Мамедов Александр Нусратович, главный специалист ООО «Нефтегазмонтаж»
г .Ташкент тел. Моб. +998946351672,
e-mail: mamedov_46@mail.ru.
Аннотация. В статье даются обзор, систематизация и анализ проблемы связанной с конструированием и изготовлением бугельных и других соединений.Подробно описаны процессы конструирования соединений их применяемость в газовой промышленности.
Ключевые слова: GRAYLOC(Бугельные соединения),затвор концевой секторный, герметичность,надежность, фланцы,узлы запуска и приема очистных поршней.
В статье приведены совершенно новые соединения,хотя разработанные на высокое давление ,изготовленные на экспериментальном производстве и внедрённые 40 лет назад.
GRAYLOC- это соединения с которыми удалось познакомится благодаря скупым публикациям зарубежных фирм. Изделию высокого давления природного газа Ру = 30МПа, которое монтировалась на газопроводе в Сибири, необходимо были фланцевые соединения. Представляете себе картину, когда изделие длиной всего 1000 мм, в виде катушки, диаметром 426 мм, имело внушительные, несколько сот килограмм, входной и выходной фланцевые соединения. Даже в чертежах это выглядело неподобающе.Пришлось искать другие варианты соединения,вариантов было немного,GRAYLOC подвернулось как раз кстати (Рис1).Но как на это посмотрит заказчик,как и кто согласует такое соединение на газопроводе высокого давления? Однако все равно,разработанное соединение очень хорошо вписалось,был произведён расчёт на прочность и заказчик поддержал прогрессивное соединение,указав что в Сибире никто этому не удивиться, новому соединению давно рады при эксплуатации.Тут же поправил мои чертежи указав на позиции поковок, заменив их на сварные варианты.Это вообще упрощало изготовление,хотя мне поначалу было не по себе,сварка проходила через наиболее нагруженные, опасные сечения изделия.Однако испытания на прочность на Тюменском заводе ,где изготовили опытный экземпляр изделия -микроэлектростанцию на газопроводе - показали хорошую прочность, надёжность, герметичность соединения при давлении 40 МПа. Во фланцевом варианте весом, несколько сот килограмм,еще было большое количество шпилек и гаек большого диаметра, из дорогостоящего металла. Вместе с тем обтяжка большого количества крепежа для создания герметичности, занимает много времени.Словом новое соединение прочно вжилось в изделие и ни у кого не вызывало удивления,когда свежевыкрашенное, готовое к отправке, «экзотическое» изделие стояло во дворе, на глазах всего коллектива завода и десятков приезжих на совещание эксплуатационников.В настоящее время головное НИИ демонстрирует ГОСТ ряда бугельных соединений на высокое давление.

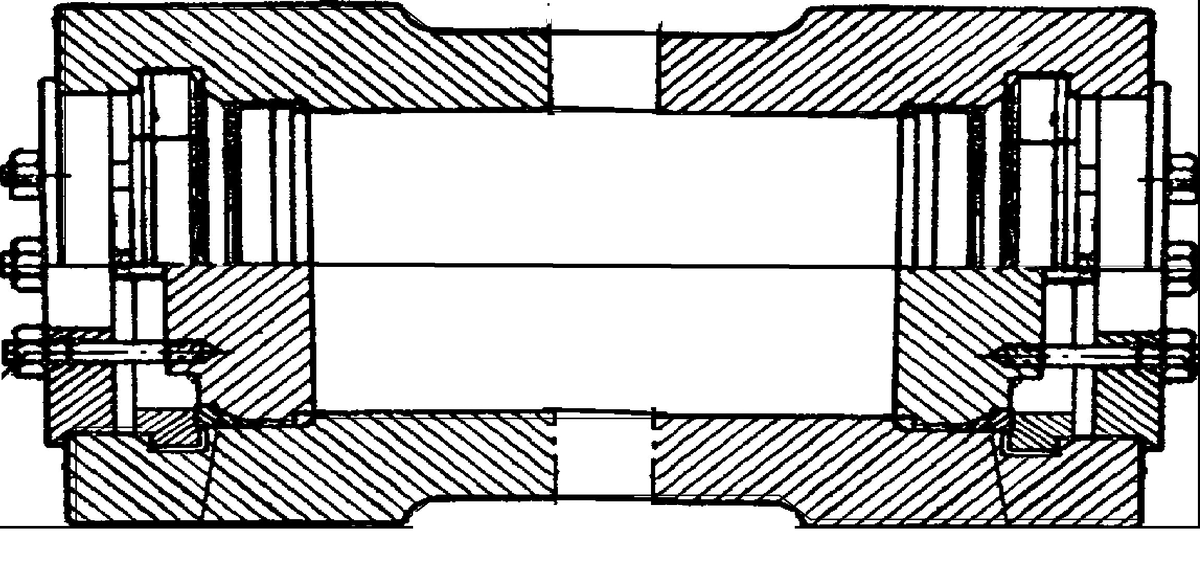
Рис1.
