Резка толстой «чернины» часто превращается в кошмар для слесаря, который потом часами убирает жесткую окалину болгаркой. 🤯 Но добиться чистого реза на кислороде реально, если перестать слепо верить усредненным таблицам и понять физику процесса горения металла.
Лазерная резка углеродистой (черной) стали с использованием кислорода (O2) — это классика металлообработки. Это дешевле, чем резка азотом, и позволяет обрабатывать большие толщины (от 4–5 мм до 20 мм и выше) на умеренных мощностях источника.
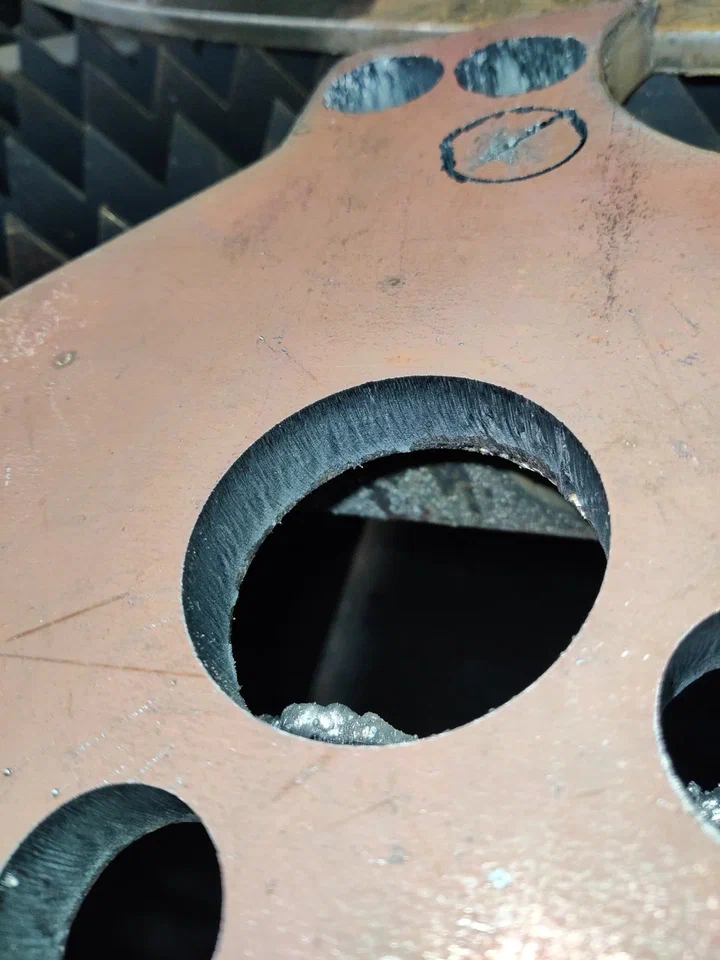
Однако кислородная резка коварна. В отличие от азота, который просто выдувает расплав, кислород вступает в экзотермическую реакцию с железом. Проще говоря, металл горит сам, лазер лишь «поджигает» его и направляет процесс. Если потерять контроль над этим горением, вы получите перегретые углы, грубую ребристую кромку и тот самый «непробиваемый» грат (шлак) на нижней кромке.
Команда инженеров SEKIRUS собрала главные принципы настройки станка, которые помогут вам получать качество реза, близкое к идеальному, даже на капризном металле.
Три кита кислородной резки: Давление, Фокус, Сопло
Если рез не идет, операторы часто начинают хаотично крутить настройки. Остановитесь. Проверяйте параметры в строгом порядке.
1. Магия давления
Главная ошибка новичков — «чем больше, тем лучше». С кислородом это не работает.
- Слишком высокое давление: Струя газа раздувает расплав слишком сильно. Реакция горения становится бурной и неуправляемой. Результат — глубокие борозды (стриации) на торце и подплавленная верхняя кромка.
- Слишком низкое давление: Расплавленный оксид железа не успевает вылететь из шва. Он остывает внизу, образуя «бороду» из грата, которую очень трудно сбить механически.
Совет от SEKIRUS: Для толщин 6–12 мм давление обычно колеблется в диапазоне 0.6–0.8 бар. Для более толстых листов оно может быть еще ниже. Кислородная резка — это «нежная» продувка, а не агрессивное выдувание.
2. Фокусное расстояние (Focus Position)
При резке азотом фокус обычно находится внизу или в середине листа. С кислородом все наоборот.
Для толстой черной стали фокус должен быть положительным (над поверхностью листа). Это позволяет создать более широкое пятно (kerf) на входе, чтобы в разрез попадало достаточное количество газа для поддержания реакции горения в глубине металла.
Если рез «запирается» и не пробивает до низу — попробуйте поднять фокус.
3. Правильное сопло (Nozzle)
Для кислородной резки категорически не подходят одинарные сопла (Single), которые мы используем для азота.
Вам нужно двойное сопло (Double/D-type).
Внутренняя вставка двойного сопла формирует стабильный ламинарный поток газа и защищает линзу от брызг.
