На любом токарном станке ЧПУ имеется своя собственная система координат, ориентированная вокруг самой детали, закрепленной в патроне. Эта система похожа на классическую математическую, но адаптирована под особенности токарной обработки.Начало координат (нулевая точка)
Начало координат (точка 0) чаще всего устанавливается оператором вручную и фиксируется относительно конкретной детали. Обычно эта точка находится либо в центре торца детали (если речь идет о цилиндре), либо в другом удобном месте, которое легко зафиксировать визуально и измерительно. От этой точки отсчёт идёт по двум основным направлениям:
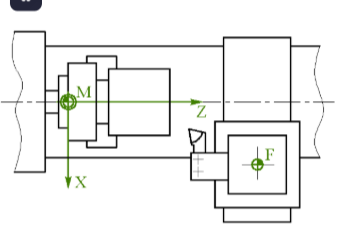
Oсь X — Радиальное направление (поперечное): Оно показывает насколько глубоко инструмент проникает внутрь детали, определяя диаметр изделия. Если инструмент приближается к центру детали, значение X уменьшается, если отдаляется — увеличивается.
Oсь Z — Продольное направление (продольное): Показывает, насколько инструмент продвигается вдоль оси вращения детали. Чаще всего эта ось направлена от задней бабки к передней.
То есть, грубо говоря, ось X отвечает за толщину стенок детали (глубину резки), а ось Z контролирует длину детали.Направление положительных и отрицательных значений
Направления определяются стандартом ISO и выглядят примерно так:
Положительное направление по оси X — удаление от центра заготовки наружу.
Отрицательное направление по оси X — приближение к центру заготовки.
Положительное направление по оси Z — от задней бабки к передней.
Отрицательное направление по оси Z — от передней бабки к задней.
Проще говоря, если станок выводит значение X = +5, значит инструмент ушёл от центра на 5 единиц, а если Z = −10, значит инструмент сдвинулся на 10 единиц назад от передней стороны детали.
Итоговые выводы для новичка:
Сначала настраиваем нулевую точку относительно детали.
Всё остальное строится исходя из неё: положительные и отрицательные смещения показывают, куда и насколько двинуть инструмент.
Работая с токарным станком, думаем по принципу "X регулирует ширину, Z — длину детали".
Всё довольно просто, главное — научиться думать и представлять свое изделие как набор точек на этой системе координат.