Компания ООО "Инженерный центр "АМТинжиниринг" предлагает рассмотреть комплекс оборудования собственного проектирования и производства для изготовления черновых вагонных осей типа РУ1Ш, РВ2Ш и д.р. методом горячей плоской поперечно-клиновой прокатки на станах WRL22035TS. Технология горячей поперечно – клиновой прокатки c плоскими прокатными инструментами, может быть успешно применена для производства заготовок изделия «Вагонная ось». Предлагаем рассмотреть наши наработки в данной области и обоснование рациональности использования предлагаемой технологии и оборудования.
При применении технологии поперечно-клиновой прокатки достигаются следующие преимущества в сравнении с ковкой и штамповкой:
1. Идеальная макроструктура для условий работы детали « Вагонная ось».
В процессе поперечно – клиновой прокатки на заготовке образуется, свойственная этому процессу, макроструктура, при которой, волокна материала непрерывны и уплотнены к поверхности изделия. Волокна материала, которые непрерывны, плавно огибают продольный профиль изделия и уплотнены к поверхности, исключают образование концентраторов напряжений и препятствуют образованию поперечных трещин. Заготовки изделия « Вагонная ось», которые получены методом поперечно – клиновой прокатки обладают высокой усталостной прочностью. На рисунке 1 приведена макроструктура заготовки вагонной оси после поперечно – клиновой прокатки.

Рисунок 1 – Макроструктура материала после применения попе-речно-клиновой прокатки
2. Снижение затрат на последующую обработку.
Известно, что заготовки, полученные поперечно – клиновой прокаткой имеют более высокую точность, чем заготовки, полученные штамповкой или ковкой. Припуски на последующее точение значительно меньше. Например, на заготовке изделия «Вагонная ось», припуск на последующее точение составит 2…5 миллиметра на сторону. На рисунке 2 изображён припуск на последующее точение в масштабе с припуском после ковки.
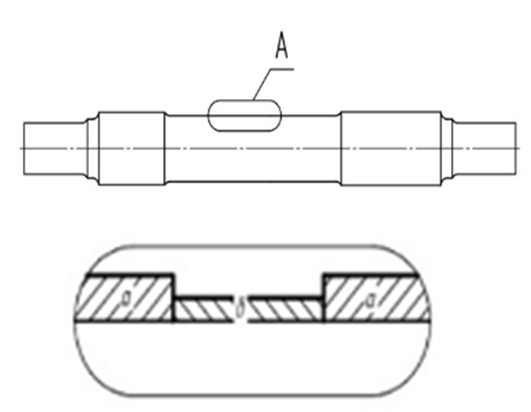
Рисунок 2 – Припуск под механическую обработку (а – после ков-ки; б – после поперечно-клиновой прокатки)
3. Производительность поперечно клиновой прокатки значительно выше, чем в процессах ковки и штамповки.
Применение поперечно – клиновой прокатки для производства заготовки детали «Вагонная ось» позволит производить одну ось за 1 минуту.
Для реализации процесса поперечно-клиновой прокатки при производстве «Вагонной оси» разработана технологическая схема прокатки в два перехода: на I-ом переходе одновременно прокатываются концевые части заготовки вагонной оси, на II-ом переходе прокатываются средняя часть вагонной оси.
Заготовкой для поперечно – клиновой прокатки служит круглый или квадратный (требуется дополнительная прикатка граней) прокат нагретый в среднем до 1250°С. Для нагрева заготовок можно применять индукционный нагрев или газовый. Таким образом, применение поперечно клиновой прокатки для производства заготовок изделия «Вагонная ось», позволяет достичь:
- Максимальную прочность;
- Снизить затрата на точение;
- Повысить производительность заготовительного производства примерно в три раза.
В оригинальной технологическом процессе предлагается использование двух линий WRL22035TS. Пример размещения оборудования в составе с газовой нагревательной печью.
Специализированной прокатной линией является линия WRL22035TS для прокатки поковок черновой вагонной оси диаметром до 220 мм.
Вид сбоку
Вид сверху
Пример размещения оборудования в составе с индукционной нагревательной установкой (каждая ветка ветка по 3200 кВт).
Варианты исполнения прокатанной оси с головками для подвеса в вертикальном положении в печи нормализации.
Варианты исполнения прокатанной оси РВ2Ш.
