Шаровая мельница стоит. Каждый час простоя — это сотни тонн непереработанной руды и миллионы рублей потерь. Подшипник вскрыт, вкладыши заменены, осталось «всего лишь» обеспечить правильное прилегание к цапфе.
Классическая шабровка — это два-три дня работы опытного мастера. Если есть эти дни.
А если нет?
Тогда на помощь приходит метод, который давно доказал свою эффективность — притирка абразивной лентой. В производственной практике его часто называют «шабровкой лентой», хотя технически это другой процесс.
Сегодня расскажем, как это работает.
Почему вообще нужна притирка
Проблема сопряжения
Цапфа мельницы — массивный стальной цилиндр диаметром до полутора метров. Она опирается на вкладыш подшипника скольжения и несёт на себе сотни тонн нагрузки. Между цапфой и вкладышем — тончайший слой масла, который и обеспечивает скольжение.
Чтобы этот масляный клин работал правильно, поверхности должны прилегать друг к другу равномерно. Не точечно, не полосой — а по всей расчётной площади контакта.
Проблема: как бы точно ни были изготовлены детали, идеального прилегания «из коробки» не бывает.
Причины:
• Допуски при изготовлении
• Деформации при транспортировке и монтаже
• Разница в геометрии старой цапфы и нового вкладыша
• Температурные деформации при работе
Что происходит при плохом прилегании
Если площадь контакта недостаточна:
1. Нагрузка концентрируется на малой площади
2. Удельное давление превышает несущую способность масляной плёнки
3. Плёнка рвётся — начинается сухое трение
4.Температура растёт, металл размягчается
5. Задир — катастрофическое разрушение поверхностей
Результат: повреждённая цапфа (ремонт — проточка или наплавка), уничтоженный вкладыш (замена), простой на недели.
Как проверяют прилегание
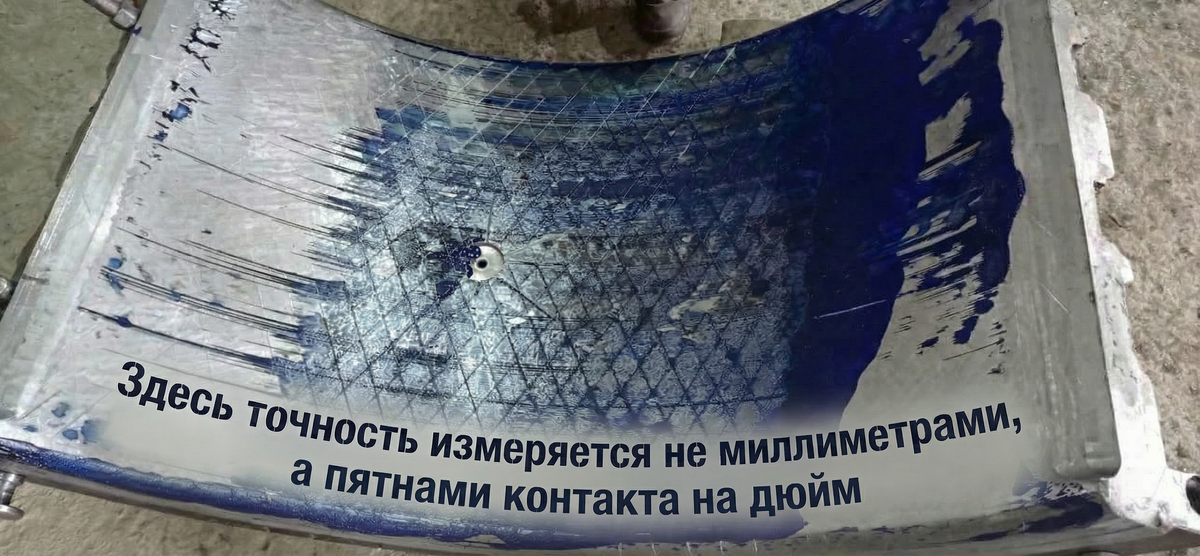
Классический метод — проверка по краске:
1. На цапфу наносится тонкий слой специальной краски (берлинская лазурь)
2. Вкладыш устанавливается на место
3. Цапфа проворачивается на небольшой угол
4. Вкладыш снимается — краска осталась там, где был контакт
Хорошее прилегание — это 75–85% площади, покрытой равномерными мелкими пятнами. Плохое — 20–40%, крупные пятна или полосы.
