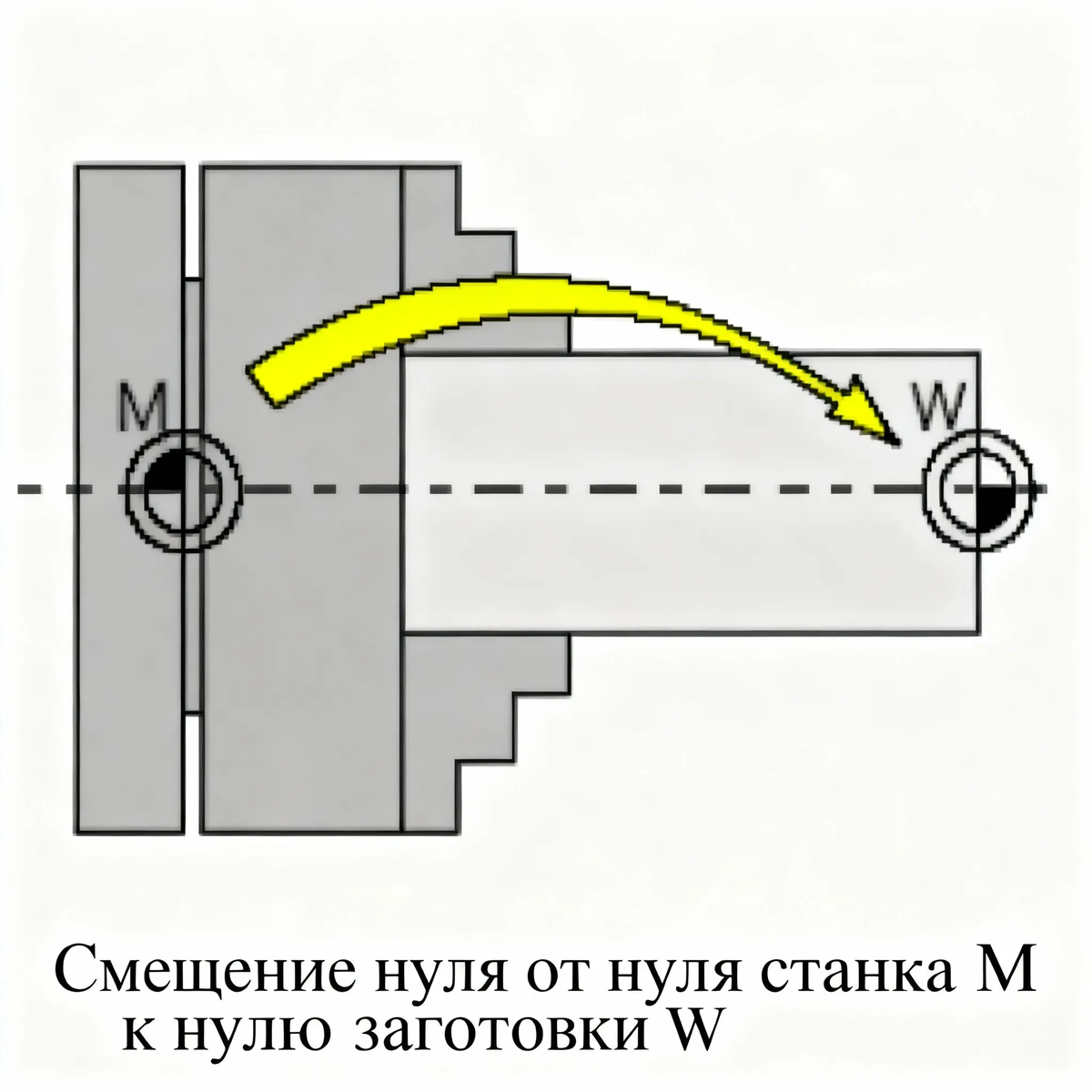
НУЛЬ ЗАГОТОВКИ (РАБОЧАЯ НУЛЕВАЯ ТОЧКА, W)
НА СТАНКЕ ЕСТЬ «МАШИННЫЙ НОЛЬ» (M) — ЕГО КООРДИНАТЫ ЖЕСТКО ЗАДАНЫ КОНСТРУКЦИЕЙ (ОБЫЧНО НА ОСИ ШПИНДЕЛЯ И ЕГО ФЛАНЦЕ). ДЛЯ УДОБСТВА ПРОГРАММИРОВАНИЯ МЫ СДВИГАЕМ СИСТЕМУ КООРДИНАТ СТАНКА В «НУЛЬ ЗАГОТОВКИ» (W) — ТОЧКУ, ОТ КОТОРОЙ СЧИТАЮТСЯ ВСЕ РАЗМЕРЫ ДЕТАЛИ.