Рис 4.
Затвор концевой секторный устраивается на концевых (тупиковых) участках трубопроводов с целью обеспечения постоянного доступа во внутренние полости. В связи с этим затвор выполнен в конструкции быстрого открытия и закрытия с известной надёжностью.Быстродействующие затворы применяются в камерах запуска и приема, фильтрах-грязеуловителях, люках-лазах трубопроводов, люках-лазах нефтеперерабатывающего, нефтехимического и нефтегазового оборудования, а также на концевых и тупиковых участках трубопроводов Ду 200…1400 мм, работающих под давлением до 10,0 МПа, с целью обеспечения доступа во внутреннюю полость трубопроводов и аппаратов и временного сообщения их с атмосферой.На рис.4 показан общий вид устройства, разрез,вид сверху.
Затвор концевой секторный (Рис 4.) содержит корпус 1 с уплотняющей поверхностью 2. На уплотняющей поверхности 2 корпуса 1 выполнены кольцевые проточки,
в которых установлены уплотнительные элементы - прокладка 3 и кольцо уплотнительное 4. Крышка 5 затвора выполнена также с уплотняющей поверхностью, которая обеспечивает равномерную нагрузку на прокладку 3 и кольцо уплотнительное 4, размещенные на уплотняющей поверхности 2 корпуса 1. Для удобства эксплуатации крышка 5 затвора закреплена на поворотном устройстве 6, установленном на корпусе 1 посредством шарнирного механизма (условно не показано). На наружной поверхности крышки 5 установлены секторы 7 с возможностью радиального возвратно-поступательного
перемещения посредством пазов 8 и закреплённых на крышке направляющих элементов 9, выполненных, например, из стандартных резьбовых деталей (шпилька, втулка, гайка). На внутренней поверхности корпуса 1 выполнена кольцевая проточка 10, в которую входят периферийные кромки 11 секторов 7 при их радиальном перемещении в сторону внутренней поверхности корпуса 1. Поверхности взаимодействия периферийных кромок секторов 7 и кольцевой проточки 10 выполнены в форме клиновых конгруэнтных поверхностей с радиальным запасом хода секторов 7 вглубь кольцевой проточки 10.
По центру крышки 5 установлен посредством оси 12 кулачковый самоцентрирующий механизм 13 . Кулачки 14 кулачкового самоцентрирующего механизма 13 соединены с секторами 7 посредством пазов 15. Конструкция кулачкового самоцентрирующего механизма 13, в частности, трехкулачкового токарного патрона, широко известна и не требует дополнительных пояснений. Кулачки 14 самоцентрирующего механизма 13 имеют способность к возвратно-поступательному движению в радиальном направлении при ручном или механизированном управлении механизмом 13.
Затвор концевой секторный работает следующим образом.
