
Введение: невидимая проблема с видимыми последствиями
Вращающаяся печь длиной 70 метров и диаметром 4,5 метра производит 3000 тонн клинкера в сутки. Это 125 тонн в час, 2 тонны в минуту. Каждый час простоя — это недополученные 125 тонн продукции и сотни тысяч рублей потерь.
А теперь представьте: ось этой печи отклонилась от прямой линии на 15 миллиметров. Пятнадцать миллиметров на семидесяти метрах — это 0,02%. Казалось бы, ничтожная величина. Но эти миллиметры запускают цепочку событий, которая приводит к:
- Ускоренному износу бандажей и роликов
- Перерасходу электроэнергии на 5–10%
- Повышенной нагрузке на привод
- Разрушению футеровки
- Снижению производительности на 3–7%
- В перспективе — к аварийной остановке
Сегодня разберёмся, что такое геометрия корпуса, почему она нарушается и как миллиметры превращаются в миллионы рублей потерь.
Что такое «геометрия корпуса»
Идеальный корпус
В идеальном мире корпус вращающейся печи, мельницы или барабана — это:
- Идеальный цилиндр — круглый в любом сечении
- Идеально прямой — ось представляет собой прямую линию
- Идеально установленный — ось лежит в проектном положении с заданным уклоном
Реальный корпус
В реальности всегда есть отклонения. Вопрос — в их величине.
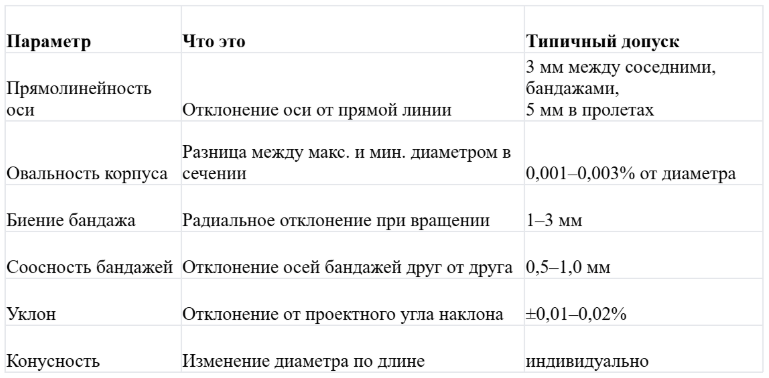
Параметры геометрии, которые контролируются:
Почему геометрия так важна
Вращающееся оборудование — это не статичная конструкция. Это динамическая система, где:
- Корпус вращается с частотой 1–3 оборота в минуту
- Масса достигает тысяч тонн
- Нагрузка передаётся через узкие зоны контакта бандаж–ролик
- Любое отклонение создаёт переменные силы
При нарушении геометрии каждый оборот — это цикл неравномерного нагружения. 1500 циклов в сутки. Полмиллиона в год. Металл устаёт, узлы изнашиваются, система деградирует.
Виды геометрических отклонений
1. Искривление оси («банан»)
Что это: Ось корпуса не является прямой линией — она изогнута в одной или нескольких плоскостях.
Как выглядит:
- Плавный изгиб по всей длине
- Излом в одной точке (обычно в зоне стыка обечаек)
- S-образная деформация
Типичные величины:
- Допустимо: до 5–10 мм на всю длину
- Проблемно: 10–20 мм
- Критично: более 20–30 мм
Последствия:
- Неравномерная нагрузка на опоры
- Циклические напряжения в корпусе
- Ускоренный износ бандажей
- Проблемы с зацеплением венец–шестерня
2. Овальность корпуса
Что это: Поперечное сечение корпуса не круглое, а эллиптическое (овальное).
Как выглядит: Корпус «сплюснут» — один диаметр больше другого.
Типичные величины:
- Допустимо: 0,001–0,003% от диаметра
- Проблемно: 0,004–0,005%
- Критично: более 0,005%
Последствия:
- Биение бандажа 2 раза за оборот
- «Дыхание» футеровки — её разрушение
- Нестабильная работа уплотнений
- Переменные нагрузки на привод
3. Овальность бандажа
Что это: Бандажное кольцо потеряло круглую форму.