ГДЕ ЕЕ УСТАНАВЛИВАТЬ НА ТОКАРНОМ СТАНКЕ?
ПО ОСИ Z: ЧАЩЕ ВСЕГО НА ЧИСТОВОМ ТОРЦЕ ДЕТАЛИ.
ПО ОСИ X: ВСЕГДА НА ОСИ ВРАЩЕНИЯ ШПИНДЕЛЯ.
КАК ОПРЕДЕЛИТЬ И УСТАНОВИТЬ Z-КООРДИНАТУ НУЛЯ W (МЕТОДОМ ЩУПА/БУМАГИ):
ЭТО ПРАКТИЧЕСКИЙ И САМЫЙ РАСПРОСТРАНЕННЫЙ СПОСОБ.
1. УСТАНОВИТЕ ИНСТРУМЕНТ:Т ЗАКРЕПИТЕ В РЕЗЦЕДЕРЖАТЕЛЕ ЛЮБОЙ РЕЖУЩИЙ ИНСТРУМЕНТ (НАПРИМЕР, ПРОХОДНОЙ РЕЗЕЦ).
3. ПОДВЕДИТЕ РЕЗЕЦ К ТОРЦУ: В РЕЖИМЕ JOG ОСТОРОЖНО ПОДВЕДИТЕ ВЕРШИНУ РЕЗЦА К ТОРЦУ ЗАГОТОВКИ, ОСТАВИВ ЗАЗОР ~0.1- ММ.
4. ВОЗЬМИТЕ ЛИСТ БУМАГИ ИЛИ ЩУП ТОЛЩИНОЙ 0.05-0.1 ММ. ПОМЕСТИТЕ ЕГО МЕЖДУ РЕЗЦОМ И ЗАГОТОВКОЙ.
5. ПЛАВНО ДВИГАЙТЕСЬ ПО Z: МЕДЛЕННО ПЕРЕМЕЩАЙТЕ РЕЗЕЦ ПО ОСИ Z- (ОТ СЕБЯ), ПОКА ЩУП НЕ БУДЕТ СЛЕГКА ЗАЖАТ, НО ЕГО ЕЩЕ МОЖНО БУДЕТ С УСИЛИЕМ ВЫТАЩИТЬ. ВАЖНО: НЕ ПРОТАЛКИВАЙТЕ РЕЗЕЦ ДАЛЬШЕ, ИНАЧЕ ВЫ ПОЦАРАПАЕТЕ ЗАГОТОВКУ. ОСТАНОВИТЕСЬ, КОГДА ПОЧУВСТВУЕТЕ НЕБОЛЬШОЕ СОПРОТИВЛЕНИЕ.
6. ЗАПОМНИТЕ ЗНАЧЕНИЕ: ПОСМОТРИТЕ НА ЭКРАНЕ ТЕКУЩУЮ КООРДИНАТУ Z (НАПРИМЕР, Z 145.678).