Также следите за диаметром:
- Для тонкого листа (до 3-4 мм) — Ø1.0–1.2 мм.
- Для средних толщин (6-10 мм) — Ø1.5–2.0 мм.
- Для плит (12-20 мм) — Ø2.5–3.0 мм и выше.
Попытка прорезать 20 мм соплом «полторашкой» приведет к браку из-за нехватки окислителя.
Хотите выбрать правильное сопло для лазерного станка? На нашем сайте есть статья о том, как это сделать.
Проблема перегрева: как спасти углы и перемычки
Экзотермическая реакция выделяет огромное количество тепла. Лист нагревается. Если вы режете сложный контур с множеством острых углов или мелких отверстий, тепло накапливается локально, и металл просто вытекает, нарушая геометрию.
Решения от технологов SEKIRUS:
- Точки охлаждения (Cooling Points). В CAM-программе настройте автоматическую остановку или продувку воздухом на углах. Это даст металлу долю секунды на остывание.
- Импульсная резка на контурах. На сложных участках переходите с постоянного излучения (CW) на импульсное. Это снизит тепловложение, хоть и замедлит процесс.
- Резка вразброс. Не режьте детали подряд одну за другой. Настройте последовательность так, чтобы лазер «прыгал» по листу, давая зонам реза остыть.
Чек-лист: диагностика качества реза 🕵️♂️
Посмотрите на торец детали. Он расскажет вам, что не так:
Вертикальные борозды ровные, но внизу висит грат.
Диагноз: Скорость слишком высокая или давление газа чуть ниже нормы.
Грубые борозды, верхняя кромка оплавлена.
Диагноз: Давление кислорода слишком высокое. Уменьшайте с шагом 0.1 бар.
Рез идет под углом (косина).
Диагноз: Сопло не отцентровано или повреждено (овальное отверстие). Либо голова стоит не перпендикулярно листу.
Сильная шероховатость по всей высоте.
Диагноз: Грязный газ или грязная оптика. Проверьте защитное стекло.
Типичные ошибки, убивающие результат
❌ Ошибка №1: Экономия на чистоте кислорода.
Использовать технический кислород (чистота 99.5%) можно, но скорость будет ниже, а грат — больше. Для идеального результата (особенно на больших толщинах) нужен лазерный сорт (99.7%–99.9%). Разница в 0.2% чистоты может дать прирост скорости резки на 15-20%.
❌ Ошибка №2: Горячий лист.
Оператор кладет новый лист на стол, где только что резали предыдущий. Ребра стола (ламели) раскалены. Лист нагревается снизу, процесс резки становится нестабильным. Дайте столу остыть или используйте системы сменных паллет, которыми оснащены некоторые модели станков SEKIRUS.
❌ Ошибка №3: Игнорирование прокола .
Пробитие отверстия в толстом металле (10+ мм) — самый опасный момент. Брызги летят вверх. Используйте многоступенчатый (импульсный) прокол. Не пытайтесь пробить 16 мм «с ходу» на полной мощности — убьете защитное стекло, а потом и линзу.
Мини-FAQ: вопросы клиентов ❓
В: Можно ли резать черную сталь воздухом, чтобы не платить за кислород?
О: Можно, но только малые толщины (до 3-5 мм эффективно). При резке воздухом торец будет не черным, а желтоватым (оксидным), и скорость на толщинах выше 6 мм упадет катастрофически по сравнению с кислородом. Плюс появится неустранимый грат.
В: Почему на углах деталь «обмыливается»?
О: При торможении головы перед поворотом лазер продолжает жарить в одну точку. В настройках станка нужно включить «кривую мощности» (Power Ramp) — чтобы при снижении скорости снижалась и мощность излучения/давление газа.
В: Как часто менять сопло при резке кислородом?
О: Как только увидите малейшую зазубрину на кромке отверстия сопла или налипшую брызгу. Деформированная струя газа = гарантированный брак.
Заключение
Кислородная резка — это управляемый пожар. Ваша задача как технолога — держать этот «пожар» в строгих рамках. Правильно подобранное давление (обычно ниже, чем вы думаете), качественное двойное сопло и понимание температурных режимов позволят вам получать детали, которые можно сразу отправлять на сварку или покраску, минуя слесарку.
Оборудование SEKIRUS поставляется с предустановленными библиотеками режимов резки, разработанными нашими инженерами. Но мы всегда учим клиентов: таблица — это старт, а идеальный рез — это результат вашей настройки под конкретную партию металла.
Нужна помощь в подборе режимов или станка под толстую сталь? Мы готовы поделиться опытом.
Тел.: 8-800-600-11-16
Email: info@sekirus.com
Сайт: SEKIRUS
Соцсети: Telegram, ВКонтакте
SEKIRUS — профессиональные технологии для вашего успеха!
#лазернаярезка #металлообработка #кислороднаярезка #чернаясталь #производство #SEKIRUS #лазерныйстанок #настройкачпу #резкаметалла #советытехнолога #промышленность