Причины:
- Неравномерный износ
- Деформация от перегрузки
- Дефекты изготовления
Последствия:
- Биение на опорных роликах
- Ударные нагрузки 2 раза за оборот
- Ускоренный износ роликов
- Вибрация всей опорной станции
4. Эксцентриситет бандажа
Что это: Ось бандажа не совпадает с осью корпуса.
Как возникает:
- Неправильный монтаж
- Деформация подбандажной обечайки
- Неравномерный износ башмаков
Последствия:
- Биение 1 раз за оборот
- Циклическая нагрузка на опоры
- Осевые перемещения печи
5. Конусность
Что это: Диаметр корпуса или бандажа изменяется по длине — одна сторона шире другой.
Последствия:
- Осевые силы — печь «уезжает» в одну сторону
- Неравномерный износ роликов
- Перегрузка упорных роликов
6. Локальные деформации
Что это: Местные отклонения формы — вмятины, выпуклости, «хлопуны».
Причины:
- Термические напряжения
- Прогар футеровки
- Механические повреждения
- Дефекты сварки
Последствия:
- Концентрация напряжений
- Разрушение футеровки в этих зонах
- Трещины корпуса
Почему нарушается геометрия
Причина 1: Температурные воздействия
Вращающаяся печь работает при температурах до 1450°C внутри. Даже при хорошей футеровке корпус нагревается до 200–400°C. При этом:
Неравномерный нагрев:
- Низ корпуса (зона материала) горячее верха
- Разница температур — 50–100°C
- Горячая сторона расширяется больше → корпус изгибается
Термические циклы:
- Каждый пуск и останов — цикл нагрева/охлаждения
- Накапливаются пластические деформации
- После многих циклов — постоянный изгиб
Локальный перегрев:
- Разрушение футеровки → местный нагрев до 500–600°C
- Металл «течёт» под нагрузкой
- Образуется вмятина или выпуклость
Причина 2: Механические нагрузки
Собственный вес:
- Корпус печи весит сотни тонн
- Между опорами он провисает как балка
- Со временем — остаточная деформация
Неравномерная загрузка:
- Материал распределён неравномерно
- Локальные перегрузки
Удары и аварии:
- Падение кусков футеровки
- Обрушение обмазки
- Попадание посторонних предметов
Причина 3: Проблемы с опорами
Просадка фундамента:
- Грунт под опорой уплотняется неравномерно
- Опора «уходит» вниз на миллиметры
- Корпус изгибается, следуя за опорой
Износ роликов:
- Диаметр ролика уменьшается
- Изменяется высота опирания
- Нарушается прямолинейность оси
Неправильная регулировка:
- Ошибки при выверке
- «Самодеятельность» персонала
Причина 4: Дефекты изготовления и монтажа
Производственные допуски:
- Обечайки изготавливаются с допуском
- При сборке отклонения складываются
- Корпус из 10 обечаек может иметь значительное отклонение
Ошибки монтажа:
- Неточная стыковка секций
- Деформации при сварке
- Неправильная последовательность сборки
Причина 5: Усталость металла
За 20–30 лет работы корпус совершает 15–30 миллионов оборотов. Каждый оборот — это цикл нагружения. Металл устаёт:
- Снижается жёсткость
- Накапливаются микроповреждения
- Растут остаточные деформации
Как миллиметры превращаются в потери
Механизм влияния на производительность
Связь между геометрией и тоннами продукции — не прямая, но неизбежная. Разберём цепочки влияния.