Варианты исполнения прокатанной оси РУ1Ш.
Прокатка вагонной оси может быть организована как с круглой так и с квадратной (прямоугольной заготовки). В этом случае потребуется дополнительная прикатка граней заготовки на двухвалковым стане.
Способ получения поковки "ось вагонная" производственная программа 200 000 штук в год. Работы в три смены: 365х24=8760 часов - календарное время 7500 часов - производственное время (практическое), 6600 часов - производственное время (эффективное)
Сравнение способов производства черновых вагонных осей:
1. Ковка на гидропрессе или молоте.
Производительность: Молот 6-7 поковок в час, пресс 10-12 в час.
Используемое оборудование: Универсальное оборудование.
Преимущество: универсальное оборудование и оснастка, небольшое количество специальной оснастки. Качественная внутренняя структура поковки. Возможна автоматизация процесса, но вызывает значительное удорожания. Само оборудование недорогое.
Недостатки и возможные дефекты: нагрев перед ковкой до 1230 °С, возможен промежуточный подогрев. При недостаточном усилии, или остывании поверхности при малых обжатиях приведет к значительному течению наружных слоев металла, в результате чего образуется расслоение и трещины в центральной зоне поковки. Основные дефекты традиционные, заштамповка окалины, закаты, разгарные трещины, зажимы.
2. Изготовление на радиально-ковочных машинах
Производительность: 25-40 осей в час
Используемое оборудование: Специальное дорогостоящее и сложное оборудование GFM (Австрия), SMX (Германия) - SMS Group. Требует качественного обслуживания и квалифицированного персонала. Высокая стоимость. Оборудование данного типа используется ведущими фирмами мира по изготовлению поковок осей, оружейных стволов.
Преимущество: универсальность при изготовлении различных типов размеров осей (универсальность инструмента). За счет схемы всестороннего радиального сжатия высокое качество структуры получаемого изделия в следствии преимущественного течения металла вдоль оси заготовки без разрыхления и расслоения сердцевины. Легко автоматизируется, исключен промежуточный
нагрев.
Недостатки и возможные дефекты: высокая стоимость оборудования и его обслуживания. При монтаже оборудования сложные фундаменты и большая занимаемая площадь. Возможны внешние дефекты, как и при традиционной ковке.
3. Поперечно-винтовая прокатка в трехвалковых станах.
Производительность: 60-70 осей в час
Используемое оборудование: стан 250 поперечно-винтовой прокатки. Таким способом каким изготавливают оси в г. Днепропетровск (Украина).
Преимущество: универсальное оборудование для различных типов осей (универсальность инструмента). Инструмент недорогой и прост в изготовлении. Стан достаточно простой и несложный в обслуживании, но для смены и обслуживания валков требует разбора прокатной клети. Для своего обслуживания требует персонал средней квалификации. Схема напряженного состояния частично напоминает схему радиальной ковки с обжатием в трех точках, поэтому качество получаемого проката хорошее. Данным способом уже изготавливались оси 250000 в год.
Недостатки и возможные дефекты: вращение на заготовку передается от деформирующих валков, поэтому после валков заготовка вращается и при одновременном изготовлении 2-х и более поковок из одной заготовки требуется передний захват, что несколько увеличивает расход металла. Достаточно большие припуски и напуски, а так же большие радиусы по сопрягаемым диаметрам. Для обслуживания инструмента требуется разборка прокатной клети, что может занимать не одну рабочую смену.
4. Поперечно-клиновая прокатка плоским инструментом
Производительность: 20-50 штук в час зависит от скорости нагрева заготовок (при ИНУ мощностью 3200кВт обеспечивается подача нагретых заготовок в линию с циклом 5-6 минут). С целью снижения размеров прокатного инструмента в предлагаемом способе предлагается прокатка за два перехода на двух станах, что позволяет использовать в производстве уже разработанные узлы и наработки используемые в производимых ранее линиях поперечно-клиновой прокатки серии WRL TS.
Используемое оборудование: Стан поперечно-клиновой прокатки типа WRL22025TS. Стоимость сопоставима со станом 250 поперечно-винтовой прокатки. Но стоимость инструмента на порядок дороже. Если традиционно расход инструмента на тонну поковок оснастки ≈ 24 кг, а при радиальной ковке поперечно-винтовой прокатки ≈ 18 кг, то при ПКП ≈ 0,05 кг, что оправдывает высокую стоимость инструмента.
