
Каждый опытный сварщик прекрасно осознаёт важность соблюдения норм и стандартов при выполнении сварочных работ. Ведь именно правильные геометрические параметры обеспечивают прочность и долговечность соединений, особенно в критически важных конструкциях. Нарушение разделки кромок и геометрических параметров шва может привести к снижению механических свойств сварного шва, нарушению структуры зоны термического влияния и последующему разрушению конструкции. Ну и банально шов с геометрическими параметрами не соответствующим нормативным документам забракуют при визуальном и измерительном контроле (ВИК).
Но, разумеется, существует определённая градация важности. Так, если речь идёт о бытовых изделиях вроде мангала, то небольшие отклонения от нормы вполне допустимы и вряд ли приведут к серьёзным последствиям. Однако совсем другое дело, когда речь идёт о крупных инженерных сооружениях, трубопроводах высокого давления, мостах или кораблях. В таких ситуациях каждое отклонение от заданных параметров чревато катастрофическими последствиями, вплоть до аварий и человеческих жертв. Ну и банально больший объем наплавленного металла увеличивает трудоемкость изготовления и монтажа конструкции.
Все типы изделий в зависимости от ответственности (возможности последствий аварий) можно разделить на:
- Ответственные (Разрушение которых вызывает большие материальные потери. Это устройства, встроенные в технологические линии производства продукта, авария которых приводит к остановке всей линии)
- Особо ответственные (Разрушение которых приводит к человеческим жертвам. К таким конструкциям относят сосуды, работающие под давлением, грузоподъемные машины, транспортные устройства и т.п.)
- Неответственные (Разрушение которых не вызывает больших материальных потерь или человеческих жертв)
Поэтому важно чётко различать ситуации, когда допускается отступление от нормативных документов, и случаи, когда каждый миллиметр имеет решающее значение. Именно по этой причине существуют специальные государственные стандарты (ГОСТы), регламентирующие порядок подготовки кромок, методы сварки и конечные характеристики швов. Рассмотрим подробнее некоторые ключевые ГОСТы, применяемые в сфере сварки:
Основные ГОСТы по разделке кромок и их геометрическим параметрам
ГОСТ 16037-80 — регулирует подготовку кромок для кольцевых стыков стальных трубопроводов. Этот документ охватывает широкий спектр способов сварки, включая ручную дуговую покрытыми электродами (РД), дуговую сварку в защитном газе плавящимся электродом (МП, МАДП, МПГ, ААДП, АПГ и т.д.), газовая сварка (Г), дуговую сварку в защитном газе неплавящимся электродом (РАД, ААД и т.д.), дуговая сварка под слоем флюса (АФ, МФ). Важно отметить, что этот ГОСТ применим исключительно к стыкам трубопроводов и не затрагивает продольные швы при производстве труб.
ГОСТ 5264-80 — ориентирован на ручную дуговую сварку сталей, а также сплавов на железоникелевой и никелевой основах. Требования данного ГОСТа распространяются на сварку всех типов элементов конструкции кроме сварки стальных трубопроводов, но в соответствии с этим ГОСТ можно выполнять продольный шов при изготовлении самих трубопроводов.
ГОСТ 14771-76 — описывает требования к геометрическим параметрам разделки и выполненных сварных швов для способов сварки с использованием защитного газа, как с применением плавящегося, так и неплавящихся электрода. Спектр охватываемых материалов тот же самый — стали, а также сплавы на железоникелевой и никелевой основах. Требования данного ГОСТа распространяются на сварку всех типов элементов конструкции кроме сварки стальных трубопроводов, но в соответствии с этим ГОСТ можно выполнять продольный шов при изготовлении самих трубопроводов.
ГОСТ 8713-79 — описывает требования к геометрическим параметрам разделки и выполненных сварных швов для автоматической и механизированной сварки под слоем флюса. Свариваемые материалы и область распространения по типам конструкций аналогична ГОСТ 5264-80 и ГОСТ 14771-76.
Сразу скажу, что ГОСТов намного больше и здесь я указал основные для сварки сталей и сплавов на их основе под нормальными углами. Есть аналогичные ГОСТы на соединения под острыми и тупыми углами.