Цепочка 1: Геометрия → Футеровка → Теплопотери → Производительность
Что происходит:
1. Овальность корпуса → корпус «дышит» при вращении
2. Футеровка испытывает циклические деформации
3. Появляются трещины, футеровка разрушается
4. Тепло уходит через повреждённые участки
5. Падает температура в зоне обжига
6. Снижается производительность или растёт расход топлива
В цифрах:
- Потеря 50 мм футеровки увеличивает теплопотери на 15–20%
- Расход топлива растёт на 5–8%
- Или производительность падает на 3–5%
Цепочка 2: Геометрия → Привод → Энергопотребление
Что происходит:
1. Искривление оси → бандаж «набегает» на ролик
2. Появляются дополнительные силы трения
3. Момент сопротивления вращению растёт
4. Привод потребляет больше энергии
5. Растёт нагрузка на редуктор и двигатель
В цифрах:
- Перекос 10 мм может увеличить момент на 3–5%
- Перерасход электроэнергии — 50–100 кВт·ч на тонну
- Для печи 3000 т/сут — это сотни тысяч рублей в месяц
Цепочка 3: Геометрия → Износ → Ремонты → Простои
Что происходит:
1. Биение бандажа → ударные нагрузки на ролики
2. Ускоренный износ роликов и бандажей
3. Чаще требуется проточка или замена
4. Больше остановов на ремонт
5. Потери продукции
В цифрах:
- Биение 5 мм сверх нормы ускоряет износ в 2–3 раза
- Вместо проточки раз в 3 года — раз в год
- Каждая остановка — это 3–7 дней простоя
Цепочка 4: Геометрия → Вибрация → Надёжность
Что происходит:
1. Нарушение геометрии → периодические силы
2. Вибрация передаётся на все узлы
3. Ослабляются крепления
4. Усталостные трещины в сварных швах
5. Отказы смежных систем
В цифрах:
- Вибрация сокращает ресурс подшипников на 30–50%
- Трещины в корпусе требуют дорогостоящего ремонта
- Аварийные остановы — самые дорогие
Цепочка 5: Геометрия → Уплотнения → Подсос воздуха → Эффективность
Что происходит:
1. Биение корпуса → зазоры в уплотнениях
2. Подсос холодного воздуха
3. Нарушение аэродинамики печи
4. Перерасход топлива
5. Нестабильность процесса
В цифрах:
- Подсос 5% воздуха — это +3–5% расхода топлива
- Нестабильность факела — колебания качества продукции
Заключение
Геометрия корпуса — это фундамент надёжной работы вращающегося оборудования. Миллиметры отклонений запускают процессы, которые приводят к потерям в миллионы рублей.
Хорошая новость: большинство проблем с геометрией можно выявить на ранней стадии и устранить без замены дорогостоящих узлов. Регулярная диагностика стоит несопоставимо меньше, чем последствия запущенных отклонений.
Команда компании HEVIDOX (Хевидокс) специализируется на диагностике и восстановлении геометрии вращающихся печей, мельниц и барабанов. Мы используем современные лазерные системы, выполняем проточку и правку на месте, без демонтажа. И знаем, как вернуть вашему оборудованию проектные параметры.