7. РАССЧИТАЙТЕ СМЕЩЕНИЕ: ВАМ НУЖНО СМЕСТИТЬ НОЛЬ СТАНКА ТАК, ЧТОБЫ В ЭТОЙ ТОЧКЕ КООРДИНАТА СТАЛА РАВНА Z0 (С УЧЕТОМ ПРИПУСКА НА ПОДРЕЗКУ).
ФОРМУЛА: `СМЕЩЕНИЕ_Z = ТЕКУЩАЯ_КООРДИНАТА_Z - (ТОЛЩИНА_ЩУПА + ПРИПУСК_НА_ПОДРЕЗКУ)`
ПРИМЕР: ЩУП 0.1 ММ, ПРИПУСК ПЛАНИРУЕМ 0.5 ММ. ТЕКУЩЕЕ ЗНАЧЕНИЕ Z 145.678.
СМЕЩЕНИЕ Z = 145.678 - (0.1 + 0.5) = 145.678 - 0.6 = 145.078
8. ВВЕДИТЕ СМЕЩЕНИЕ В СИСТЕМУ УПРАВЛЕНИЯ (НА ПРИМЕРЕ FANUC):
НАЖМИТЕ КНОПКУ OFFSET SETTING
ПЕРЕЙДИТЕ НА СТРАНИЦУ WORK G54
В СТРОКЕ Z ВВЕДИТЕ РАССЧИТАННОЕ ЗНАЧЕНИЕ 145.078 И НАЖМИТЕ INPUT.
9. ОТВОД. ПОСЛЕ ВЫПОЛНИТЕ В MDI КОМАНДУ G00 Z100.
ПРИМЕЧАНИЯ:
ПРИПУСК НА ПОДРЕЗКУ (0.2-0.5 ММ) — ЭТО ЗАПАС, КОТОРЫЙ ВЫ ПОТОМ СНИМЕТЕ ЧЕРНОВЫМ ПРОХОДОМ, ЧТОБЫ ПОЛУЧИТЬ ЧИСТЫЙ ТОРЕЦ ТОЧНО В Z0.
ВВЕДЕННОЕ СМЕЩЕНИЕ АКТИВНО ДЛЯ ВСЕХ ПРОГРАММ, ПОКА ВЫ ЕГО НЕ ИЗМЕНИТЕ.
Как делаю я.
Установка нуля заготовки по Z практический способ Цель чтобы чистый торец детали был в Z0. Что нужно проходной резец лист бумаги 0.1 мм
Порядок действий
Шаг 1. Безопасность. Закрепи заготовку в патроне В режиме JOG отведи револьверную головку от детали по X и Z.
Шаг 2. Вызови инструмент
Перейди в режим MDI Введи команду например T0101
Нажми Cycle Start
Шаг 3. Подведи резец к торцу
В ручном режиме JOG или маховиком HANDLE Подведи резец по оси Z к торцу заготовки. Остановись когда зазор примерно 1-2 мм
Шаг 4. Определи ноль бумажкой
Приложи лист бумаги к торцу детали
Маховиком плавно подавай резец по оси Z в сторону заготовки
Подавай пока бумага не зажмется слегка.
Бумагу должно вытаскивать с усилием, но не рвать
Не дави, дальше это главная ошибка
Шаг 5. Зафиксируй положение в системе
Нажми кнопку OFFSET SETTING
Перейди на страницу WORK смещения G54 G59
Курсором встань в поле Z для например G54
Введи Z0 и нажми MEASURE
Система запомнит эту точку как Z0
Шаг 6. Учти толщину бумаги
Оставаясь в том же месте Z введи Z-0.1
Нажми именно кнопку PLUS INPUT или +INPUT
Это сдвинет ноль на 0.1 мм точно на торец
Шаг 7. Отведи резец в безопасную зону (В MDI/ G0 Z100 X100)
Теперь можно писать программу торцовки.
Коротко суть
Подогнал резец с бумажкой дал команду MEASURE на Z0
Ввел Z-0.1 + INPUT чтобы скомпенсировать бумагу
Теперь в G54 ноль на торце детали.