Преимущество: не требуются специальные фундаменты. На одной линии при наличии сменных комплектов инструмента можно выпускать разные виды осей. Для обслуживания достаточно специалистов средней квалификации. Легко автоматизируется при одинаковой производительности с РКМ, стоимость оборудования в разы ниже. Минимальные припуски и напуски на поковку. Уменьшенная температура под прокатку 1100 °С положительно сказывается на структуре металла, т.к. нагрев более 1100 °С способствует росту зерна. Минимальные традиционные дефекты (зажимы, закаты и т.д.) детали получаемые способом ПКП имеют наиболее высокий коэффициент подобия выше чем при штамповке в закрытых штампах, что положительно сказывается при последующей обработки. Снятие и обслуживание инструмента автоматизирован, что значительно сокращает время. Для обслуживания инструмента не требуется дорогостоящее оборудование. По модели отлаженного инструмента, формующие клинья можно отливать из высокопрочного чугуна, что значительно снижает стоимость обслуживания и изготовления дублёров.
Недостатки и возможные дефекты: основной недостаток – это возможность разрыхления металла вдоль оси в центральной зоне поковки (связано с напряженно-деформируемым состоянием металла). Наружные слои наоборот уплотняются и волокно следует вдоль контура детали, что положительно сказывается на циклической стойкости деталей изготовленных из поковок полученных методом ПКП. Режимы прокатки с достижением максимально качественной осей настраиваются при отладочных испытаниях оборудования.
ОПИСАНИЕ СОСТАВА ОБОРУДОВАНИЯ
1.Машина прокатная WRL22035TS.
Принципиальная схема машины прокатной WRL22035TS
В прокатной линии серии WRL TS представляют собой дальнейшее развитие линии серии WRL и предназначены для получения деталей типа "тел вращения" методом горячей прокатки. Линии серии WRL TS прокатки имеют два подвижных инструмента, что позволяет применять клиновой инструмент длинной до 3,5 м и работать с поковками диаметром 220 мм.
- Прокатная клеть машины представляет собой закрытую беззазорную конструкцию способную выдерживать большие распорные нагрузки без изменения технологических размеров (закрытой высоты). От 100 до 1000т;
- Базирование инструмента происходит при установке автоматически и не требует специальных элементов. Ползуны выполнены из цельных поковок и подвергнуты термообработке;
- Система охлаждения водяного типа;
- Ползуны перемещаются по высокоточным, малообслуживаемым, предварительно напряженным направляющим качения: IKO (Япония), INA (Германия), Rexroth, HIWIN (Китай, Корея) или аналог доступный к моменту закупки. Позволяет уменьшить усилие прокатки на 40% (бронза-сталь) и мощность привода на 50%;
- Организованы места подачи смазки и контроля;
- Высокая скорость перемещения ползуна обеспечивает оптимальный режим деформации в процессе прокатки готового изделия;
- Потребление энергоносителей и технические характеристики: Уточняется при разработке технического задания. Индукционный нагреватель с ТПЧ от - 3200 кВт (не входит в комплект поставки). Сеть трехфазная переменного тока 380 В и частотой 50 Гц (уточняется при разработке технического задания на линию). Сжатый воздух с давлением 0,4...0,6 Мпа и расходом не менее 20м3/час. Охлаждение нагретых узлов непрерывной подачей воды давлением 0,25...0,4 Мпа. Вода ГОСТ6709. Температура не более 25 с. Расход от 15 до 90 м3/ч в зависимости от типа модели линии. Время цикла (движение одного подвижного ползуна с инструментом): 16-20 сек (производительность зависит от мощности нагревателя заготовок).
Прокатная клеть машины поперечно-клиновой прокатки
Прокатная клеть обеспечивает размещение прокатного инструмента и его движение.
Прокатная клеть с гидростанциями привода прокатного инструмента
Гидросистема привода линии.
Гидросистема состоит из сварного бака специальной конструкции и высококачественных комплектующих: распределители, двигатели, гидроцилиндры, шланги, фитинги. В гидросистеме предусмотрена система охлаждения, которая через отдельны контур оборотной водой обеспечивает охлаждение гидравлического масла в баке. Конструкция гидросистемы обеспечивает плавную регулировку скорости прокатки и идеальную синхронизацию.