Когда последний раз проверяли геометрию вашей печи? Если больше года назад — самое время. Напишите нам — обсудим программу диагностики
Наши контакты:
Телефон +7999-220-31-47
Эл. Почта hevidox@gmail.ru
Сайт https://hevidox.ru/
Список наших услуг по типам промышленного вращающегося оборудования:
Вращающаяся печь (в т.ч. обжиговая, клинкерная, печь каустенизации и рекристаллизации извести, керамзитная печь):
• Выверка вращающейся печи
• Линейно-инструментальная выверка вращающейся печи
• Горячая выверка вращающейся печи
• Динамическая выверка вращающейся печи
• ЛИВ вращающейся печи
• Проточка вращающейся печи (бандажей, торцов, роликов)
• Шлифовка вращающейся печи (бандажей, торцов, роликов)
• Исправление геометрии вращающейся печи
• Ремонт вращающейся печи
• Замена корпуса вращающейся печи
• Замена бандажа вращающейся печи
• Замена ролика вращающейся печи
• Замена обечайки вращающейся печи
• Замена уплотнения вращающейся печи
• Компенсирующий рез вращающейся печи
• Устранение биения венца/бандажа вращающейся печи
• Замена венца вращающейся печи
• Регулировка привода вращающейся печи
• Статическая выверка вращающейся печи
• Холодная выверка вращающейся печи
• Диагностика вращающейся печи
• Исправление оси вращающейся печи
• Исправление перекосов вращающейся печи
• Исправление уклонов вращающейся печи
• Ремонт опорной рамы вращающейся печи
• Ремонт системы привода вращающейся печи
• Ревизия редуктора вращающейся печи
• Ревизия подвенцовой шестерни вращающейся печи
• Ревизия подшипников вращающейся печи
• Шабровка цапфы/цапф вращающейся печи
• Ремонт корпуса печи
Мельница (шаровая, вертикальная, гидрофол, аэрофол, угольная):
• Выверка мельницы
• Линейно-инструментальная выверка мельницы
• Горячая выверка мельницы
• Динамическая выверка мельницы
• ЛИВ мельницы
• Проточка цапфы мельницы
• Шлифовка цапфы мельницы
• Исправление геометрии корпуса мельницы
• Ремонт мельницы
• Замена корпуса мельницы
• Замена ролика мельницы
• Замена обечайки мельницы (для барабанных мельниц)
• Замена уплотнения мельницы
• Компенсирующий рез мельницы
• Устранение биения корпуса мельницы
• Регулировка привода мельницы
• Статическая выверка мельницы
• Холодная выверка мельницы
• Диагностика мельницы
• Исправление оси мельницы
• Исправление перекосов оси мельницы
• Исправление уклонов оси мельницы
• Ремонт опорной рамы мельницы
• Ремонт системы привода мельницы
• Ревизия редуктора мельницы
• Ревизия подшипников мельницы
• Выверка цапфы/цапф мельницы
• Проточка цапфы/цапф мельницы
• Шлифовка цапфы/цапф мельницы
• Ремонт цапфы/цапф мельницы
• Ремонт корпуса мельницы
Вращающийся барабан (сушильный, жомосушильный, диффузионный, барабан-гранулятор, барабан ошпариватель, свекломойный барабан, барабан чешуирования):
• Выверка вращающегося барабана
• Линейно-инструментальная выверка вращающегося барабана
• Горячая выверка вращающегося барабана
• Динамическая выверка вращающегося барабана
• ЛИВ вращающегося барабана
• Проточка вращающегося барабана (бандажей, торцов, роликов)
• Шлифовка вращающегося барабана (бандажей, торцов, роликов)
• Исправление геометрии корпуса вращающегося барабана
• Ремонт вращающегося барабана
• Замена корпуса вращающегося барабана
• Замена бандажа вращающегося барабана
• Замена ролика вращающегося барабана
• Замена обечайки вращающегося барабана
• Замена уплотнения вращающегося барабана
• Компенсирующий рез вращающегося барабана
• Устранение биения венца/бандажа вращающегося барабана
• Регулировка привода вращающегося барабана
• Статическая выверка вращающегося барабана
• Холодная выверка вращающегося барабана
• Диагностика вращающегося барабана
• Исправление оси вращающегося барабана
• Исправление перекосов вращающегося барабана
• Исправление уклонов вращающегося барабана
• Ремонт опорной рамы вращающегося барабана
• Ремонт системы привода вращающегося барабана
• Ревизия редуктора вращающегося барабана
• Ревизия подшипников вращающегося барабана
Аэрофол/Гидрофол:
• Выверка Аэрофола/Гидрофола
• Линейно-инструментальная выверка Аэрофола/Гидрофола
• Ремонт Аэрофола/Гидрофола
• Диагностика Аэрофола/Гидрофола
Горячий конец/Холодный конец (печи/барабана):
• Ремонт горячего/холодного конца
• Замена обечайки горячего/холодного конца
• Замена уплотнения горячего/холодного конца
Конвейер/Элеватор/Нория:
• Выверка конвейера/элеватора/нории
• Линейно-инструментальная выверка конвейера/элеватора/нории
• Ремонт конвейера/элеватора/нории