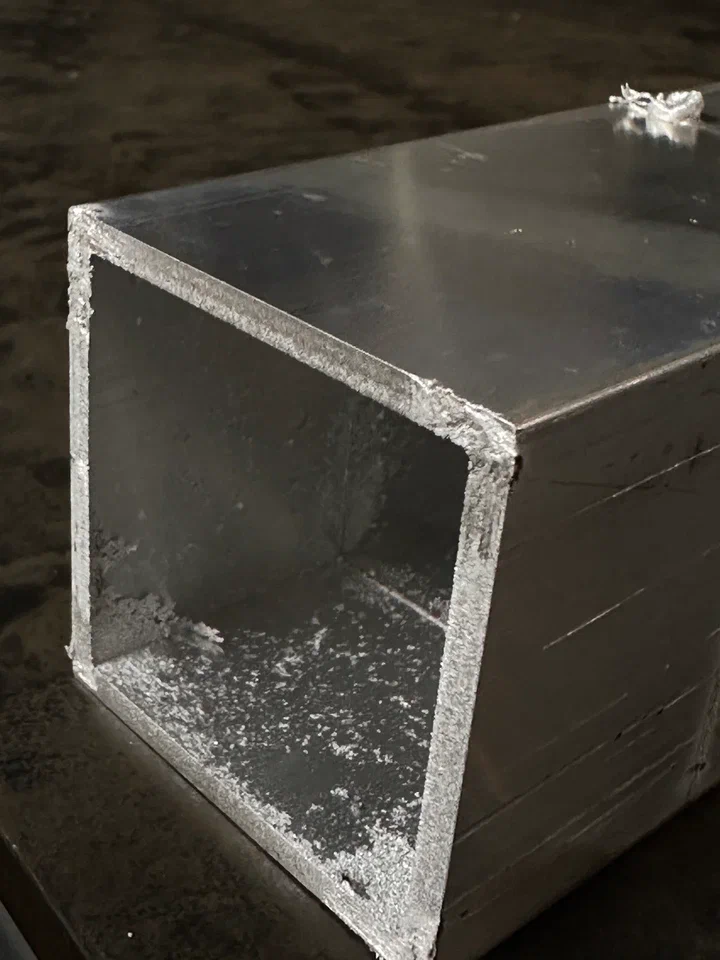
Недорез (неполное прорезание) — это дефект лазерной резки, при котором лазерный луч не проходит сквозь толщу металла, оставляя непрорезанные участки или тонкую перемычку материала. Визуально это выглядит как застывший металл на нижней кромке детали.
Основная причина недореза — несоответствие скорости резки энергетическим возможностям лазерного излучателя и физическим свойствам материала. Когда скорость перемещения режущей головки слишком высока, лазерный луч просто не успевает передать достаточно энергии для полного расплавления и удаления металла по всей толщине заготовки. Это особенно критично при работе с толстолистовым металлом — от 8 мм и выше.
Физика процесса требует определённого времени воздействия: лазер должен не только расплавить металл, но и обеспечить его эффективное удаление из зоны реза потоком вспомогательного газа. При завышенной скорости расплав не успевает выдуваться, застывает на нижней кромке и образует непрорезанную перемычку или грат.
Почему повышение скорости кажется выгодным решением
Желание увеличить производительность — естественное стремление любого производственника. На первый взгляд логика проста: чем быстрее движется режущая головка, тем больше деталей можно вырезать за смену, тем выше оборачиваемость оборудования и ниже себестоимость единицы продукции. Однако эта логика работает только в пределах оптимальных технологических параметров.
Типичная ошибка наладчиков — механическое увеличение скорости без пересчёта баланса «мощность-скорость-газ». Например, при резке конструкционной стали толщиной 10 мм оптимальная скорость для волоконного лазера мощностью 3 кВт составляет около 1,1 м/мин. Попытка поднять её до 1,5-2 м/мин неизбежно приведёт к недорезу, даже если визуально процесс кажется стабильным.
Кроме того, недорез не всегда заметен сразу. Оператор может видеть искрообразование, слышать характерный звук резки и ошибочно считать, что процесс идёт нормально. Проблема обнаруживается только на этапе выгрузки деталей, когда выясняется, что заготовка не отделяется от листа или имеет перемычки на нижней кромке.
Как скорость влияет на качество реза: технологические нюансы
Баланс мощности и скорости
Мощность лазерного излучателя и скорость перемещения головки — два взаимосвязанных параметра. Для каждой комбинации «материал-толщина» существует узкий диапазон оптимальных значений, выход за пределы которого приводит к дефектам. При слишком высокой скорости даже мощный лазер не успевает передать достаточно энергии для сквозного прорезания.
Таблицы режимов резки содержат проверенные параметры для различных материалов и толщин. Например, для черной стали толщиной 12 мм при мощности 3 кВт рекомендуемая скорость составляет 0,9 м/мин. Увеличение скорости даже на 20-30% приводит к появлению недореза или требует пропорционального повышения мощности, что не всегда технически возможно.
Роль вспомогательного газа
Вспомогательный газ (кислород для черной стали, азот для нержавейки и алюминия) выполняет критически важную функцию — удаляет расплавленный металл из зоны реза. При завышенной скорости резки поток газа не успевает эффективно выдувать расплав, особенно из нижней части реза, где скорость истечения ниже.
Недостаточное давление газа усугубляет проблему. Если скорость резки высока, а давление газа находится на нижней границе диапазона, расплав застревает в канале реза, остывает и образует непрорезанные перемычки. Правильная настройка давления должна учитывать скорость перемещения головки.