Часть аппаратуры конструктивно скомпонована в два гидроблока, расположенных на раме узла установки «Транспортёр в сборе»
Напорные рукава от станций гидропривода к гидроблокам и, далее, к гидроцилиндрам и гидромоторам «механизации» установки проложены по полу и, частично, по металлоконструкциям установки и закрыты кожухами.
Гидрооборудование установки обеспечивает:
- перегрузку заготовок из технологической тары на вибролоток бункера;
- перемещения шибера и привод транспортёра ориентатора;
- привод транспортёра и перемещения сталкивателя узла «Транспортёр в сборе»;
- перемещения отсекателя и питателя индуктора механизма загрузки индуктора.
Система охлаждения линии
Система охлаждения линии поперечно-клиновой прокатки, установки индукционного нагрева имеет оригинальную конструкцию. Все элементы машины, находящиеся в контакте с горячей заготовкой охлаждаются водой. Расход воды и температура контролируются с пульта управления и обеспечивают полное термодинамическое равновесие системы заготовка – машина, что позволяет прокатывать заготовки с высокой точностью размеров и высокой степенью повторяемости.
Подвод охлаждающей воды для охлаждения гидростанции / пример разводки охлаждающего контура в индукторе нагревательной установки
Эффективная система охлаждения или подогрева прокатного инструмента
Градирня системы охлаждения отводной воды. Параметры уточняются при разработке технического задания на поставляемого оборудование для выбранных климатических условий.
Пример градирни (исполнение для умеренного климата, для условий заказчика градирня подбирается индивидуально).
Насосная группа подвода и отвода охлаждающей воды. Резервуары для наземного хранения воды.
Система управления.
Система управления собрана из качественных комплектующих и шкафов фирмы «RITTAL» или аналог. Система управления состоит из следующих основных элементов:
- программируемый логический контроллер PLC фирмы Mitsubishi;
- панель оператора фирмы Mitsubishi;
- коммутационная аппаратура от ведущих фирм.
Программа управления оборудованием, созданная специалистами АМТинжиниринг для линий серии WRL TS и WRL, позволяет осуществлять автоматический, наладочный и ручной циклы управления линией и всего оборудования входящего в производственный комплекс. В процессе работы осуществляется контроль работы всех узлов и механизмов с обратной связью. В случае неполадки, неисправность высвечивается на экране панели оператора. Программа производит идентификацию инструментов и определяет время принудительной замены инструмента. Дополнительно имеется специальное соединение с модемом, позволяющее производить удаленную диагностику состояния линии и осуществлять полный контроль за качеством и работоспособностью автоматической линий.
Центральный пульт управления с дублирующими органами управления через сенсорную панель с touch-screen и блоком физических кнопок. На каждом управляемом узле свой отдельный блок аварийной остановки и запуска.
Устройство смены инструмента.
Линии поперечно-клиновой прокати используют два типа системы смены инструмента:
- ручной болтовой зажим (время смены комплекта инструмента оператором от 20 мин);
- гидрозажим (время смены от 5 мин) целесообразно внедрение в линию с использованием различной номенклатурой инструментов (от 5 комплектов) на одном стане либо при необходимости максимального сокращения дополнительных работ оператором;
На линиях инструмент для ПКП имеет вес от 1000 кг до 3000 кг (в линиях больших габаритов может достигать массы 5000-8000 кг). Поэтому смена инструмента в прокатной машине производится с помощью специальных приспособлений, которые встроены в машину и позволяют облегчать установку или снятие комплектов инструмента грузоподъемными средствами заказчика. Время смены инструмента от 20 мин. Установленный инструмент дальнейшей поправки и настройки не требует.
Линия поперечно-клиновой прокатки WRL22035TS оснащаются приспособлением для смены инструмента. Инструмент смещается из зоны прокатки вдоль линии поперечно-клиновой прокатки для линий WRL TS (поперек для линий WRL) на специальный стол откуда грузоподъемными силами заказчика собранный инструмент перемещается в зону хранения / замены или обслуживания.
Транспортеры уборки поковок, транспортеры уборки отходов.
Пример удаления готовых изделий после прокатки на транспортер перемещения к закалочному устройству.