Для закрывания затвора посредством поворотного устройства 6 осуществляют перемещение крышки 5 в полость корпуса 1 до уплотняющих поверхностей крышки 5 и корпуса 1. Для осуществления герметизации затвора производят за счет самоцентрирующего механизма 13 радиальное перемещение секторов 7 от центра крышки в сторону кольцевой проточки 10 на корпусе 1, применяя для этого ручной ключ или механизированный привод (условно не показано), обеспечивающие перемещение кулачков в самоцентрирующем механизме 13. При взаимодействии клиновых поверхностей кольцевой проточки 10 и периферийных кромок секторов 7 осуществляется поджатие фланца крышки 5 и создание упругих деформаций в прокладке 3 и уплотнительном кольце 4,обеспечивающих совместно с уплотняющими поверхностями герметичность затвора. Общеизвестно, что ось гнезда для ручного ключа или механизированного привода кулачкового самоцентрирующего механизма расположена перпендикулярно оси 12 механизма 13. Поэтому оператор при закрывании (открывании) крышки затвора будет находится в стороне от фронтальной поверхности затвора, т.е. он будет находится в безопасной зоне.
Открывание затвора производится в обратном порядке после уменьшения (стравливания) давления до безопасных величин в оборудовании, на котором
установлен описываемый затвор.
К этим двум очень эффективным соединениям, которые применялись около 40 лет назад,приходилось возвращаться на практике не один раз.К примеру, в газовой промышленности трубопроводы начиная от диаметра Ду 200 периодически чистят с помощью эластичных поршней.Для этого на газопроводах имеются устройства запуска и приёма поршней(УЗОУ и УПОУ)..Камеры запуска и приёма средств очистки и диагностики (СОД) линейной части магистральных нефтепроводов условным проходом от DN 200 до DN 1200 включительно и номинальным давлением до PN 16,0 МПа, предназначенные для установки на стационарных узлах запуска и приёма и служащие для запуска и приёма внутритрубных средств очистки, диагностики, герметизации и разделительных устройств в потоке перекачиваемого продукта.
.
Рисунок 4 –Камера приема СОД
Б – патрубки отвода продукта; В – патрубок для установки датчика давления; Г - патрубок для присоединения трубопровода газовоздушной линии; Д – патрубок для подачи пара или инертного газа; Е – патрубок для установки сигнализатора рычажного; К – патрубок для установки манометра; Л – сигнализатор прохождения СОД;
М – патрубки для присоединения дренажных трубопроводов; Н – датчик контроля герметичности.
Камера запуска имеет аналогичный вид и располагается зеркально.
Для извлечения и запасовки поршней на концевых заглушках существуют быстроразъемные соединения начиная с Ду 200 и заканчивая Ду 1200, давлением до 15МПа(Рис 6) в основе которых лежит бугельное соединение.
Рис.5.
Заводы России серийно производят всю линейку « Затворов концевых хомутовых фланцевых».Однако, на наших заводах, в Узбекистане, также можно изготавливать, эти изделия(Рис 3,рис 5). При наличии чертежей, при наличии хорошего токарного оборудования,опытных сварщиков, дефектоскопистов,термистов ,конструкторов и технологов,обладающих определёнными навыками(Рис 6).
Рис 6
.
На Рис 7.приводиться новая разработка, ещё не апробированная в цеху и на рабочей площадке,но имеющая хороший аналог до давления 10МПа.
Аналогичными соединениями возможно оснащение заглушек крупных люков Ду 500 - 800 сосудов и аппаратов работающим под давлением, взамен громоздких, сложных в изготовлении стандартных,фланцевых.(Рис 8).
Литература.
1.Бабицкий И.Ф.,Вихман Г.Л. Вольфсон С.И. Расчёт и конструирование аппаратуры нефтеперерабатывающих заводов.
Приложение.
Заполнил. Мамедов А.