1. Существующее положение.
В процессе эксплуатации токарного станка может нарушится заводская настройка соосности осей шпинделя передней бабки и пиноли задней бабки.
Одним из основных причин приводящих к нарушению соосности является
несоблюдение технологических режимов обработки материалов.
Восстановление соосности в условиях эксплуатации осуществимо только в горизонтальной плоскости. Соосность этих узлов в вертикальной плоскости восстанавливается силами специализированных предприятий при капитальном ремонте токарных станков.
2. Восстановление соосности осей используя метод обката.
Восстановление соосности осей передней бабки и пиноли задней бабки в горизонтальной плоскости в условиях эксплуатации осуществимо за два действия:
- Поворот передней бабки в горизонтальной плоскости для восстановления параллельности её оси вращения к оси пиноли задней бабки.
- Поперечное смещение оси пиноли задней бабки до совпадения его с осью вращения передней бабки в горизонтальной плоскости.
Для выполнения этих действий на токарном станке конструктивно предусмотрено:
- возможность поворота передней бабки вокруг вертикальной оси в пределах зазора между крепёжными отверстиями на передней бабке и болтами, что достаточно для настройки параллельности оси шпинделя к оси пиноли задней бабки.
- возможность смещения оси пиноли в горизонтальной плоскости ( поперечное смещение) до совпадения с осью передней бабки.
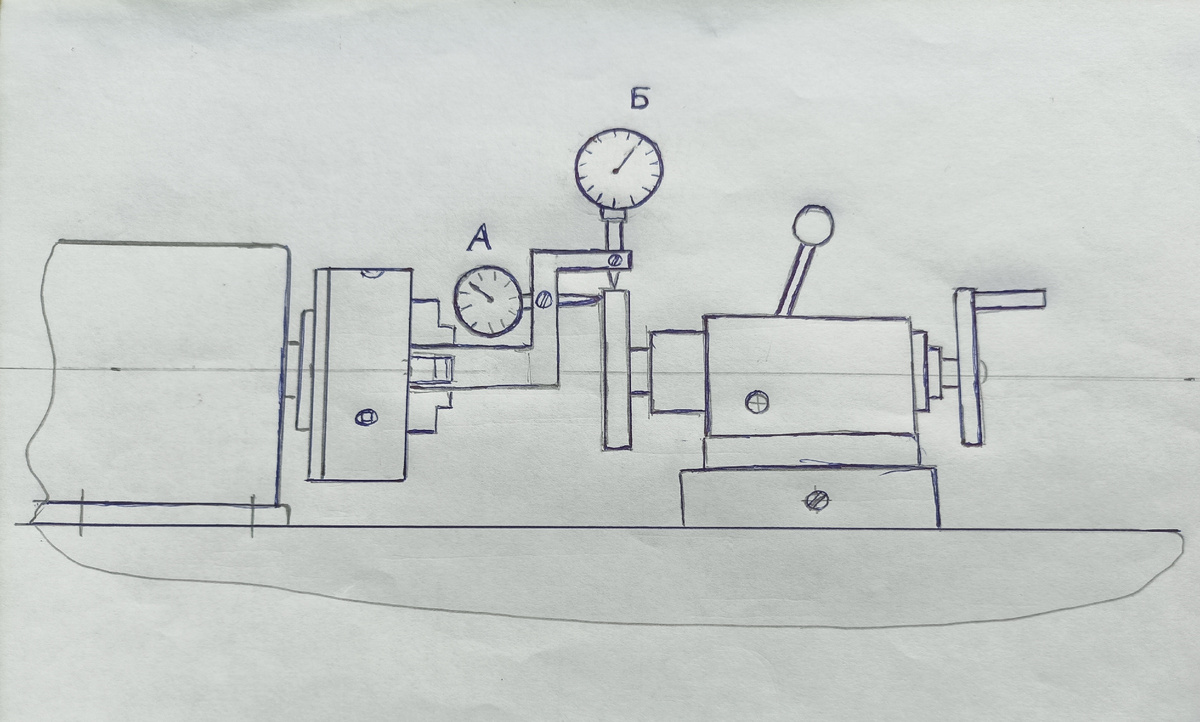
Для выполнения этих действий в патрон передней бабки зажимается специально изготовленный кронштейн с двумя микрометрами. Обкатывая вручную пиноль определяем требуемую величину смещения . В принципе удобно пользоваться одним микрометром.
Для коррекции параллельности оси шпинделя передней бабки к оси пиноли задней бабки используем показания микрометра "А", потом используя показания микрометра "Б" методом смещения восстанавливаем соосность осей.
3. Порядок выполнения работ для восстановления соосности
осей передней бабки и пиноли задней бабки.
1. Изготовить кронштейн для крепления микрометров как показано на рис. 1.
Для маленьких станков типа ТВ-4 и ТВ-6 , где габариты пиноли не позволяют оптимально разместить микрометры удобно установить переходную планшайбу приваренную к переходнику конуса Морзе. При этом приваренную планшайбу по торцу и диаметру проточить в центрах.
2. Собрать кронштейн с микрометрами(микрометром) и зажать в патрон. Выставить микрометры(микрометр) на пиноли ,планшайбе) по диаметру и по торцу.
3. Методом обката получить показания микрометра "А" (см. фото №1), если величина углового смещения в двух горизонтальных точках превышают допустимую величину для вашего станка, необходимо ослабить крепёжные элементы, кинематику гитары передней бабки и поворачивая вспомогательными скрытыми винтами разворачивать её до момента совпадения показаний микрометра.

4.Восстановить крепёж.
Теперь оси шпинделя передней бабки и оси пиноли параллельны в горизонтальной плоскости, но может ещё не соосны.
5 .Используя показания микрометра "Б" ( фото №2) в двух горизонтальных точках по диаметру пиноли ( планшайбы), определяем требуемую величину смещения между осями шпинделя и пиноли в горизонтальной плоскости. При разнице показаний, превышающем допустимые значения смещения, методом сдвига пиноли в поперечном направлении, добиваемся минимально возможной разницы .
Используя этот метод на своём станке ТВ-4, вышеуказанные действия я выполняю за 15- 20 минут.
На практике, данный метод обката широко используется для центровки валов осевых компрессоров на газоперерабатывающих заводах.
Попробуйте и вы использовать данный метод для настройки своего станка.