Монтажный стол.
Монтажный стол предназначен для обслуживания инструмента поперечно-клиновой прокатки за пределами линии.
Процесс прокатки партии изделий из нагретой заготовки.
СОПРОВОЖДАЮЩАЯ ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
- Руководство по эксплуатации и обслуживанию; Предоставляется планировочное решения для подготовки силами Заказчика производственной площадки с указанием мест и требований к необходимым для работы линии коммуникациям. Общие технические чертежи (чертежи сборки основных групп);
- Электронные и электрические, пневматические, гидравлические схемы, список ЗИП;
- Во избежание несанкционированного изменения программного обеспечения исходники программы управления линией передаются после окончания гарантии на оборудование. В гарантийный период обеспечивается удаленная сервисная поддержка программного обеспечения.
- Декларация соответствия оборудования требованиям техническим регламентам Таможенного союза «О безопасности низковольтного оборудования ТР ТС 004/2011, «О безопасности машин и оборудования» ТР ТС 010/2011, «Электромагнитная совместимость технических средств» ТР ТС020/2011
Эстетические, эргономические требования
Рама RAL 5005 синий; подвижные части и защитные экраны: RAL1023 (желтый); Корпусы шкафов и пультов электрической части: RAL7035 (серый). Возможен другой цвет рамы и защитных экранов. Возможна окраска рамы и защитных экранов (кроме шкафов и пультов управления) в другой цвет (как вариант: цвет рамы и окрашиваемых частей оборудования - антрацитово-серый RAL 7016. Цвет подвижных частей и элементов безопасности - ярко-оранжевый RAL 2008).
Перечень необходимого сопутствующего оборудования для эксплуатации и пуско-наладки оборудования на территории Заказчика:
Обеспечивать своих работников в месте выполнения работ спецодеждой, а также необходимым инструментом, включая: синусную линейку; синусный магнитный стол 300х200 мм; набор концевых мер метрический; угловую шлифовальную машину; прямую шлифовальную машину диаметром цанги 6 мм; штангенциркуль; угломер метрический; фольгу стальную толщиной от 0,1 до 0,5 мм; ножницы по металлу; набор внутренних шестигранников с метрической системой измерения; набор гаечных ключей, имеющих метрические размеры (набор головок, трещоток, удлинителей и т.д.); электродрель с набором сверл по металлу и бетону; метчики для нарезания метрической резьбы; сварочный полуавтомат для сварки в защитной газовой среде.
К дате приезда специалистов Продавца Покупатель обязуется за свой счет и своими силами:
- выполнить технические требования Продавца к расположению Оборудования;
- выполнить технические требования Продавца по подводу необходимых коммуникаций электроэнергии, воды и сжатого воздуха согласно местам расположения и размерам, которые указаны в предварительно согласованной планировке Оборудования;
- обеспечить наличие в месте выполнения работ следующих работоспособных станков и механизмов:
- шлифовального станка, имеющего стол не менее 500х250 мм, с набором шлифовальных кругов (необходимо для работ с инструментом);
- фрезерного трехкоординатного станка, имеющий стол не менее 500х250 мм, с ЧПУ (необходимо для работ с инструментом);
- подъемно-транспортных механизмов требуемой грузоподъемности для перемещения, подъема, установки и монтажа Оборудования.
- подготовить расходный материал (металл), необходимый для пуско-наладки;
- подготовить масло и смазочно-охлаждающую жидкость.
- обеспечить участие своих специалистов, имеющих профильное техническое образование, в получении технических навыков по правилам безаварийной эксплуатации Оборудования;
- обеспечивать своими силами своевременное и качественное выполнение вспомогательных работ (сварка, резка, координатно-фрезерные работы на станке с ЧПУ, плоское шлифование с использованием синусной линейки).
Вывод перспективности внедрения станов поперечно-клиновой прокатки черновых вагонных железнодорожных осей:
Авторами разработана технология поперечно-клиновой прокатки (ПКП) черновой вагонной оси, технические характеристики которой представлены выше. Данная технология обеспечивает самую высокую производительность – до 60 осей в час, меньшие припуски и допуски, позволяет исключить напуски на поковку и в итоге получить минимальный расход металла, что в итоге обеспечивает минимальную трудоемкость токарного точения чистовой вагонной оси.