Суть метода: пусть цапфа сама себе подгонит вкладыш
Идея: Вместо того чтобы вручную сошабривать выступающие места на вкладыше, мы помещаем между ним и цапфой абразивный материал. При вращении цапфы абразив снимает металл именно там, где есть контакт — то есть на выступах.
Цапфа становится «инструментом», который сам формирует вкладыш под себя.
Почему это работает
При нагружении подшипника (весом мельницы) давление распределяется неравномерно:
• Максимум — в зоне контакта выступов
• Минимум — в зонах зазора
Абразив работает там, где давление максимально. Выступы стачиваются, площадь контакта увеличивается, давление перераспределяется — и процесс автоматически переходит на следующие выступы.
Это самонастраивающаяся система: не нужно угадывать, где снимать больше, а где меньше. Физика делает это сама.
Преимущества метода
Скорость: Главный козырь. Там, где ручная шабровка требует 2–4 смены, притирка лентой может уложиться в 4–8 часов.
Пример:
• Ручная шабровка нижнего вкладыша цапфы Ø1200 мм: 16–24 часа работы мастера
• Притирка лентой того же вкладыша: 6–10 часов
Экономия — до 2 суток простоя.
Работа под реальной нагрузкой: При притирке вращением мельница опирается на подшипник своим весом. Это означает:
• Деформации учитываются автоматически
• Прилегание формируется для реальных условий
• Не нужно моделировать нагрузку отдельно
Меньшая зависимость от квалификации: Освоить притирку лентой можно за несколько дней практики. Для классической шабровки нужны годы.
Это не значит, что метод «для новичков» — понимание процесса и контроль качества требуют опыта. Но физическое выполнение проще.
Равномерность обработки: Лента работает по всей ширине одновременно. Меньше риск создать локальные «ямы» или «завалить» края, как бывает при неаккуратной ручной шабровке.
Самокоррекция: Процесс автоматически «находит» выступы и снимает именно их. Не нужно интерпретировать оттиск и решать, где работать активнее.
Практические советы
Выбор ленты
• Основа — обязательно тканевая (бумажная порвётся)
• Избегайте дешёвых лент с осыпающимся абразивом
• Лучше взять с запасом — на одну притирку может уйти 5–10 метров
Организация работы
• Подготовьте несколько комплектов ленты разной зернистости заранее
• Обеспечьте хорошее освещение — нужно видеть оттиски
• Имейте достаточный запас ветоши и керосина для промывки
• Ведите записи — сколько проходов, какой результат
Типичные ошибки
❌ Слишком грубый абразив на финише — царапает поверхность
❌ Недостаточная промывка — абразив остаётся в подшипнике
❌ Спешка с контролем — не дают краске правильно перенестись
❌ Избыточное количество проходов — снимают больше, чем нужно
❌ Работа с повреждённой цапфой — лента не исправит геометрию
Контроль качества
• Проверяйте по краске после каждого подхода
• Фотографируйте оттиски — помогает видеть прогресс
• Измеряйте зазор щупом или свинцовой проволокой
• При сомнениях — лучше сделать лишнюю проверку
Заключение
Притирка абразивной лентой —это полноценный метод доводки, который имеет свою область применения.
Когда время — критический фактор, когда нужно запустить оборудование быстро, лента даёт качественный, надёжный, предсказуемый результат.
Но это инструмент, а не волшебная палочка. Нужно понимать его возможности и ограничения. Нужно правильно выбирать ситуации для применения. И нужно уметь комбинировать с другими методами.
Команда HEVIDOX владеет всеми технологиями притирки и шабровки. Мы выбираем метод под задачу, а не подгоняем задачу под метод. И добиваемся результата — в любых условиях, в любые сроки.
Нужна притирка вкладышей или шабровка цапф? Есть вопросы по технологии? Свяжитесь с нами — подберём оптимальное решение для вашей ситуации.