Кроме государственных стандартов, нередко применяются ведомственные документы и инструкции, адаптированные к специфическим отраслям промышленности. К примеру, при строительстве магистральных трубопроводов (в нефтянке) используются рекомендации ВСН 006-89, а при работе с котельным оборудованием руководствуются нормами РД 153-34.1-003-01. В этих отраслевых стандартах указаны требования к разделке и их применение первостепенно.
Важно помнить, что несоблюдение рекомендаций может существенно снизить надёжность изделия и создать угрозу эксплуатации конструкции. Поэтому правильное понимание выбора соответствующего стандарта крайне важно, ведь даже одинаковые обозначения типа соединения могут иметь разные параметры в зависимости от конкретного документа.
Рассмотрим реальный пример, допустим нам необходимо сварить деталь толщиной 10 мм и мы решили выбрать V-образную разделку свариваемых кромок С17. В соответствии с ГОСТ 16037-80, ГОСТ 5264-80 и ГОСТ 14771-76 у всех будут разные требования к разделке и геометрическим параметрам сварного шва.
Соединение С17 в соответствии с ГОСТ 16037-80. Зазор (b) должен быть от 2 до 3 мм; притупление кромок (с) от 0,5 до 1,5 мм. Ширина сварного шва (е) от 16 до 20 мм; высота усиления (g) от 0,5 до 4 мм. Данные параметры указаны для ручной дуговой сварки и толщины свариваемых элементов 10 мм.
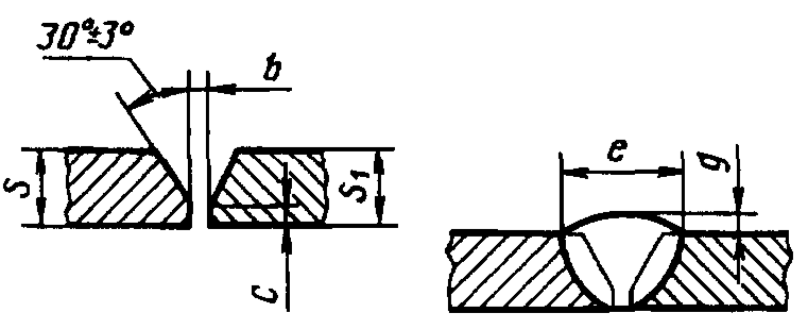
Соединение С17 в соответствии с ГОСТ 5264-80. Требования к разделке тут указаны на рисунке, а вот ширина сварного шва (е) должна быть от 14 до 18 мм; высота усиления (g) от 0 до 2 мм. Данные параметры указаны для толщины свариваемых элементов 10 мм.
Соединение С17 в соответствии с ГОСТ 14771-76. Угол разделки по данному ГОСТ для соединения С17 зависит от способа сварки. Допустим при сварке в инертных газах и толщине стенки до 7 мм включительно угол разделки 28-32 градусов. Если бы сварка производилась в углекислоте (СО2) с толщиной стенки от 3 до 60 мм или инертных газах и толщине стенки от 8 до 10 мм включительно угол разделки кромки должен был бы быть от 18 до 22 градусов. Зазор (b) должен быть от 0 до 2 мм; притупление кромок (с) от 0 до 2 мм. Ширина сварного шва также зависит от вида газовой защиты при сварке в инертных газах ширина шва (е) от 12 до 16 мм . При сварке в углекислом газе ширина шва (е) должна находиться в диапазоне от 8 до 12 мм. Высота усиления (g) от 0 до 2 мм. Данные параметры указаны для толщины свариваемых элементов 10 мм.
Как вы видите один и тот же тип разделки С17, но по разным ГОСТам предъявляет разные требования к разделке кромок и выполненному сварному шву.
Таким образом, главная цель данной статьи — подчеркнуть значимость правильного подхода к выбору разделки кромок и соблюдению геометрических параметров сварного шва. Это залог долговечности и надежности любого сварочного соединения.
Спасибо за внимание, подписывайтесь на мой Дзен-канал, ставьте лайки и оставляйте комментарии. До новых встреч! 🔥✨