Фокусное расстояние и качество луча
Положение фокуса относительно поверхности металла напрямую влияет на распределение энергии по толщине заготовки. При высокой скорости резки даже небольшое отклонение фокуса от оптимального значения приводит к недорезу на нижней кромке. Загрязнение защитного стекла или линзы снижает мощность луча на 15-30%, что при завышенной скорости гарантирует брак.
Чек-лист правильной наладки для избежания недореза
Перед началом резки толстолистового металла проверьте следующие параметры:
- Соответствие скорости резки табличным значениям для конкретной мощности лазера и толщины металла
- Чистота оптики: защитное стекло, фокусирующая линза, зеркала — без нагара и загрязнений
- Настройка фокусного расстояния в соответствии с толщиной и типом материала
- Давление вспомогательного газа соответствует рекомендациям для данной толщины (обычно 0,05-2,0 МПа)
- Качество и чистота газа: азот не менее 99,99%, кислород технический без примесей
- Высота сопла над металлом выставлена корректно (обычно 0,8-1,5 мм)
- Юстировка лазерного луча выполнена правильно, пятно симметричное и центрированное
- Мощность излучателя соответствует заявленной (контроль ваттметром)
- Тестовый рез на обрезке материала перед запуском серии
- Контроль первой детали на предмет качества нижней кромки и отсутствия перемычек
Типичные ошибки при попытке увеличить производительность
Игнорирование технологических карт
Многие наладчики полагаются на интуицию и визуальную оценку процесса, игнорируя технологические таблицы режимов резки. Попытка «на глаз» повысить скорость резки толстого металла — прямой путь к браку. Каждый материал имеет свою теплопроводность, температуру плавления и оптическую отражательную способность, что требует индивидуального подбора параметров.
Отсутствие пробных резов
Запуск серийного производства без предварительного тестового реза на обрезках материала — грубая ошибка. Даже если параметры взяты из таблиц, реальные свойства конкретной партии металла могут отличаться: другая марка стали, иное содержание углерода, отклонения по толщине листа. Пробный рез позволяет выявить проблемы до запуска основной программы.
Экономия на техническом обслуживании
Загрязненная оптика, изношенное сопло, неочищенные зеркала — всё это снижает эффективную мощность лазера. При попытке компенсировать потерю мощности увеличением скорости результат предсказуем: недорез, грат, низкое качество кромки. Регулярное обслуживание оптической системы — обязательное условие стабильной работы лазерного оборудования для резки металла.
FAQ: частые вопросы о недорезе и скорости резки
Можно ли компенсировать высокую скорость увеличением мощности?
Да, но только в пределах технических возможностей лазерного источника. Если излучатель уже работает на максимальной мощности, дальнейшее увеличение скорости неизбежно приведёт к недорезу. Кроме того, работа на предельных режимах сокращает ресурс лазерного источника и увеличивает энергопотребление.
Как понять, что скорость резки слишком высокая?
Основные признаки: неравномерное искрообразование, изменение звука резки, появление тёмных полос на кромке, застывший расплав на нижней части детали. Если при выгрузке деталь не отделяется от листа или требует механического усилия для отделения — это явный недорез.
Какова оптимальная скорость для толстого металла?
Скорость резки толстолистовой стали (от 10 мм) на волоконных лазерах мощностью 3 кВт обычно составляет 0,65-1,1 м/мин. Для нержавеющей стали и алюминия скорость ниже из-за высокой теплопроводности и отражательной способности. Точные значения зависят от конкретной модели станка и свойств материала.
Как SEKIRUS помогает избежать ошибок наладки
Компания SEKIRUS — российский производитель профессиональных лазерных станков для резки металла — уделяет особое внимание обучению операторов и наладчиков правильной настройке технологических параметров. Мы понимаем, что качество резки зависит не только от характеристик оборудования, но и от грамотной эксплуатации.
Каждый лазерный станок SEKIRUS — будь то Лазерный листорез SEKIRUS P3102M-3015GAH для обработки листового металла или станок для лазерной резки труб SEKIRUS P2602M-25600LS-S поставляется с полным комплектом технологических карт и таблиц режимов резки для различных материалов. Наши инженеры проводят практическое обучение на объекте заказчика, демонстрируя правильную последовательность наладки и типичные ошибки.
Кроме того, SEKIRUS предоставляет техническую поддержку 24/7: если возникают проблемы с качеством реза, наши специалисты оперативно помогут диагностировать причину и скорректировать параметры. Правильная наладка оптоволоконного лазерного станка — это гарантия высокого качества продукции и отсутствия брака.
Столкнулись с проблемами недореза или хотите оптимизировать параметры резки на вашем оборудовании? Специалисты SEKIRUS помогут настроить лазерный станок для резки металла, подобрать оптимальные режимы для ваших материалов и обучить персонал правильной эксплуатации. Мы работаем с оптоволоконными лазерными станками для резки листа и трубы уже более 9 лет, обеспечиваем полное техническое сопровождение и гарантируем высокое качество реза.
Свяжитесь с нами прямо сейчас:
Контакты:
☎ 8-800-600-11-16
📧 Email: info@sekirus.com
🌐 Наш сайт: SEKIRUS.com
📱 Наши соцсети: Telegram, ВКонтакте
SEKIRUS — профессиональные технологии для вашего успеха!
#ЛазерныеСтанки #РезкаМеталла #SEKIRUS #Недорез #НастройкаЛазера #ОшибкиНаладки #ДефектыРезки #Металлообработка #ЛазернаяРезка #ВолоконныйЛазер #ЧПУСтанки #КачествоРеза