👉 Узнать больше о ремонте мельниц на сайте HEVIDOX https://hevidox.ru/
Теги: #Hevidox #шабровка #шлифовка #цапфа #мельница #ремонт #металлообработка #суперфиниш #инжиниринг #промышленность #технологии
Наши контакты:
Телефон +7999-220-31-47
Эл. Почта hevidox@gmail.ru
Список наших услуг по типам промышленного вращающегося оборудования:
Вращающаяся печь (в т.ч. обжиговая, клинкерная, печь каустенизации и рекристаллизации извести, керамзитная печь):
• Выверка вращающейся печи
• Линейно-инструментальная выверка вращающейся печи
• Горячая выверка вращающейся печи
• Динамическая выверка вращающейся печи
• ЛИВ вращающейся печи
• Проточка вращающейся печи (бандажей, торцов, роликов)
• Шлифовка вращающейся печи (бандажей, торцов, роликов)
• Исправление геометрии вращающейся печи
• Ремонт вращающейся печи
• Замена корпуса вращающейся печи
• Замена бандажа вращающейся печи
• Замена ролика вращающейся печи
• Замена обечайки вращающейся печи
• Замена уплотнения вращающейся печи
• Компенсирующий рез вращающейся печи
• Устранение биения венца/бандажа вращающейся печи
• Замена венца вращающейся печи
• Регулировка привода вращающейся печи
• Статическая выверка вращающейся печи
• Холодная выверка вращающейся печи
• Диагностика вращающейся печи
• Исправление оси вращающейся печи
• Исправление перекосов вращающейся печи
• Исправление уклонов вращающейся печи
• Ремонт опорной рамы вращающейся печи
• Ремонт системы привода вращающейся печи
• Ревизия редуктора вращающейся печи
• Ревизия подвенцовой шестерни вращающейся печи
• Ревизия подшипников вращающейся печи
• Шабровка цапфы/цапф вращающейся печи
• Ремонт корпуса печи
Мельница (шаровая, вертикальная, гидрофол, аэрофол, угольная):
• Выверка мельницы
• Линейно-инструментальная выверка мельницы
• Горячая выверка мельницы
• Динамическая выверка мельницы
• ЛИВ мельницы
• Проточка цапфы мельницы
• Шлифовка цапфы мельницы
• Исправление геометрии корпуса мельницы
• Ремонт мельницы
• Замена корпуса мельницы
• Замена ролика мельницы
• Замена обечайки мельницы (для барабанных мельниц)
• Замена уплотнения мельницы
• Компенсирующий рез мельницы
• Устранение биения корпуса мельницы
• Регулировка привода мельницы
• Статическая выверка мельницы
• Холодная выверка мельницы
• Диагностика мельницы
• Исправление оси мельницы
• Исправление перекосов оси мельницы
• Исправление уклонов оси мельницы
• Ремонт опорной рамы мельницы
• Ремонт системы привода мельницы
• Ревизия редуктора мельницы
• Ревизия подшипников мельницы
• Выверка цапфы/цапф мельницы
• Проточка цапфы/цапф мельницы
• Шлифовка цапфы/цапф мельницы
• Ремонт цапфы/цапф мельницы
• Ремонт корпуса мельницы
Вращающийся барабан (сушильный, жомосушильный, диффузионный, барабан-гранулятор, барабан ошпариватель, свекломойный барабан, барабан чешуирования):
• Выверка вращающегося барабана
• Линейно-инструментальная выверка вращающегося барабана
• Горячая выверка вращающегося барабана
• Динамическая выверка вращающегося барабана
• ЛИВ вращающегося барабана
• Проточка вращающегося барабана (бандажей, торцов, роликов)
• Шлифовка вращающегося барабана (бандажей, торцов, роликов)
• Исправление геометрии корпуса вращающегося барабана
• Ремонт вращающегося барабана
• Замена корпуса вращающегося барабана
• Замена бандажа вращающегося барабана
• Замена ролика вращающегося барабана
• Замена обечайки вращающегося барабана
• Замена уплотнения вращающегося барабана
• Компенсирующий рез вращающегося барабана
• Устранение биения венца/бандажа вращающегося барабана
• Регулировка привода вращающегося барабана
• Статическая выверка вращающегося барабана
• Холодная выверка вращающегося барабана
• Диагностика вращающегося барабана
• Исправление оси вращающегося барабана
• Исправление перекосов вращающегося барабана
• Исправление уклонов вращающегося барабана
• Ремонт опорной рамы вращающегося барабана
• Ремонт системы привода вращающегося барабана
• Ревизия редуктора вращающегося барабана
• Ревизия подшипников вращающегося барабана
Аэрофол/Гидрофол:
• Выверка Аэрофола/Гидрофола
• Линейно-инструментальная выверка Аэрофола/Гидрофола
• Ремонт Аэрофола/Гидрофола
• Диагностика Аэрофола/Гидрофола
Горячий конец/Холодный конец (печи/барабана):
• Ремонт горячего/холодного конца
• Замена обечайки горячего/холодного конца
• Замена уплотнения горячего/холодного конца
Конвейер/Элеватор/Нория:
• Выверка конвейера/элеватора/нории
• Линейно-инструментальная выверка конвейера/элеватора/нории
• Ремонт конвейера/элеватора/нории