1. Область применения.
Руководящий документ РД 24.203.03-90 устанавливает минимальные радиусы и углы гиба труб для обеспечения качества и прочности трубопроводов. Документ применим к трубам из меди (ГОСТ 617), медных и алюминиевых сплавов, стальным бесшовным (ГОСТ 8732, 8734), коррозионно-стойким (ГОСТ 9940, 9941) и водогазопроводным (ГОСТ 3262). Номенклатура труб соответствует РД 26-03-68. Исключения: гибка калачей, змеевиков и труб в компрессорных холодильных установках.
2. Определения и факторы влияния.
Радиус гиба (R) измеряется по оси трубы. Минимальный R зависит от:
- Механических свойств материала.
- Способа гиба.
- Отношения толщины стенки δ к наружному диаметру D (δ/D).
- Угла гиба.
- Допустимого утонения стенки и гофрированности.
Схема измерения радиуса гиба:
Схема холодной и горячей гибки труб
3. Способы гиба.
Определены следующие способы:
- Холодная гибка с наполнителем.
- Холодная гибка на станках с дорном.
- Горячая гибка с наполнителем.
- Горячая гибка с наполнителем в ручных приспособлениях.
- Гибка на специальных трубогибочных станках.
Рекомендуемый: холодная гибка с наполнителем для минимизации деформаций.
4. Зависимость минимального радиуса гиба от δ/D.
Таблица 1. Минимальный R для холодных способов гиба
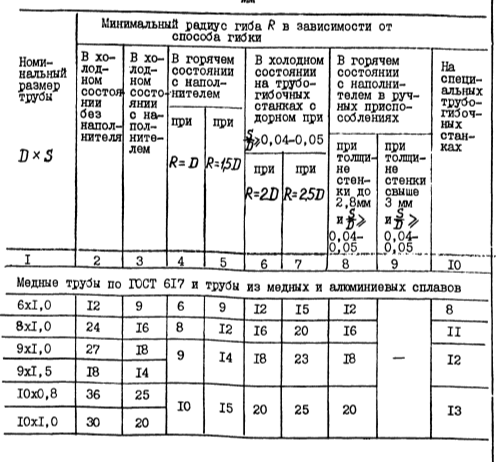
Таблица 2. Минимальный R для других способов.
Для водогазопроводных труб: R = 3D.
Схемы методов гиба и расчетов прочности:
Методика расчета на прочность при определении размеров отводов и переходов сварки и камер сварки
5. Углы гиба.
Углы гиба по ГОСТ 8908: 15°, 30°, 45°, 60°, 90°, 120°, 150°, 180°.
6. Рекомендуемые радиусы гиба.
Таблица 3 документа содержит минимальные R для номинальных размеров труб. Примеры:
- Медь, 6×1,0 мм: R = 12 мм (без наполнителя), 9 мм (с наполнителем), 6 мм (с дорном).
- Сталь, 219×6,0 мм: R = 876 мм (без наполнителя), 657 мм (с наполнителем), 219 мм (с дорном).
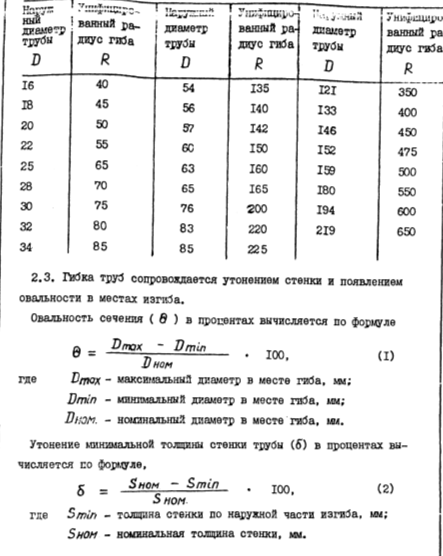
Унификация R рекомендуется для оптимизации производства.
7. Контроль качества.
Допустимое утонение стенки: ≤15–20%. Контроль гофрированности и овальности по нормам.
8. Рекомендации по применению.
Документ обеспечивает стандартизацию. В современных условиях комбинировать с расчетами по прочности и актуальными ГОСТ.