Высокая точность поковки при ПКП [1] позволяет ликвидировать присущие иным технологиям дополнительные операции отрезки концевых отходов и правки оси, которые производятся после пластического формоизменения.
Стан ПКП (рис. 2) выполнен с двумя подвижными плитами и плоскими инструментами, что обеспечивает более высокую точность поковки и прямолинейность оси по сравнению с иным оборудованием, в том числе валковым станом ПКП.
Стойкость плоского инструмента ПКП составляет, включая промежуточные ремонты, не менее 500 000 осей, что снижает долю стоимости инструмента в производственных затратах до 1,7%.
Работа стана полностью автоматизирована и допускается его круглосуточная работа. Снятие и обслуживание прокатного инструмента не требует разборки прокатной клети и осуществляется автоматически.
Технология ПКП – экологически чистая: отсутствуют вибрации и загрязнение окружающей среды.
Технология ПКП обеспечивает наиболее высокую усталостную прочность вагонных осей. Это является следствием особенностей напряженно-деформированного состояния при поперечной прокатке
Таким образом, исследование напряженно-деформированного состояния при ПКП и структуры прокатываемого металла устанавливает увеличение усталостной прочности валов, произведенных методом ПКП. Данное предположение нашло промышленное подтверждение в Испытательном центре Минского автомобильного завода. Испытанием на циклическую долговечность были подвергнуты шаровые пальцы 5336-3003065-01 автомобиля МАЗ из стали 40ХН (табл. 2), заготовки которых получены методом ПКП при температуре 1050±50ºС. После прокатки заготовки охлаждались на воздухе. Дальнейшая технология обработки шаровых пальцев включала улучшение термическое и шлифовку. Испытания на циклическую долговечность проводилось на установке «SCHENCK» (Германия). Режим испытания моделировал реальное нагружение шаровых пальцев при эксплуатации. Условия испытания при наработке шаровых пальцев 40 000 циклов без поломки обеспечивает пробег автомобиля 600 000 км. В результате испытания средний показатель усталостной прочности шаровых пальцев составил 103680 циклов нагружения или в 2,59 раза больше нормативного показателя.
Таким образом, технология и оборудование ПКП черновых вагонных осей:
– за счет эффекта деформационной сварки микропор и микротрещин в поверхностных слоях осей, измельчения структуры металла за счет значительной по величине уковки и создания остаточных сжимающих напряжений в этих слоях обеспечивает высокие показатели усталостной прочности осей;
– обеспечивает как минимум двукратное увеличение производительности оборудования;
– за счет высокой точности и максимального приближения профиля черновой вагонной оси к профилю чистовой вагонной оси обеспечивает экономию металла и снижение трудоемкости токарного точения чистовой вагонной оси;
– обеспечивает экологическую безопасность производства осей;
– за счет повышения усталостной прочности обеспечивает возможность уменьшения диаметра и веса осей, чем достигается экономия при перевозках на железных дорогах;
– в отличие от ковки, радиальной ковки и поперечно-винтовой прокатки где температура деформации и, следовательно, свойства металла в правой и левой частях оси различаются, ПКП обеспечивает благоприятное формирование свойств симметрично от центра оси;
‒ в отличие от других методов изготовления обеспечивает лучшую соосность ступеней оси вследствие их постоянного контакта с инструментом на всем протяжении прокатки.
Реализация данного проекта возможна только в рамках развития металлургического производства. При указанном способе производства вагонной оси, технологический процесс выходит за рамки процесса прокатки, так как требуется возможность отстройки и выбора наиболее экономически выгодного способа производства заготовки, нагрева, подготовки и других сопутствующих процессов.
Окончательный вариант выбранной схемы прокатки используемого способа нагрева заготовок, производимого изделия, состав и исполнение оборудования согласуются на этапе подготовки технического задания и согласования договора поставки. Будем рады реализовать данный не простой, но всё ещё перспективный проект. Станы имеют сменный инструмент и позволяют так же прокатывать поковки с минимальными припусками под штамповку балок осей и элементов трансмиссий и элементов трансмиссий, а так же других видов вагонных осей.
В случае заинтересованности ждём ваших запросов.
t. +375-17-500-31-13
f. +375-17-500-31-32
+375255001523 (Viber, Whatsapp, МАКС)
amtengine@amtengine.com